пи 12 с захватами 14 для изделий. Захва- Tfci (.4 закреплены на расстоянии, равном шагу подачи шагового конвейера 1. Изделие перемещается по конвейеру 1, поочередно перекатываясь по скошенным поверхностям реек 3 и роликов 5. При отключении приводя б траверса 2 с рейками 3 занимает нижнее положение и изделия опираются на ско
I
Из;л5ретснке относится к транспортному л;,ч;;и ;остроекню и может быть использова- ) для кежоперационного транспортирова- иин и 11акопления множества рядов цилинд- оических деталей, например, корпусов воз- душных баллонов и глушителей, гильз, труб.
11,елью изобретения является повышение р адежности работы устройства.
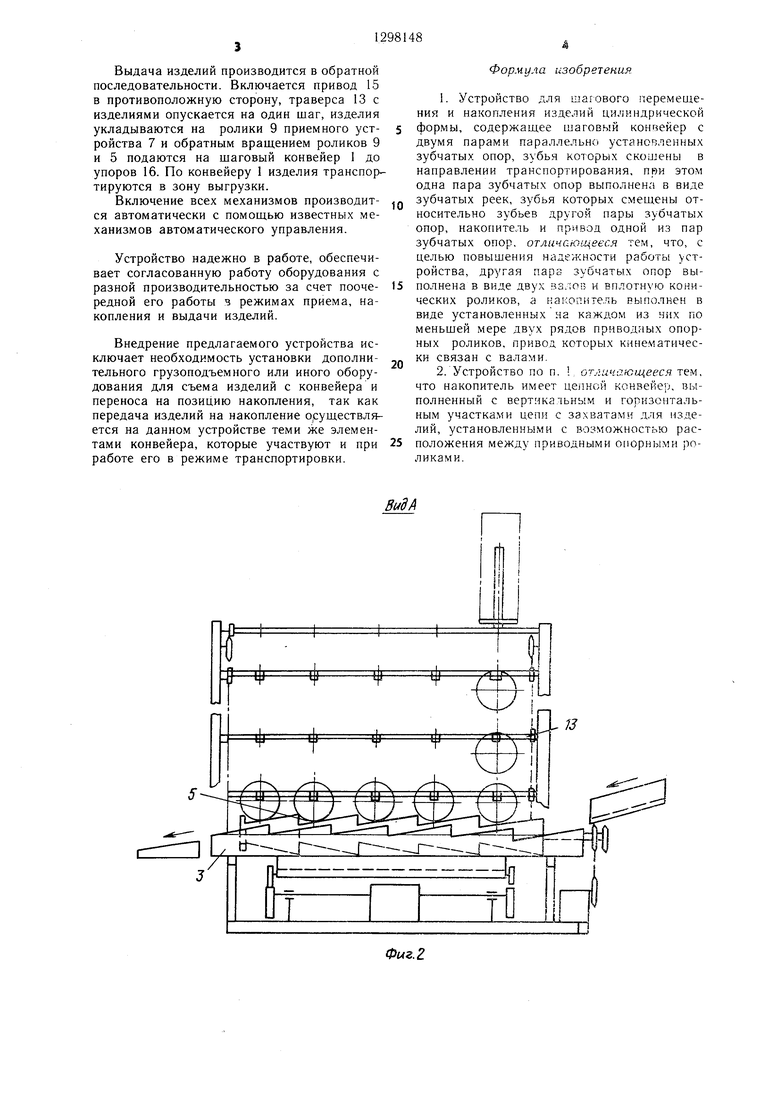
На фиг. 1 изображено устройство, вид спереди; па фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1.
На основании шагового конвейера 1 уста новлепа с возможностью вертикального возвратно-поступательного движения траверса 2, связанная с одной из пар зубчатых oi.ujp двум.ч параллельными зубчатыми рейками 3. Между одной из пар зубчатых опор- реек 3 расположены параллельно рейкам 3 дня. вала 4 с установленными на них вплотную коническими роликами 5, которые образуют другую пару зубчатых опор. Зубья реек 3 и поверхности роликов 5 скошены в направлении перемещения изделий. В этом же направлении смещены по полшага зубья реек 3 относительно зубьев, образуемых поверхностями роликов 5. Для осуществления вертикального возвратно-поступательного движения траверсы 2 служит привод б зубчатых реек 3. Причем траверса 2 при от- к.люченчо.м приводе всегда занимает крайнее нихснее положение.
Накопитель имеет приемное устройство 7, в котором от привода с цепной передачей 8 приводятся во вращение опорные ролики 9, которые по меньшей мере установлены в два ряда и диаметр которых соответствует д..аметру сечения конических роликов в точках касания их с изделием. Ролик 9 кипе- матически связан от цепной передачи 8 с валами 4. Упоры 10 предназначены для ограничения перемещения изделий по роликам Э. Для накопления множества рядов изделий накопитель, кроме приемного устрой- ства 7, имеет цепной конвейер 11 с вертикальным я горизонтальным участками накопления, i,ei7H 12 которых соединены траверса
шенные поверхности роликов 5. При включении цепной передачи 8 изделия по роликам 5 и 9 перемещаются в зону захватов 14. Включается привод 15 и изделия перемещаются на один шаг. Выдача изделий производится в обратной последовательности, для чего привод 15 включается в обратную сторону. 1 3. п. ф-лы, 3 ил.
5
5
0
0 5 .„
5
ми 13. На траверсах 13 шарнирно закреплены захваты 14 для изделий на расстоянии, равном шагу подачи шагового конвейера 1, установленные с возможностью расположения между приводными опорными роликами 9. Цепной конвейер II снабжен приводом 15, обеспечивающим перемещение траверсы 13 вверх-вниз. Упор 16 ограничивает перемещение изделий при их выдаче с конвейера (накопителя) 11 на шаговый конвейер 1.
Устройство может работать в двух режимах; в режиме транспортировки изделий и в режиме накопления и выдачи изделий.
В режиме транспортировки устройство работает следующим образом.
Изделия подаются по лотку на скошенные поверхности реек 3, когда они занимают нижнее положение. Траверса 2 совершает вместе с рейками 3 движение вверх, и когда рейки 3 занимают верхнее положение, изделие скатывается по их скошенным поверхностям. Так как скошенные поверхности реек 3 и роликов 5 направлены в сторону транспортировки изделий и сдвинуты на полшага одна относительно другой, то изделие перемещается по конвейеру 1, поочередно перекатываясь по скощенным поверхностям реек 3 и роликов 5.
В режиме накопления и выдачи устройство работает следующим образом.
При отключении привода 6 траверса 2 с рейками 3 занимает нижнее положение. Изделия опираются на скошенные поверхности роликов 5. При включении привода цепной передачи 8 начинают вращаться опорные ролики 9 приемного устройства и валы 4 с коническими роликами 5. Изделия по роликам 5 и 9 перемещаются до упоров 10, попадают в зону захватов 14. В этом положении включается привод 15, траверса 13 с захватами 14 и изделиями на них перемещается на один щаг. При последующем заполнении шагового конвейера 1 изделиями цикл повторяется.
Выдача изделий производится в обратной последовательности. Включается привод 15 в противоположную сторону, траверса 13 с изделиями опускается на один шаг, изделия укладываются на ролики 9 приемного уст- ройства 7 и обратным вращением роликов 9 и 5 подаются на шаговый конвейер 1 до упоров 16. По конвейеру 1 изделия транспортируются в зону выгрузки.
Включение всех механизмов производит- ся автоматически с помош,ью известных механизмов автоматического управления.
Устройство надежно в работе, обеспечивает согласованную работу оборудования с разной производительностью за счет поочередной его работы з режимах приема, накопления и выдачи изделий.
Внедрение предлагаемого устройства исключает необходимость установки дополнительного грузоподъемного или иного оборудования для съема изделий с конвейера и переноса на позицию накопления, так как передача изделий на накопление оруш ествля- ется на данном устройстве теми же элементами конвейера, которые участвуют и при работе его в режиме транспортировки.
s
Q
5
0
Формула изобретения
1. Устройство для шагового перемещения и накопления изделий цилиндрической формы, содержащее щаговый конвейер с двумя парами параллельно установленных зубчатых опор, зубья которых скошены в направлении транспортирования, при этом одна пара зубчатых опор выполнена в виде зубчатых реек, зубья которых смещены относительно зубьев другой пары зубчатых опор, накопитель и привод одной из пар зубчатых опор, отличающееся тем, что, с целью повышения надежности работы устройства, другая пара зубчатых опор выполнена в виде двух взлоБ и вплотнуьо конических роликов, а накопитель выполнен в виде установленных на каждом из них по меньшей мере двух рядов приводных опорных роликов, привод которых кинематически связан с валами.
2. Устройство по п. отл1мающееся тем. что накопитель имеет целной конвейе х выполненный с вертикальным и горизонтальным участками цепи с захватами для из.ае- лий, установленными с возможностью расположения между приводными опорными роликами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Накопитель-питатель | 1972 |
|
SU439443A1 |
| Устройство для передачи штучных грузов с одного конвейера на дрYгой | 1984 |
|
SU1244063A1 |
| МЕЖОПЕРАЦИОННЫЙ НАКОПИТЕЛЬ | 1973 |
|
SU366960A1 |
| Устройство для укладки в пакет чушек | 1984 |
|
SU1207948A1 |
| Шаговый конвейер-накопитель | 1977 |
|
SU716921A1 |
| Шаговый конвейер-накопитель | 1980 |
|
SU971736A1 |
| Шаговый конвейер | 1982 |
|
SU1082712A1 |
| Шаговый конвейер | 1990 |
|
SU1787880A1 |
| СПОСОБ РАСФАСОВКИ СТАЛЬНЫХ ГВОЗДЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2111907C1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ ИЗДЕЛИЙ В ТАРУ | 1993 |
|
RU2086481C1 |

Изобретение относится к транспортному машиностроению и может быть использовано для межоперационного транспортирования и накопления множества рядов цилиндрических деталей. Цель - повышение надежности работы устройства. Для этого между одной из пар зубчатых опор-реек 3, связанных с траверсой 2, размещенной на шаговом конвейере 1, расположены параллельно рейкам 3 два вала 4 с установленными на них вплотную коническими роликами 5, образующими другую пару зубчатых опор. Кроме того, накопитель 7 выполнен в виде двух рядов опорных роликов 9 с приводом его цепной передачи 8. Для накопления рядов изделий в накопителе 7 расположен цеппой конвейер 11 с вертикальным и горизонтальным участками накопления це§ (Л N:) о сх ас 1 8 Vu. i. t
i
Фиг.
| Шаговый транспортер для перемещения изделий цилиндрической формы | 1957 |
|
SU109845A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Чеканов Л | |||
| И | |||
| Типовые загрузочные и транспортные устройства для массового и серийного производства | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Технология металлообрабатывающего производства, М.; НИИМАШ, 1976, с | |||
| Веникодробильный станок | 1921 |
|
SU53A1 |
