Изобретение относится к ремонту деталей машин, в частности к ремонту корпусных деталей машин с треш,инами, и может быть использовано в различных отраслях машиностроения.
Целью изобретения является повышение качества и производительности ремонта.
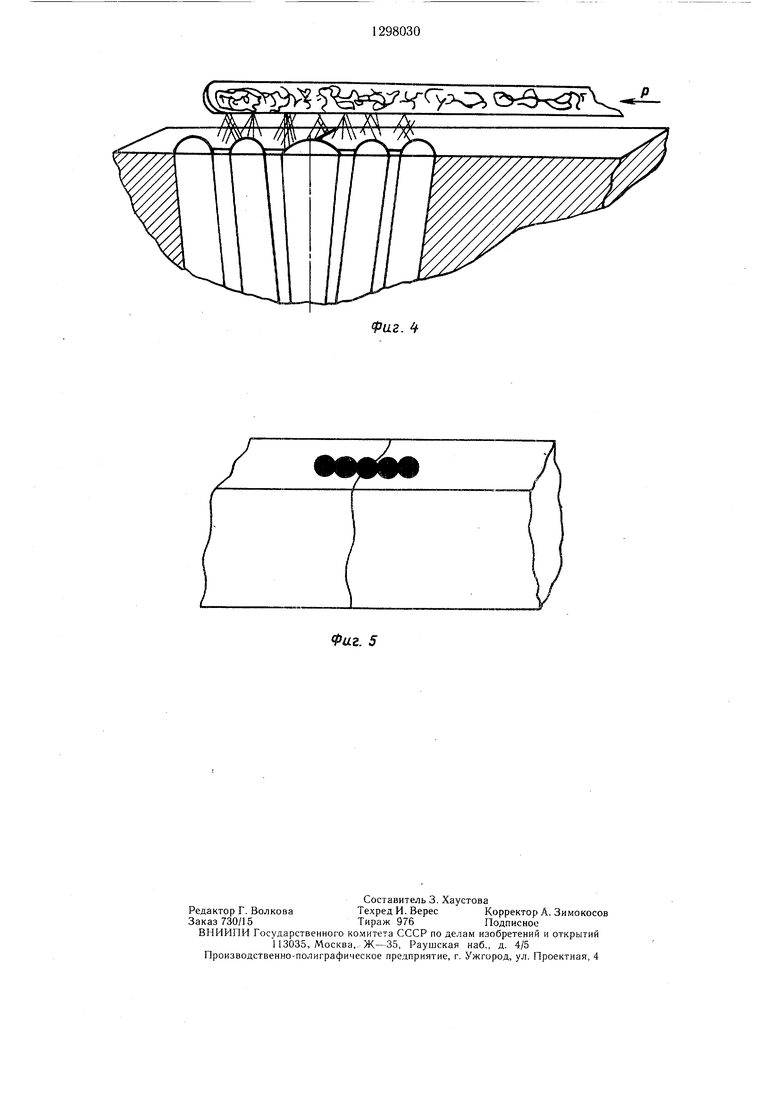
На фиг. 1 показана трещина на детали до восстановления; на фиг. 2 - сверление отверстий у треш.ины; на фиг. 3 - часть детали с треш,иной и отверстиями после создания напряжений и заливки в отверстия расплавленного материала; на фиг. 4 - часть детали с треш.иной во время подвода охлаждающей среды; на фиг. 5 - часть детали с треш,иной после восстановления.
В детали по обе стороны от трещин и по одной прямой, перпендикулярной к ней, сверлят ряд отверстий под углом ,5-5° к вертикальной оси в направлении, противоположном направлению развития (расширения) трещины. Перемычки между отверстиями удаляются, получается фигурный паз. По обе стороны трещин путем нагрева горелкой создаются напряжения, смыкающие границы трещины с некоторым усилием. В просверленные отверстия заливают расплавленный металл, по прочности превосходящий прочность металла ремонтируе.мой детали. Охлаждение проводят в направлении развития трещины струей воздуха с частичками воды, находящимися в ней во взвешенном состоянии. Расплавленный металл, остывая в фигурных пазах, образует фигурные вставки, увеличивающие стягивающие усилия, создаваемые напряжением в металле от нагрева детали на границе трещины за счет усадочных напряжений. Расстояние от трещины для нагрева детали с целью создания напряжений на границе трещины выбирается в зависимости от толщины ремонтируемой детали и равно двум толщинам ремонтируемой детали.
Пример. Ремонтируется корпус трансмиссии трактора типа ДТ-75, с трещиной (фиг. 1) на привалочной плоскости, шириной раскрытия 0,3 мм, глубиной 14 мм при минимальной толщине 14 мм (толщина переменна), материал С4-18.
Сверление отверстий под заливку осущест вляется под углом (фиг. 2) в направлении, противоположном направлению раскрытия трещины . Перемычки удаляют стальной пластиной, толщиной равной 0,5 диаметра отверстия.
Многопламенным наконечником производится нагрев детали (фиг. 3) до полного закрытия трещины, а в фигурный паз заливается расплавленный чугун марки С4-25.
Охлаждение производят (фиг. 5) (специально сконструированной головкой) струей сжатого воздуха с частичками воды, находящимися в ней во взвещенном состоянии. После полного остывания детали (фиг. 6) микроскопический анализ показывает пол
ное отсутствие трещин.
Ремонт деталей с трещинами указанным способом дает экономию времени и средств при ремонте мащин.
Предлагаемым способом можно ремонтировать детали, работающие в жестком температурном режиме, в режиме динамических нагрузок, в частности блоки цилиндров две и корпусные детали, изготовленные отливкой, и др.
Предлагаемым способом восстановлена
партия корпусов трансмиссий трактора ДТ-75, прощедщие стендовые и эксплуатационные испытания. Результаты испытаний показывают надежность предлагаемого способа ремонта деталей с трещинами.
25
Формула изобретения
1.Способ ремонта деталей с трещинами, заключающийся в том, что в детали по обе стороны трещины и по одной прямой,
перпендикулярной к ней, сверлят ряд отверстий под углом к вертикальной оси трещины, удаляют между ними перемычку и заполняют материалом образовавшийся паз, отличающийся тем, что, с целью повьииения качества и производительности ремонта,
вдоль границ трещины-создают напряжение в направлении, сжимающем границы трещины, отверстия сверлят под углом к вертикальной оси трепдины з направлении, противоположном направлению развития трещины, и заполняют пазы расплавленным материалом с прочностью, большей прочности материала ремонтируемой детали, и затем охлаждают в направлении развития трещины.
2.Способ по п. , отличающийся тем, что напряжение создают путем локального нагрева детали по обе стороны вдоль трещины на расстоянии ст нее, равном двум толщинам ремонтируемой детали.
3.Способ по п. 1, отличающийся тем, что охлаждение производят струей сжатого воздуха с частичками воды.
Фиг. 1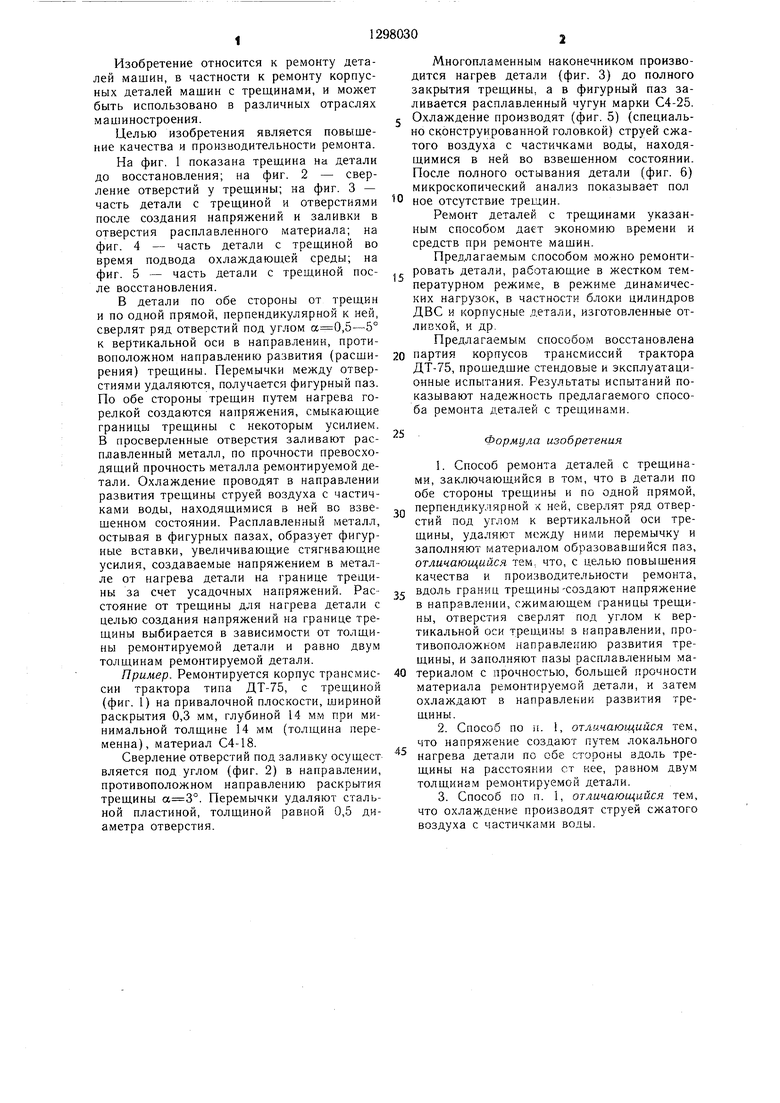
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ремонта деталей с трещинами | 1987 |
|
SU1500459A2 |
| Способ ремонта литых деталей с трещинами | 1990 |
|
SU1766641A1 |
| Способ ремонта деталей с трещинами | 1987 |
|
SU1430221A1 |
| Способ ремонта деталей с трещинами | 1985 |
|
SU1329940A1 |
| Способ ремонта литых деталей с трещинами с помощью фигурных вставок | 1981 |
|
SU1060387A1 |
| Способ ремонта чугунных деталей с трещинами | 1981 |
|
SU1303352A1 |
| Способ ремонта чугунных деталей с трещинами | 1989 |
|
SU1708569A2 |
| Способ ремонта корпусных деталей с трещинами | 1991 |
|
SU1784431A1 |
| СПОСОБ УСТРАНЕНИЯ ТРЕЩИН В СВАРНЫХ СОЕДИНЕНИЯХ | 1991 |
|
RU2012474C1 |
| Фигурная вставка для запрессовки при ремонте трещин в деталях | 1989 |
|
SU1660922A1 |

Изобретение касается ремонта деталей с трещинами, и может найти применение в различных отраслях машиностроения. Цель изобретения - повышение качества и производительности ремонта. В детали по обе стороны трещины и по одной прямой, перпендикулярной к ней, сверлят ряд отверстий под углом к вертикальной оси трещины, удаляют между ними перемычку и заполняют образовавшийся паз вставкой. Вдоль границ трещины создают напряжение сжатия. Отверстие сверлят под углом к вертикальной оси трещины в направлении, противоположном направлению развития трещины. Отверстия заполняют расплавленным материалом, по прочности превосходящим прочность материала ремонтируемой детали, а затем охлаждают. Расплавленный металл, остывая в фигурных пазах, образует фигурные вставки, увеличивая стягивающие усилия. В результате происходит залечивание трещин. 2 з.п. ф-лы, 5 ил. to ;о 00
ffULZ.Z
Зона, нагрева
fuz. 3
Фаг.
Фиг. 5
| ТЕРМОЭМИССИОННАЯ ЭЛЕКТРОГЕНЕРИРУЮЩАЯ СБОРКА С ПЛОСКОЦИЛИНДРИЧЕСКОЙ КОНФИГУРАЦИЕЙ ЭЛЕКТРОДОВ | 2000 |
|
RU2195741C2 |
| Солесос | 1922 |
|
SU29A1 |
| Способ ремонта деталей с трещинами | 1978 |
|
SU664810A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
