Изобретение относится к машиностроению и может быть использовано для штабелирования и разборки штабеля - ферромагнитных изделий.
Цель изобретения - расширение функциональных возможностей путем обеспечения послойной, а также поштучной загрузки и выгрузки изделий.
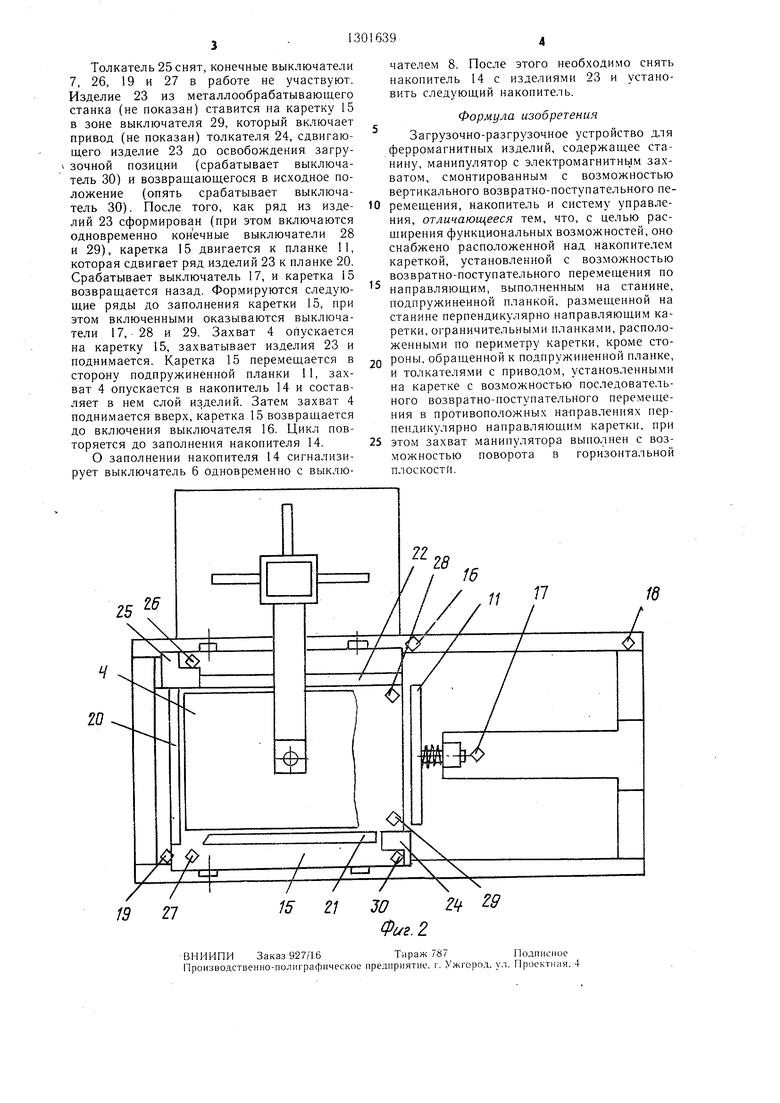
На фиг. 1 показано устройство, общий вид; на фиг. 2 - то же, вид сверху.
Устройство содержит манипулятор, состоящий из стойки 1, на которой с возможностью вертикального перемещения установлена подвижная головка 2 с пружиной 3 и электромагнитным захватом 4. Последний имеет возможность поворота в горизонтальнбй плоскости вокруг оси, проходящей через центр захвата. На стойке 1 манипулятора установлены конечные выключатели 5-7 (датчики управления), а на электромагнитном захвате 4 - конечный выключатель 8. В зоне действия электромагнитного захвата 4 расположена станина 9, снабженная горизонтальными направляющими 10, и установлена перпендикулярно им подпружиненная планка II. На станине 9 предусмотрены опорные площадки 20 и захваты 13 накопителя 14.
На станине 9 размещена каретка 15, установленная на горизонтальных направляющих 10 с возможностью возвратно-поступательного перемещения под подпружиненной планкой II. На станине установлены конечные выключатели 16-19. По периметру каретки 15 ук-реплены три ограничительные планки., 20-22, образующие с под- йружиненной планкой 11 и между собой окна для изделий 23 и съемных толкателей 24 и 25. Толкатель 24 подвижен вдоль подпружиненной планки 1 1, а толкатель 25 - вдоль планки 20. Толкатели 24 и 25 работают от одного привода (не показан). На поверхности каретки 15 в зоне действия толкателей 24 и 25 расположены конечные выключатели 26-30 (датчики управления).
Устройство работает в двух режимах.
Режим I. Применяют для выгрузки из тары изделий, способных образовывать в ней слои, с последующей их поштучной загрузкой в металлообрабатывающий станок.
Режим II. Применяют для загрузки в тару изделий, способных занимать устойчивое положение на плоскости.
Электромагнитный захват 4 питается стабилизированным напряжением, величина которого в процессе цикла меняется.
В режиме I устройство работает следующим образом.
Толкатель 24 снят, конечные выключатели 6, 28, 29 и 30 в работе не участвуют. 1-1акопитель 14 с ферромагнитными изделиями 23 устанавливается на опорные площадки 12 и закрепляется захватами 13. Электромагнитный захват 4 опускается в накопитель 14 и упирается в верхний слой изде-5
ЛИЙ 23. Сжимая пружину 3, подвижная головка 2 продолжает двигаться вниз по стойке 1 до взаимодействия с конечным выключателем 8. Подвижна головка 2 оста- навливается, и на захват 4 подается напряжение, при котором все изделия 23 верхнего слоя притягиваются к захвату 4. Затем напряжение снижается до величины, обеспечивающей удержание только верхнего слоя изделий. По команде от системы управ0 ления (не показана) подвижная головка 2 с электромагнитным захватом 4 поднимается, отрывая верхний слой изделий 23 от остальных слоев. Напряжение питания захвата 4 повышается до величины, обеспечивающей удержание слоя изделий 23 при перемещении захвата.
При взаимодействии пэдвижной головки 2 с конечным выключателем 5 вырабатывается команда на останов электромагнитного захвата 4, каретка 15 проходит под
0 электромагнитный захват 4 и останавливается по команде от выключателя 16. Захват 4 опускается на каретку 15 и упирается слоем изделий 23. При включении конечного выключателя 8 подвижная головка 2 останавливается, питание захвата 4 сни5 мается, захват 4 поднимается. Включается .привод (не показан) толкагеля 25, который сдвигает ряд изделий 23 в окно, образованное планками 20 и 21 на одно изделие до срабатывания от первого изделия ряда выключателя 27. С этэй позиции изде лие забирается в станок гехнологического комплекса (не показан). Работа толкателя 25 продолжается до тех пор, пока последнее изделие 23 ряда не попадает на крайнюю позицию. При этом от толкателя 25 срабатывает выключатель 19, подающий команду на возврат толкателя 25 Е исходное положение до взаимодействия с выключателем 26. Каретка 15 перемещгется в сторону планки 11, которая с.мещаэт слой изделий 23 к планке 20 до срабатывания выклю0 чателя 17 при сжатии прухины планки 11. Каретка 15 возвращается EI исходное положение до взаимодействия с выключателем 16. Толкатель 25 сдвигает следующий ряд изделий 23 в окно между планками 20 и 21. После израсходования всех изделий 23
5 слоя, о чем сигнализиругт выключатель 18, каретка 15 останавливается. В это.м положении каретки 15 гахват 4 опускается в накопитель 14 и берет следующий слой изделий 23. повторяется. Об отсутствии изделий 23 в накопителе 14
сигнализирует конечный выключатель 7. При этом электромагнитный захват 4 поднимается в верхнее положение, а захваты 13 освобождают накопитель 14. Если изделия 23, например валы, в таре расголожены ося.ми
С перпендикулярно движеник толкателя 25, захват 4, перед тем как опуститься на каретку 15, поворачивается на 90°.
В режиме И устройство работает следующим образом.
Толкатель 25 снят, конечные выключатели 7, 26, 19 и 27 в работе не участвуют. Изделие 23 из металлообрабатывающего станка (не показан) ставится на каретку 15 в зоне выключателя 29, который включает привод (не показан) толкателя 24, сдвигающего изделие 23 до освобождения загру- зочной позиции (срабатывает выключатель 30) и возвращающегося в исходное положение (опять срабатывает выключатель 30). После того, как ряд из изделий 23 сформирован (при этом включаются одновременно конечные выключатели 28 и 29), каретка 15 двигается к планке 11, которая сдвигает ряд изделий 23 к планке 20. Срабатывает выключатель 17, и каретка 15 возвращается назад. Формируются следующие ряды до заполнения каретки 15, при этом включенными оказываются выключатели 17, 28 и 29. Захват 4 опускается на каретку 15, захватывает изделия 23 и поднимается. Каретка 15 перемещается в сторону подпружиненной планки 11, захват 4 опускается в накопитель 14 и составляет в нем слой изделий. Затем захват 4 поднимается вверх, каретка 15 возвращается до включения выключателя 16. Цикл повторяется до заполнения накопителя 14.
О заполнении накопителя 14 сигнализирует выключатель 6 одновременно с выключателем 8. После этого необходимо снять накопитель 14 с изделиями 23 и установить следующий накопитель.
Формула изобретения
Загрузочно-разгрузочное устройство для ферромагнитных изделий, содержащее станину, манипулятор с электромагнитнь м захватом, смонтированным с возможностью вертикального возвратно-поступательного пе0 ремещения, накопитель и систему управления, отличающееся тем, что, с целью рас- щирения функциональных возможностей, оно снабжено расположенной над накопителем кареткой, установленной с возможностью возвратно-поступательного перемещения по
направляющим, выполненным на станине, подпружиненной планкой, размещенной на станине перпендикулярно направляющим каретки, ограничительными планками,расположенными по периметру каретки, кроме стоQ роны. обращенной к подпружиненной планке, и толкателями с приводом, установленными на каретке с возможностью последовательного возвратно-поступательного перемещения в противоположных направлениях перпендикулярно направляющим каретки, при
5 этом захват манипулятора выполнен с возможностью поворота в горизонтальной плоскости.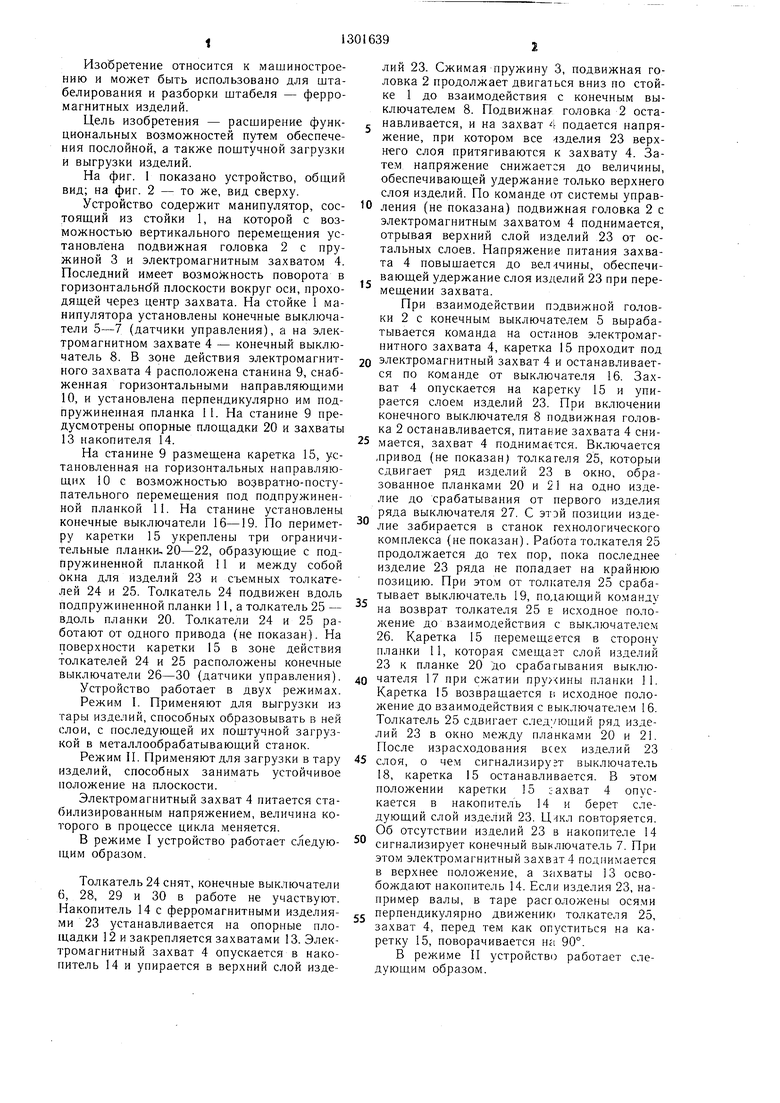
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для загрузки изделий, преимущественно оснований корпусов интегральных схем, в кассеты | 1989 |
|
SU1762431A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
| Устройство для выгрузки изделий из индуктора | 1980 |
|
SU933738A1 |
| Автоматизированная линия изготовления крутоизогнутых отводов | 1989 |
|
SU1708475A1 |
| Загрузочное устройство | 1990 |
|
SU1812054A1 |
| Загрузочно-разгрузочное устройство к горизонтальному поворотному столу | 1984 |
|
SU1180226A1 |
| Агрегатный станок | 1986 |
|
SU1399078A1 |
| Технологическая линия для изготовления строительных изделий | 1985 |
|
SU1296430A1 |
| Устройство для установки на печатные платы радиоэлементов, преимущественно поверхностного монтажа | 1988 |
|
SU1777256A1 |
| Загрузочное устройство | 1986 |
|
SU1342670A1 |
Изобретение относится к машиностроению и может быть использовано для штабелирования и разборки штабеля изделий. Целью изобретения является расширение функциональных возможностей путем обеспечения послойной загрузки и выгрузки изделий, а также их поштучной загрузки и выгрузки. Для этого электромагнитный захват 4 манипулятора захватывает слой изделий 23 из накопителя 14 и устанавливает его на каретку 15. На последней посредством толкателя 25 производится поштучная выдача изделий 23. После освобождения одного ряда слоя изделий 23 каретка перемещается вправо, слой изделий поджимается до ограничительной планки 20 посредством подпружиненной планки 11, а затем каретка 15 возвращается в исходное положение и производится поштучная выгрузка следующего ряда слоя и т. д. Каретка 15 снабжена толкателем 24, предназначенным для поштучной загрузки изделий. Изделия 23, загруженные в ряд, смещаются к ограничительной планке 20 посредством подпружиненной планки 11. При образовании слоя изделий опускается электромагнитный захват 4, который снимает его с каретки, и при отходе последней подает указанный слой в накопитель 14.2 ил. 5 (Л Ci CAS СО
| Установка для штабелирования и разборки штабеля цилиндрических изделий | 1982 |
|
SU1164175A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
