1 13
Изобретение относится к обработке металлов давлением и может быть ис- подьзовано в заготовительном производстве машиностроительных предприятий для разделения длинномерного проката на мерные заготовки.
Цель изобретения - повышение производительности устройства для разделения длинномерного проката.
На чертеже изображено устройство для разделения длинномерного проката общий вид.
Устройство содержит механизм 1 резки, механизм 2 перемещения разрезаемого проката в зону резки на шаг подачи до жесткого упора 3, механизм 4 зажима проката в процессе его разделения, управляемьй вьщвижной упор 5, механизм 6 подачи последующей штанги проката в виде захвата 7, установленного на направляющей 8 и связанного с силовым цилиндром 9. Механизм 6 подачи последующей штанги проката снабжен датчиком 10 ограничения перемещения захвата 7.
Устройство для разделения проката содержит также датчики 11-13 положения обрабатываемого проката. Управляемьй выдвижной упор 5 установлен перед механизмом 2 перемещения разре зае№эго проката на расстоянии до механизма 1 резки, равном величине L перемещения захвата 7 механизма 6 подачи.
Устройство для разделения проката работает следующим образом.
. Разрезаемьш прокат 14, зажатый в механизме 4, разрезается механизмом 1 резки, например., обкаткой режущими дисками. При этом механизм 2 перемещения проката находится в крайнем левом положении, а его захваты раскрыты. После окончания реза дается команда на закрытие захватов ме- ханизма 2 перемещения проката и раскрытие захватов механизма 4 зажима проката, после чего механизм 2 перемещает прокат в механизм 1 резки на шаг подачи определяемьй упором 3 Отрезанная заготовка 15 при этом проталкивается в польй шпиндель механизма 1 резки. После этого разрезае- мьй прокат зажимается механизмом 4, дается команда на раскрытие захватов механизма 2 перемещения проката, возвращение последнего в исходное, крайнее левое, положение и производство очередного реза.
62
После прохождения задним торцом разрезаемой штанги проката датчика 11 дается команда на загрузку очередной штанги проката на приемньй механизм 16 и опускание задающего ролика 17. После прохождения задним торцом разрезаемой штанги проката датчика 12 дается команда на опускание выдвижного упора 5 и досьшание
задающим роликом 17 очередной штанги проката до упора 5. После прохождения переднего торца очередной штанги проката, подлежащей разрезке, датчика 11 дается команда на зажим очередной штанги проката захватом 7 механизма 6 подачи проката, подъем упора 5 и ролика 17 и срабатывание цилиндра 9 механизма 6. При этом последующая штанга проката перемещается и своим передним торцом упирается в задний торец разрезаемого проката. Когда захват 7 пройдет датчик 13, установ- ленньй перед датчиком 14 на расстоянии д , дается команда на раскрытие захватов механизма 2 перемещения проката и механизма 4 зажима проката, а цилиндр 9 проталкивает очередной штангой проката остаток разрезаемой штанги проката в шпиндель механизма 1 резки и совмещает передний торец очередной штанги проката с плоскостью реза. Датчик 10 дает команду на зажим очередной штанги проката захватом механизма 2 перемещения проката
и на разжим захвата 7 механизма 6 подачи очередной штанги проката и его отход в исходное, левое, положение с помощью обратного хода цилиндра 9. В дальнейшем происходит перемещение штанги проката механизмом 2, закрепление штанги проката в механизме 4 зажима и ее последующий рез.
45
Формула изобр. етения
Устройство для разделения длинномерного проката, содержащее механизм резки, механизм перемещения разрезаемого проката в зону резки на шаг подачи до жесткого упора, механизм зажима проката и управляемьй выдвижной упор, связанньй с системой управления , отличающееся,
тем, что, с целью повышения производительности, оно снабжено механизмом подачи последующей штанги проката в виде приводного подвижного захвата и датчиком ограничения перемещения
31301586 4
захвата, при этом управляемый выдвиж- расстоянии до механизма резки, равной упор установлен перед механизмом ном величине перемещения захвата ме- перемещения разрезаемого проката на ханизма подачи.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ РЕЗКИ ПОЛОС ПРОКАТА НА МЕРНЫЕ ЗАГОТОВКИ РАЗЛИЧНОЙ ДЛИНЫ | 2005 |
|
RU2297903C1 |
| Способ обработки длинномерного проката и автоматический комплекс для его осуществления | 1987 |
|
SU1625557A1 |
| Устройство для мерной резки проката | 1978 |
|
SU841805A1 |
| Гибкий производственный модуль для резки заготовок из прутков круглого и квадратного проката | 1986 |
|
SU1431915A1 |
| УСТАНОВКА ДЛЯ РЕЗКИ ПРУТКОВ | 1966 |
|
SU223568A1 |
| Установка для резки толстолистового металла | 1981 |
|
SU1049199A1 |
| Автомат для мерной резки труб | 1980 |
|
SU882708A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Установка для резки листового проката | 1978 |
|
SU719032A1 |
| Линия для правки и резки длинномерных прутков | 1982 |
|
SU1042958A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в заготовительном производстве машиностроительньк предприятий для разделения длинномерного проката на мерные заготовки. Цель изобретения - повьшение производительности устройства для разделения длинномерного проката. После прохождения задним торцом разрезаемой штанги проката (ШП) датчика 11 дается ком анда на загрузку очередной ШП на приемный механизм 16 и опускание задающего ролика 17. После прохождения задним торцом разрезаемой ЩП датчика 12 дается команда на опускание выдвижного упора 5 и досылание задающим роликом 17 очередной ШП до упора 5. После прохождения переднего торца очередной ШП, подлежащей разрезке, датчика 11 дается команда на зажим очередной ШП захватом 7 механизма 6 подачи проката, подъем упора 5, подъем ролика 17 и срабатывание цилиндра 9 механизма 6. При этом последующая ШП перемещается и своим передним торцом упирается в задний торец разрезаемой ШП. Когда захват 7 пройдет датчик 13, установленный перед датчиком 14 на расстоянии Д , дается команда на раскрытие захватов механизма 2 перемещения проката и механизма 4 зажима проката. Цилиндр 9 проталкивает очередной ШП остаток разрезаемой ШП в шпиндель механизма 1 резки и совмещает передний торец очередной ШП с-плоскостью реза. 1 ил. (Л с ел 00 S5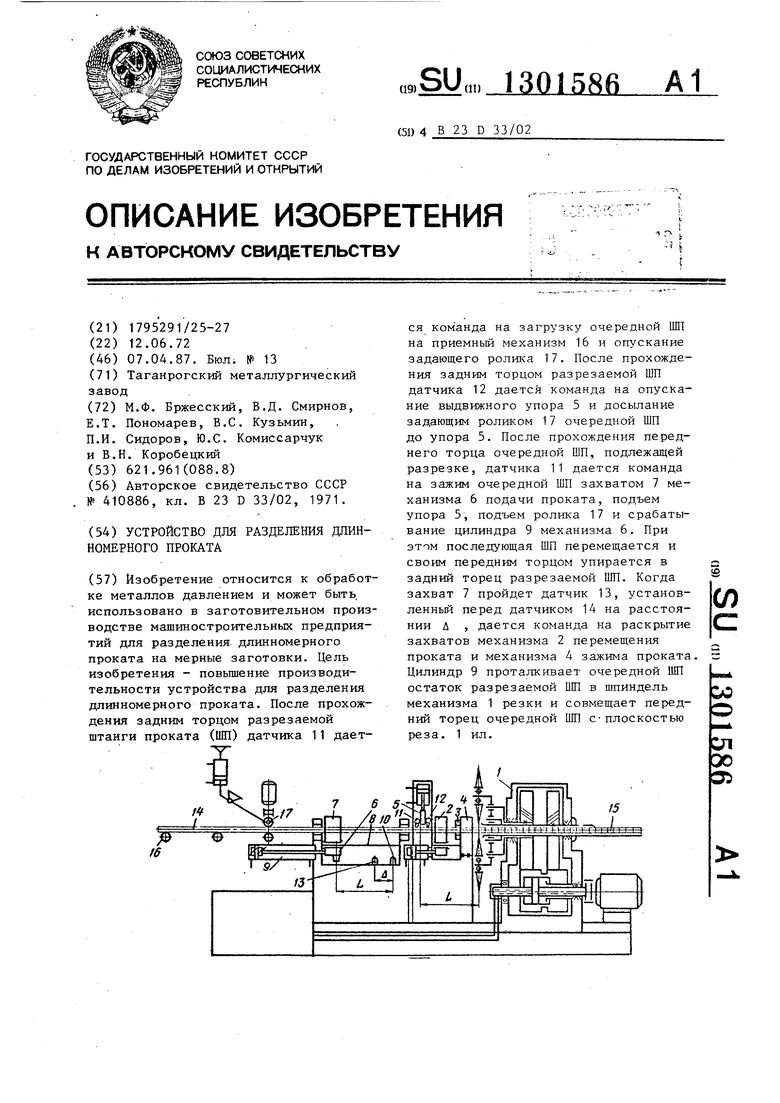
| АВТОМАТ ДЛЯ МЕРНОЙ РЕЗКИ ТРУБ | 1971 |
|
SU410886A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
