Изобретение относится к станкостроению и может быть использовано для подачи деталей в зону станков гибких автоматизированных производств.
Цель изобретения - новышение надежности работы устройства за счет обеспечения точности базирования и фиксации кассе.т и повышение производительности за счет сокращения циклов работы механизмов.
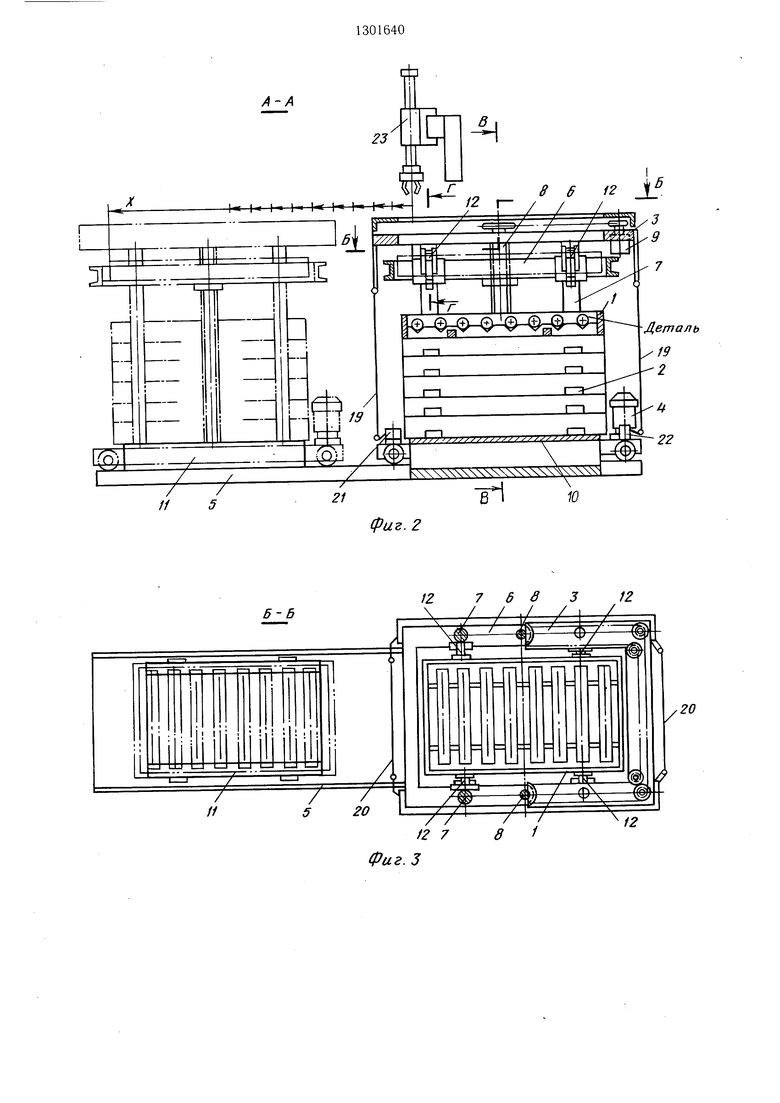
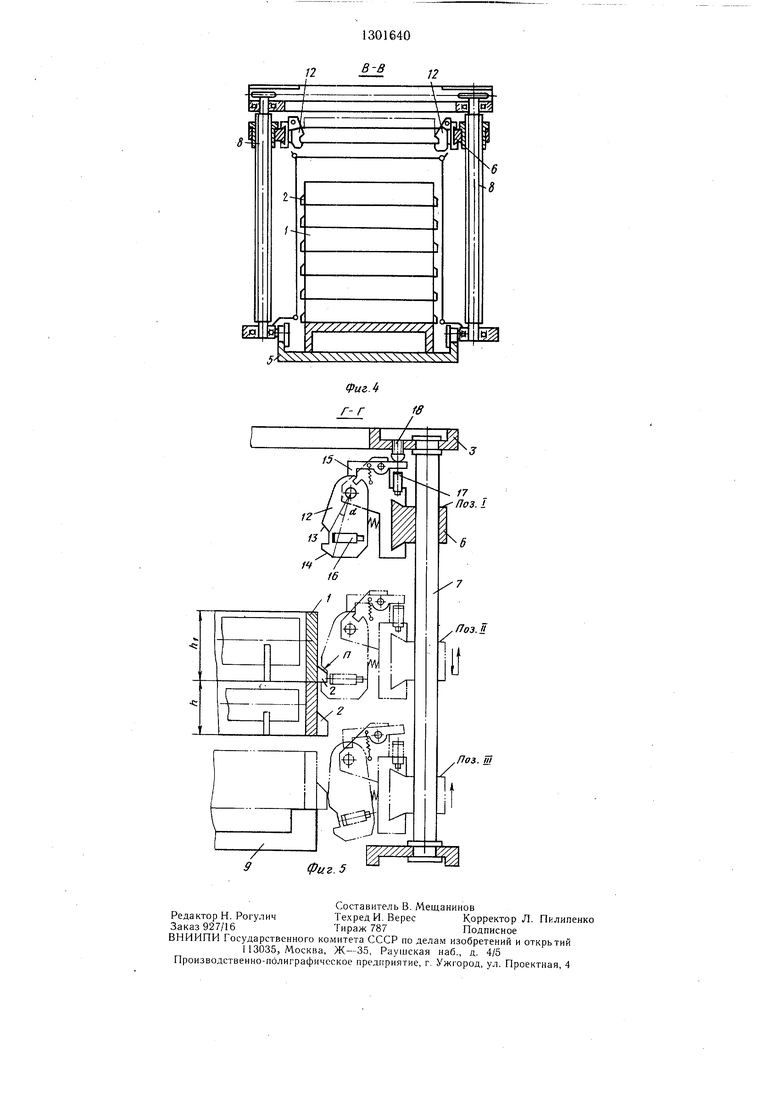
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 2; на фиг. 5 - разрез Г-Г на фиг. 2.
Устройство для подачи деталей содержит кассеты 1 с выступ-ами 2, свободно уложенные в щтабель, тележку 3 П-образ- ной формы с приводом 4, размещенную на горизонтальных направляющих 5, каретку 6, установленную на стойках 7 тележки 3 с возможностью вертикального перемещения с помощью винтовой передачи 8 и приводг 9, загрузочную 10 и разгрузочную 11 платформы.
На каретке 6 смонтированы захваты в виде щарнирно установленных подпружиненных рычагов, 12 с двумя последовательно размещенными друг за другом упорами 13 и 14 и фиксаторы 15. Для управления работой привода 9 в рыча.гах 12 захватов установлены бесконтактнь1е датчики 16, а на каретке 6 - датчики 17. Для возврата фиксаторов 15 в исходное положение на тележке 3 закреплены упоры 18. Механизм контроля положения кассет выполнен в виде гибких элементов 19 и 20, например троса, натянутых на тележке 3 П-об- разной формы по боковым сторонам штабеля кассет 1. Концы гибких элементов 19 и 20 связаны с чувствительными элементами датчиков 21 и 22. Для переноса. деталей в зону станка используют манипулятор 23.
Устройство работает следующим образом.
На загрузочной платформе 10 устанавливается штабель кассет 1 с деталями.
Тележка 3 П-образной формы перемещается по горизонтальным направляющим 5 с помощью привода 4 до момента размещения ее рамы над штабелем.
Каретка 6 по стойкам 7 опускается под действием винтовой передачи 8 и привода 9, а ее захваты в виде щарнирно установленных рычагов 12, взаимодействуя упорами 14 с выступами 2 верхней кассеты 3, захватывают ее (фиг. 5, поз.И). По команде датчика 15 в рычагах 12 захвата привод 9 переключается на обратный ход и каретка 6 с захваченной кассетой 1 поднимается.
Тележка 3 перемещается по горизонтальным направляющим 5 в зону работы станка и останавливается.
Включается привод ишгового перемещения (не показан) и манипулятор 23, забирая поочередно детали из кассеты 1, начинает поштучную их подачу в зону станка.
После обработки де-али укладываются обратно в гнезда кассеты 1. Затем кассета 1 с обработанными деталями при помощи каретки 6 опускается на загрузочную платформу 11. Рычаги 12 захватов, взаимодействуя своими упорами 13 с выступами 2 кассеты 1, разворачиваются на некоторый угол « фиксатэры 15, западая в гнезда рычагов 12, стопорят их в данном положении (фиг. 5 поз.HI). Каретка 6 поднимается и фиксаторы 15, взаимодействуя
с упорами 18, на 3 возвращаются в исходное положение (фиг. 5 поз.1). Тележка 3 по команде датчика 17 по горизонтальным направляющим 5 перемещается в зону размещения щтабеля за очередной кассетой 1. При еправильном положении кассет 1 в щтабеле гибкие элементы 19 и 20 на тележке 3, задевая за выступающие края кг сеет 1, натягиваются и чувствительные элементы 21 и 22 датчиков, связанные с их ьонцами, отключают привод 4 перемещения тележки 3.
Устройство предназначено для подачи кассет различных размеров по высоте (h, hi и т. д.).
Формула изобретения
0
1.Устройство для подачи лчеталей, содержащее установленные друг над другом кассеты с опорными выступами, тележку П-образной формы, размещенную на горизонтальных направляющих, каретку с рыча гами-захватами, устаноЕ.ленную на тележке с возможностью вертикального возвратно- поступательного перемещения, отличающееся тем, что, с целью повышения надежности работы за счет обеспечения точности базирования и фиксации кассет и повы0 шения производительности рычаги-захваты выполнены подпружиненными с двумя последовательно размещенными упорами и установлены симметрично относительно вертикальной оси штабеля кассет с возможностью поочередного вза - модействия указан5 ными упорами с выступами кассет, .причем каретка снабжена подпружиненными фиксаторами рычагов-захватов, а .тележка П-образной формы - упо1)ами для их поворота.
2.Устройство по г. 2, отличающееся тем, что оно снабжено механизмом контроля положения кассет, выполненным в виде охватывающего боковые стороны штабеля кассет гибкого элемента и датчиков, причем концы гибкого элемента установлены с возможностью взаимодейс вия с чувствительными элементами датчиков.
А-А
3
К
-.w
иж
{
т /т.
/ /
/ 11
/
21
Б- Б
ю
фиг. 2
/27663J2
/ / ./ /I /
12 7
8 1
12
Фиг.З
Фиг. 5
В-В
Поз. HI
Составитель В. Мещанинов
Редактор Н. РогуличТехред И. ВересКорректор Л. Пклипенко
Заказ 927/16Тираж 787Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открьтий
I 13035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочно-разгрузочное устройство | 1988 |
|
SU1569179A1 |
| Накопитель-перегрузчик | 1987 |
|
SU1437185A1 |
| Магазин-накопитель | 1986 |
|
SU1404262A1 |
| Загрузочное устройство | 1985 |
|
SU1315227A1 |
| Автоматизированный технологический комплекс | 1987 |
|
SU1509225A1 |
| Накопитель-перегрузчик | 1989 |
|
SU1731587A1 |
| МАШИНА ДЛЯ ФОРМИРОВАНИЯ СУШИЛЬНЫХ ШТАБЕЛЕЙ | 1971 |
|
SU301306A1 |
| Автоматическая линия | 1984 |
|
SU1187962A1 |
| Способ установки деталей и устройство для его осуществления | 1988 |
|
SU1577936A1 |
| Автоматизированный участок механической обработки корпусных деталей | 1986 |
|
SU1368161A1 |
Изобретение относится к машиностроению и может быть использовано для подачи деталей в зону станков в гибких автоматизированных производствах. Целью изобретения является повышение надежности работы устройства за счет обеспечения точности базирования и фиксации кассет. Кассеты 1 с деталями, уложенные друг на друга, поднимаются поочередно кареткой 6 с захватами 12, установленной на тележке 3 П-образной формы. Тележка 3, перемешаемая по направляющим 5, доставляет кассету 1 в зону станка. При шаговом пе- ремеш,ении тележки 3 манипулятор 23, поштучно забирая детали из кассеты 1, подает их в патрон станка. После обработки детали вновь укладываются в гнезда кассеты 1 и последняя опускается с помошью каретки 6. Внизу захваты расцепляются с кассетой 1, каретка 6 поднимается и тележка возвращается за очередной кассетой 1. Для контроля положения кассет I в штабеле использованы гибкие элементы 19, размешенные на тележке 3 по боковым сторонам штабеля кассет 1, и датчики, связанные своими чувствительными элементами с концами гибких элементов 19. 1 з.п. ф-лы, 5 ил. с (Л О5 4
| Гитлевич А | |||
| Д | |||
| и Этингоф Л | |||
| А | |||
| Механизация и автоматизация сварочного производства | |||
| - М.: Машиностроение, 1979, с | |||
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
| Прибор для промывания газов | 1922 |
|
SU20A1 |
