Изобретение относится к устройствам для горячей навивки пружин, преимущественно для изготовления витых шпинделей хлопкоуборочных машин из пильчатой ленты.
Цель изобретения - повышение качества пружин и экономия материала.
На чертеже изображена кинематическая схема предлагаемого устройства.
Устройство включает в себя механизм 1 навивки, оправку 2 с прорезью 3, механизм 4 резки навивочного материала 5. Между барабаном 6 с навивочным материалом 5 и оправкой 2 расположена каретка 7 подачи и нагревательное устройство 8. Перед кареткой 7 расположен электромеханический узел 9 контроля нагрева материала, включающий в себя прижимные ролики 10 и 11. Каретка 7 снабжена верхним 12 и нижним 13 зажимными элементами. Верхний зажимной элемент 12 прижимается к нижнему 13 при помощи пружины 14, тарированной на усилие, необходимое для протягивания навивочного материала 5 без проскальзывания. На скалке 15 верхнего зажимного элемента 12 закреплен ролик 16. Каретка 7 установлена подвижно в направлении подачи на направляющей 17. В продольный паз 18 каретки 7 входит полугайка 19 с возможностью продольного перемещения относительно каретки 7. Полугайка 19 профильным выступом входит в зацепление с одной из нарезок винта 20, имеющего левую и правую нарезки. Винт 20 кинематически связан с электродвигателем 21. С обоих торцов каретки 7 установлены два регулируемых упора-ограничителя 22. К корпусу 23 механизма подачи навивочного материала 5 закреплены жестко копир 24 и шарнирно копир 25, поворот которого ограничивает упором 26. Для фиксации крайних положений каретки 7 на корпусе 23 установлены упоры 27 и 28.
Устройство работает следующим образом.
В начале цикла конец навивочного материала 5 находится внутри нагревательного устройства 8. Каретка 7 находится в крайнем правом положении, полугайка 19 имеет зазоры с обеих сторон относительно регулируемых упоров 22. Профильный выступ полугайки 19 находится з прапой нарезке винта 20. Шарнирный копир 25 .лежит на упоре 26. Навивочный материал 5 зажат зажимными элементами 12 и 13. Включается электродвигатель 21. Eio время вращения винт 20 перемещает по своей резьбе полугайку 19, которая, выбрав зазор между левым упором 22, в результате перемещения в пазу 8 каретки 7 приво.аит в движение каретку 7 по направляющей 17 в сторону оправки 2, тем самым обеспе 1и- вая подачу навивочного материала 5.
В конце хода каретки 7 навивочный материал 5 заправляется в прорезь 3 оправки 2. В этот момент ролик 16 наезжает на копир 24 и поднимает зажимной элемент 12.
6
5
0
0
5
0
Подача навивочного материала 5 прекращается. Датчик системы электроавтоматики (не показан) дает команду на отключение винта 20 от электродвигателя 21. Винт 20 продолжает некоторое время вращаться по инерции и переводит профильный выступ полугайки 19 с правой нарезки на левую. Каретка 7 в это же время продолжает перемещаться по инерции до упора 27, при это М паз 18 каретки 7 перемещается вдоль гайки 19, образуя тем самым зазор от упора-ограничителя 22 до полугайки 19, величина которого настраивается в соответствии с величиной инерции системы. В результате этого каретка и зажимные элементы находятся в исходном положении для реверса.
После выполнения операции навивки и об- рез.и навивочного материала 5 в нагревательное устройство для нагрева остывшего во время обрезки конца навивочного материала 5. Эта коман.да выполняется следующим образом.
Получив вращение от электродвигателя
21,винт 20, теперь уже по левой нарезке возвращает каретку 7 в исходное положение. При этом сначала перемещается полугайка 19 до правого упора-ограничителя 22 При обратном л )де каретки 7 ролик 16 верхнего зажи.много элемента 12 под воздействием 14 сходит с копира 24, обеспечивая тем самым зажим авивочного материала 5 и перемещение его в нагревательное устройство 8. Величина обратного перемещения навивочного материала 5 в нагревательное устройство 8 определяется положением копира 2. При освобождении навивочного материала 5 от зажимного элемента 12 каретка 7 продолжает перемещаться в исходное положение на величину, равную расстоянию от режущей грани ножа механизма 4 резки до выходного конца прорези 3 оправки 2. При достижении этой величины ролик 16 сходит с копира 25, обеспечивая зажим навивочного материала зажимными элементами 12 и 13. Одновременно подается команда на отключение винта 20 от электродвигателя 21. Каретка 7 перемещается по инерции до упора 28. В это же время полугайка 19 своим фасонным выступом переходит на правую нарезку винта 20 и останавливается в гарантированном зазоре между у1юрами-ограничителями
22.Таким образог .и механизм подготовлен- .для осуществления рабочей подачи навивочного материала. При перемещении каретки 7
8 зону навивки ролик 16 проход.чт под ко- аьрэм 25, п.оворачноая его вокруг щарни- ра.
Предлагаемое устройстзо |0зво.,:яет путем обеспечения точност.и подачи навивочного материала повысить качество пружин и г.низить расход материала.
Формула изобретения
Устройство подачи навивочного материала к станку для горячей навивки пружин содержащее установленную на основании с возможностью возвратно-поступательного перемещения по направляющей приводную каретку, несущую нижний и верхний зажимные элементы, последний из которых снабжен средством вертикального перемещения, и упоры для фиксации каретки в крайних положениях, отличающееся тем, что, с целью повышения качества пружин и экономии материала, привод возвратно-поступательного перемещения каретки выполнен в виде связанного с электродвигателем ходового вин
та с пересекающимися между собой левой и правой нарезками и установленной на каретке с возможностью взаимодействия с винтом и перемещения относительно каретки полугайки, расположенной между введенными в устройство и закрепленными на каретке регулируемыми упорами-ограничителями, а средство вертикального перемещения верхнего зажимного элемента состоит из размещенных на основании по обе стороны от каретки копиров и установленного с возможностью взаимодействия с копиром подпружиненного ролика, связанного с верхним зажимным элементом, при этом задний по ходу подачи навивочного м атериала копир закреплен щарнирно.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления пружин | 1986 |
|
SU1359047A1 |
| Устройство для изготовления пружин | 1988 |
|
SU1563821A2 |
| Механизм подачи навивочного материала к устройству для горячей навивки пружины | 1977 |
|
SU689767A1 |
| Станок для горячей навивки пружин | 1989 |
|
SU1667999A1 |
| Станок для горячей навивки пружин | 1990 |
|
SU1726098A2 |
| Устройство для навивки пружин | 1978 |
|
SU825245A1 |
| Станок для горячей навивки пружин кручения | 1988 |
|
SU1528597A2 |
| Автомат для навивки пружин | 1979 |
|
SU860922A1 |
| Навивочный механизм к пружинонавивочному автомату | 1986 |
|
SU1407635A1 |
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ РАМОЧНЫХ СЕТОК | 1969 |
|
SU234531A1 |
Изобретение относится к области горячей навивки пружин и позволяет повысить качество пружин и снизить расход на/ / 2 19 18 20 вивочного материала (НМ) за счет наличия зазоров между полугайкой и кареткой и возможности их независимого перемещения на величину зазоров. Механизм содержит каретку 7, зажимные элементы 12, 13, ролик 16, полугайку 19, винт 20 с левой и правой нарезкой, копиры 24, 25, упоры 27, 28. Вращающийся винт 20 перемещает полугайку 19 в направлении подачи. После выборки зазора полугайка 19 перемещает каретку 7 вместе зажимными элементами 12, 13, в которых зажат НМ. В конце хода ролик 16 наезжает, на копир 24 и отжимает зажимной элемент 12. Перемещение НМ прекращается. Винт 20 отключается от привода вращения, полугайка 19 по инерции переходит на другую нарезку. Каретка 7 перемещается по инерции до упора 27, образуя зазор от полугайки. 1 ил. с Ю со О5 СХ) 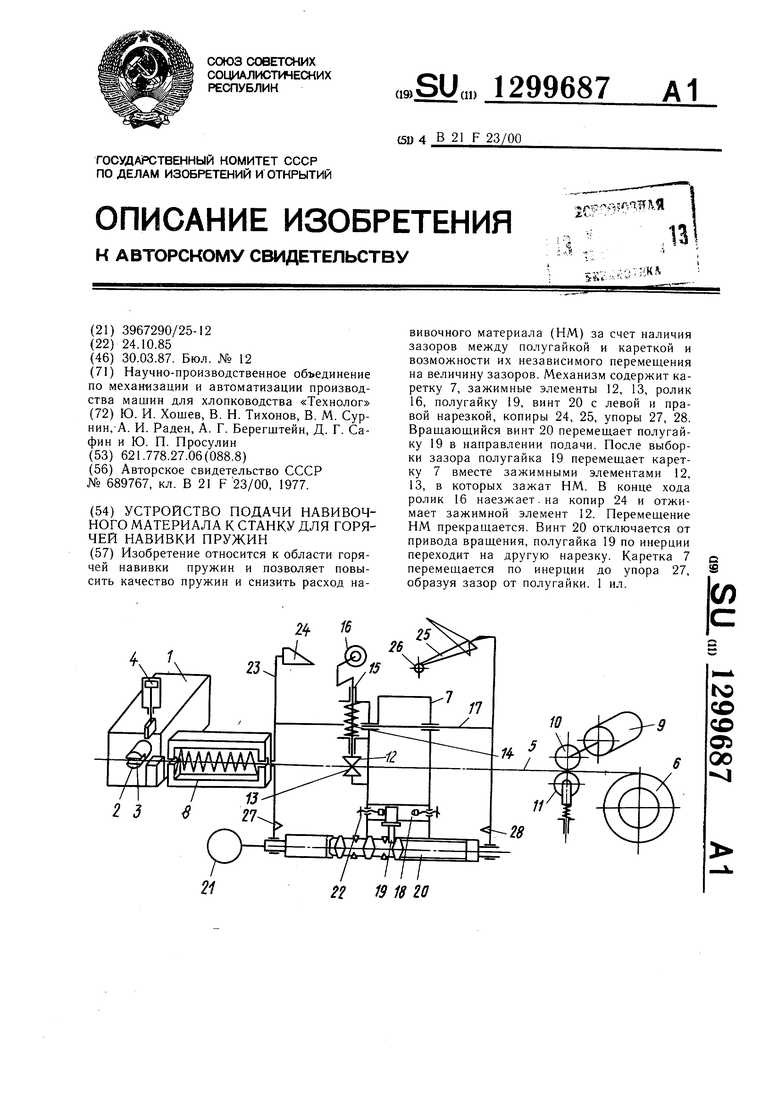
| Механизм подачи навивочного материала к устройству для горячей навивки пружины | 1977 |
|
SU689767A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
