Изобретение относится к металлургии, в частности к производству биметаллических контакт-деталей заклепочного типа из проволочных заготовок методом их совместной пластической деформации.
Цель изобретения - повышение качества контакт-деталей и обеспечение экономии мате эиала плакирующего слоя за счет снижения разнотолщинности плакирующего слоя.
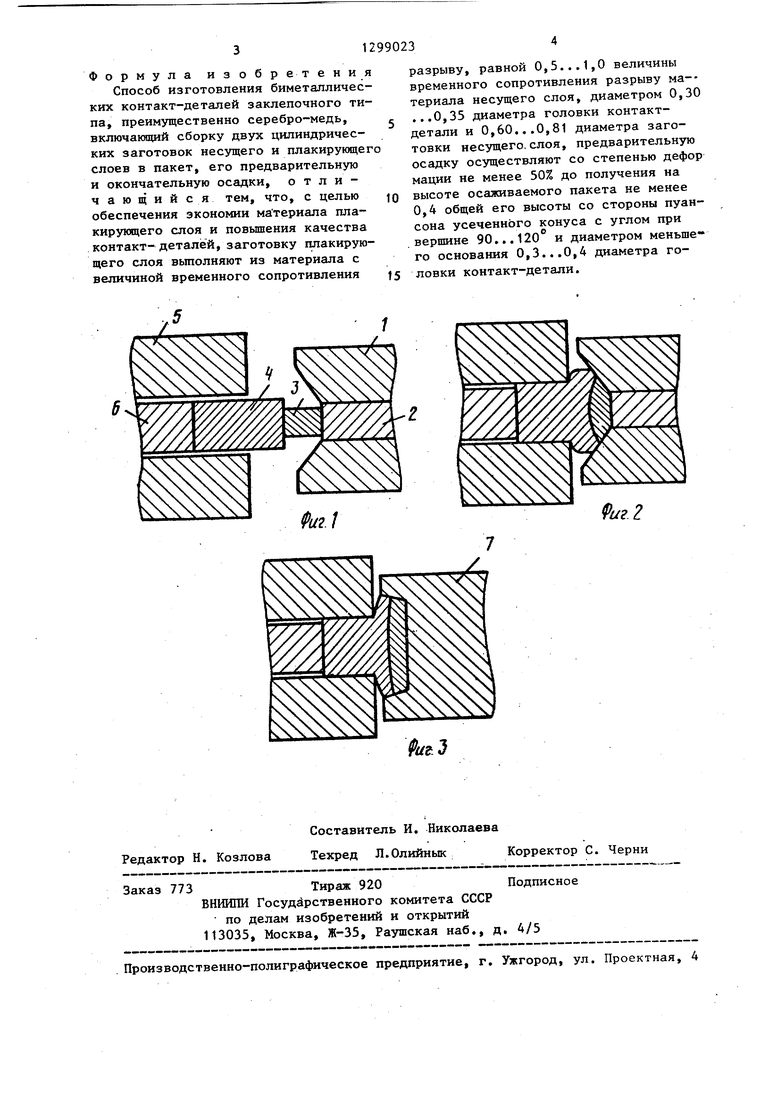
На фиг. 1 изображен пакет из двух цилиндрических заготовок плакирующего и несущего слоев до осадки; на фиг. 2 - схема предварительной осадки пакета; на фиг. 3 - окончательная высадка изделия.
На чертеже приняты следующие обозначения: 1 - наружный пуансон пред- варительной осадки; 2 - внутренний nyalicoH предварительной осадки; 3 - цилиндрическая заготовка плакирующего слоя; 4 - цилиндрическая заготовка несущего слоя; 5 - высадочная мат- рица; 6 - выталкиватель; 7 - отделочный пуансон.
Пример 1. Биметаллические контакт-детали марки 30 ВПГ 4057В композиции СрН О,1+М1 с диаметром головки 4,0 мм, толщиной плакирующего слоя 0,3 мм, диаметром стержня 2,0 мм, высотой головки 1,2 мм изготавливают из заготовок несзпдего слоя (медь Ml) размерами 01,95 мм 7,15 мм и плакирующего слоя (сплав СрН 0,1) размерами ф 1,38 мм.2,40 мм (отношение диаметров заготовок плакирующего и несущего слоев составляет 0,71). Временное сопротивление раз рыву материала плакирующего слоя составляет 25 кг/мм, или 0,36 величины временного сопротивления разрыву материала несущего слоя, равной 45 кг/м Общая высота пакета заготовок до осадки равна 9,55 мм, в том числе высота осаживаемой части пакета 6,4 мм Предварительная осадка пакета производится до высоты 1,52 мм, что соответствует степени деформации 76%. При этом осаженная биметаллическая заготовка со стороны пуансона имеет форму усеченного конуса высотой 0,65 общей высоты осаженной заготовки с углом при вершине 100 и диаметром меньшего основания 1,4 мм, или 0,35 диаметра головки контакт-детали.
Пример 2. Биметаллические контакт-детали марки 0,4 БП 50-10-30
10
15
20 25
30 5 о 5
0
композиции Ср999 + Ml с диаметром головки 5,0 мм, толщиной плакирунлцего слоя 0,4 мм, диаметром стержня 2,0 мм высотой голорки 1,0 мм изготавливают из заготовок несущего слоя (медь Ml) размерами 01,95 мм 7,03 мм и плаки- рукщего слоя (серебро Ср999) размерами 1,58 мм 3,93 мм (отнощение диаметров заготовок плакирующего и несущего слоев составляет 0,81). Временное сопротивление разрыву материала плакирующего слоя составляет 40 кг/мм или 0,89 величины временного сопротивления разрыву материала несущего слоя, равной 45 кг/мм. Общая высота пакета заготовок до осадки равна 10,96 мм, в том числе высота осаживаемой части пакета 7„81 мм. Предварительная осадка пакета производится до высоты 1,6 мм, что соответствует степени деформации 80%. При этом осаженная биметаллическая заготовка со стороны пуансона имеет форму усеченного конуса высотой 0,60 общей высоты осаженной заготовки с углом при вершине 90° и диаметром меньшего основания 1,6 мм, или 0,40 диаметра головки контакт-детали.
Пример 3. Биметаллические контакт-детали марки 1,0 БП 70-18-45 композиции СП 999+М1 с диаметром головки 7,0 мм, толщиной плакирукяцего слоя 1,0 мм, диаметром стержня 0,3мм, высотой головки 1,8 мм изготавливают из заготовок несущего слоя (медь Ml) размерами 02,95 мм 9,06 мм и плакирующего слоя (серебро Ср999) размерами 2,38 мм 8,27 мм (отнощение диаметров заготовок плакирующего и несущего слоев составляет 0,81). Временное сопротивление разрьшу материала плакирующего слоя составляет 40 кг/мм, или 0,89 величины временного сопротивления разрыву материала несущего слоя, равной 45 кг/мм. Общая высота пакета заготовок до осадки равна 17,33 мм, в том числе высота осаживаемой части пакета 12,7 мм. Предварительная осадка пакета производится до высоты 2,8 мм, что соответствует степени деформации 78%. При этом осаженная биметаллическая заготовка со стороны пуансона имеет форму усеченного конуса высотой 0,43 общей высоты осаженной заготовки с углом при вершине 90° и диаметром меньшего основания 2,4 мм, или 0,34 диаметра головки контакт-детали.
Формула изобр е т е н и я Способ изготовления биметаллических контакт-деталей заклепочного типа, преимущественно серебро-медь, включающий сборку двух цилиндрических заготовок несущего и плакирующег слоев в пакет, его предварительную и окончательную осадки, отличающийся тем, что, с целью обеспечения экономии ма териапа плакирующего слоя и повьшения качества контакт-деталей, заготовку плакирующего слоя вьшолняют из материала с величиной временного сопротивления
разрыву, равной 0,5... 1,0 величины временного сопротивления разрыву ма-- териала несущего слоя, диаметром 0,30 ...0,35 диаметра головки контакт- детали и О,60...О,81 диаметра заготовки несущего, слоя, предварительную осадку осуществляют со степенью дефор нации не менее 50% до получения на высоте осаживаемого пакета не менее 0,4 общей его высоты со стороны пуанс углом при и диаметром меньше го основания 0,3...О,4 диаметра головки контакт-детали.
сона усеченного конуса вершине 90... 120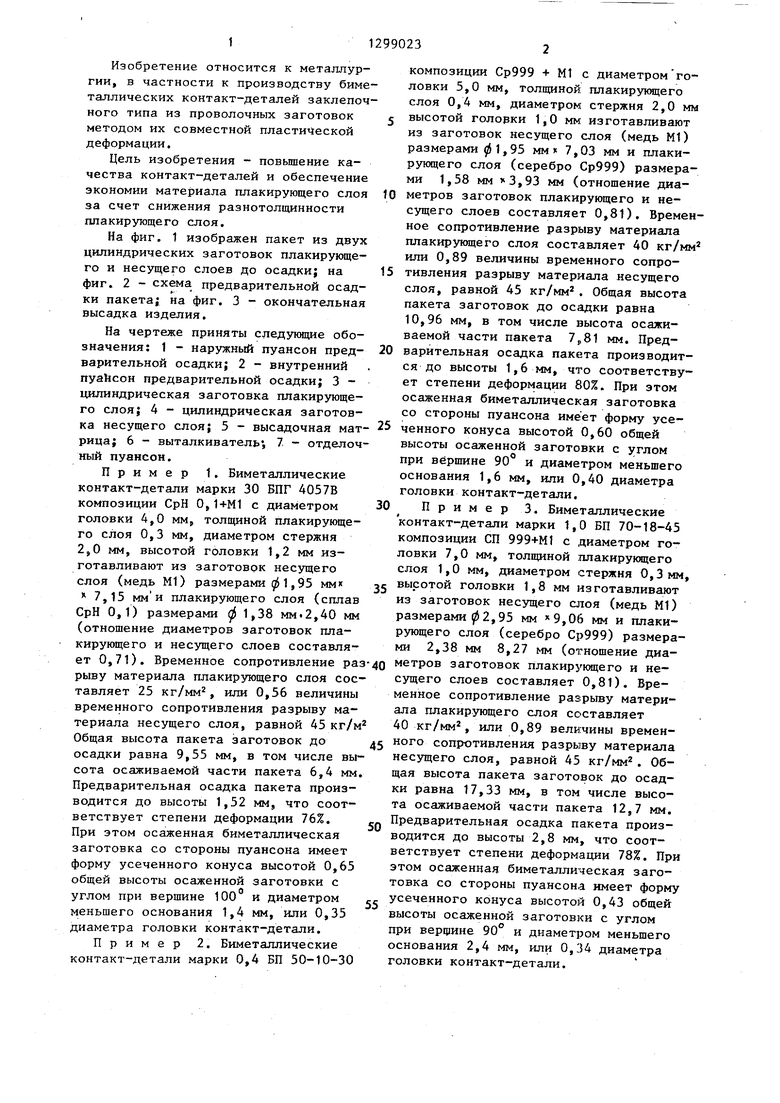
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полуцилиндрических деталей | 1990 |
|
SU1726094A1 |
| Способ изготовления биметаллических изделий | 1985 |
|
SU1412911A1 |
| Способ деформирования малопластичных материалов | 1980 |
|
SU925505A1 |
| ШТАМП ДЛЯ ОСАДКИ | 1998 |
|
RU2119402C1 |
| Способ изготовления биметаллических стаканов | 1983 |
|
SU1171163A1 |
| Способ получения электротехнических контактов на основе алюминия и его сплавов | 1989 |
|
SU1691013A1 |
| Способ осадки поковок | 1986 |
|
SU1382565A1 |
| Способ утолщения кромок листовых заготовок | 1986 |
|
SU1431886A1 |
| Способ клепки | 1990 |
|
SU1766571A1 |
| Составная заготовка для прессования биметаллических прутков | 1990 |
|
SU1738410A1 |
Изобретение относится к области металлургии, в частности к производству биметаллических контакт-деталей заклепочного типа из проволочных заготовок методом их совместной пластической деформации. Целью изобретения является повышение качества контакт- деталей и обеспечение экономии материала плакирукицего слоя за счет снижения разнотолщинности плакирующего слоя. Для чего собирают, пакет из двух цилиндрических заготовок несущего слоя и плакирующего слоя, выполнено- го из материала с величиной временного сопротивления разрыву, равной 0,5, ... 1,0 величины временного сопротивления разрыву материала несущего слоя, предварительно осаживают собранный пакет со степенью деформации не менее 50% до получения на высоте осаживаемого пакета не менее 0,4 общей его высоты со стороны пуансона усеченного конуса с углом при вершине 90...120. После чего осаживают полученный полуфабрикат на окончатель ный размер. Данный способ позволяет получать контакт-детали повьшенного .качества и экономить материал. 3 ил. СЛ
Редактор Н. Козлова
Составитель И. Николаева
Техред Л.Олийнык Корректор С. Черни
Заказ 773Тираж 920Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений н открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Ковшовый элеватор | 1981 |
|
SU975513A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
