JO
11303247
Изобретение относится к механосборочному производству, в частности к устройствам для сборки втулочно-роли- ковых цепей в условиях массового производства.
Целью изобретения является расширение технологических возможностей за счет обеспечения сборки цепей с увеличенным шагом путем увеличения усилия допрессовки.
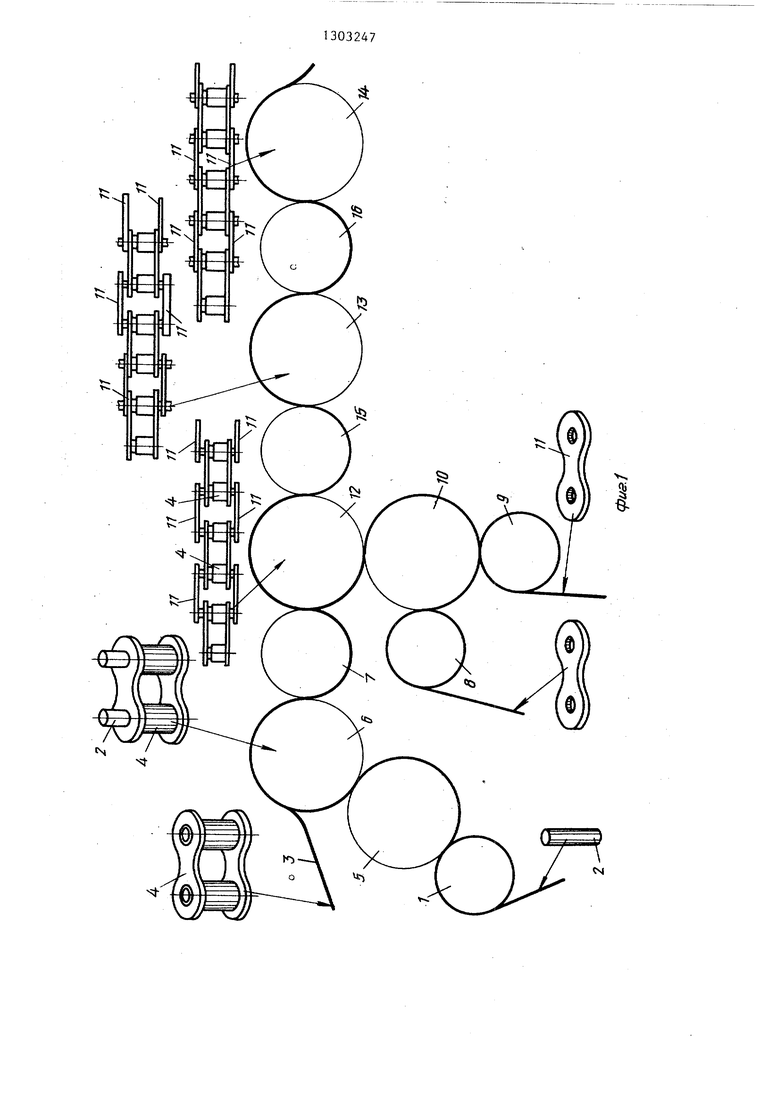
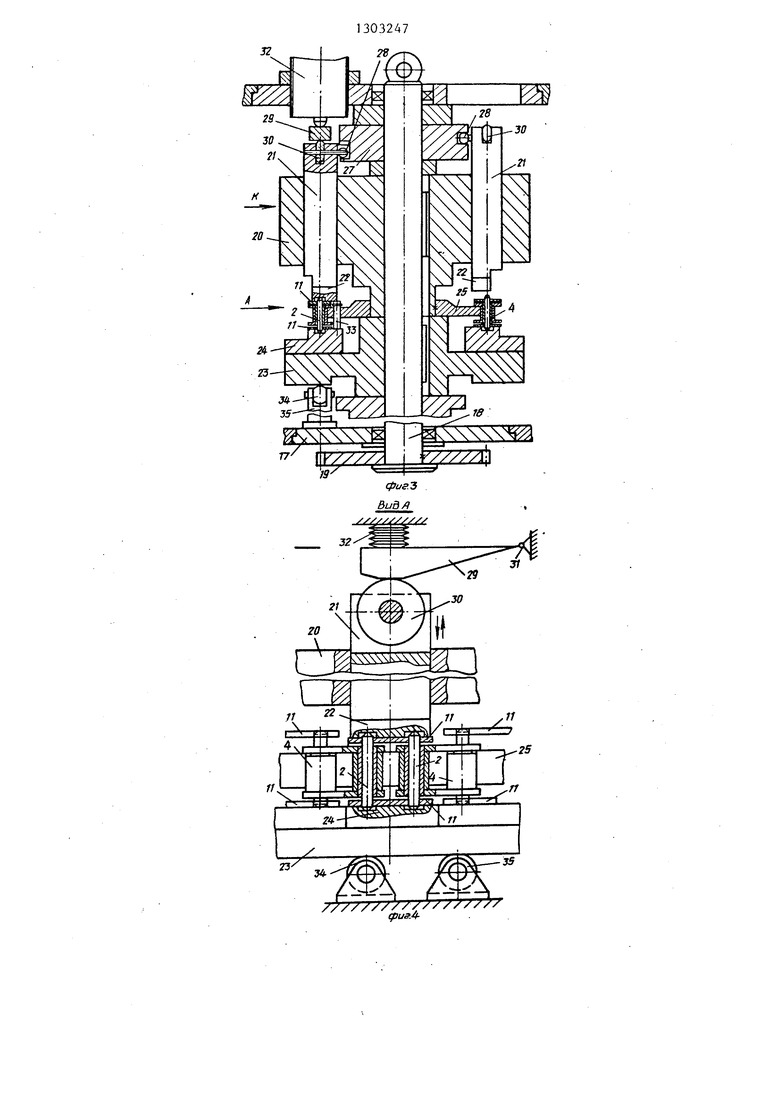
На фиг. 1 изображена схема автоматической роторной линии для сборки цепей; на фиг. 2 - схема роторов до- прессовки; на фиг. 3 - ротор допрессовки, продольный разрез; н&фиг. 4 - вид А на фиг. 3.
Автоматическая роторная линия для сборки втулочно-роликовых цепей содержит ротор 1 для загрузки валиков 2, устройство 3 дпя загрузки катушек 4, транспортньй ротор 5 для валиков, ротор 6 для установки валиков 2 в катушки 4, транспортный ротор 7, загрузочные 8 и 9 и транспортный 10 роторы для подачи верхних и нижних наружных пластин 11 в ротор 12 для их предварительной напрессовки на концы валиков 2, установленных в катушках 4, ротор 13 дпя допрессовки каждой
5
20
25
второй пары наружных пластин 11 и ро- тор 14 для допрессовки остальных наружных пластин 11, а также транспортные роторы 15 и 16.
Роторы 13 и 14 для допрессовки содержат неподвижное основание 17 , вал 35 18 с приводом 19 его вращения, планшайбу 20 с инструментальными блоками 21, перемещающимися в осевом направлении от привода и снабженными раКопир 29 установлен с возможностью поворота на оси 31 и находится под действием пружины 32, что обеспечивает компенсацию погрешностей его профиля. Имеется жесткий упор 33, определяюшлй величину напрессовки пластин- 1 1 .
Роторы допрессовки 13 и 14 снабжены опорным устройством, поддерживающим планшайбу 23 и выполненным в виде свободно вращающихся роликов 34, размещенных в кронштейнах 35 на неподвижном основании 17.
Инструментальные блоки 21 в роторах допрессовки 13 и 14 установлены с интервалами Ы, кратными числу роторов для допрессовки, т.е . угол ot между соседними инструментальными блоками 21 увеличивается во столько же раз, во сколько увеличивается число роторов для допрессовки, соответственно могут быть увеличены габариты этих блоков.
При использовании двух роторов дпя допрессовки 13 и 14 угол et вдвое больше при тех диаметрах роторов, чем в случае, если бы допрессовка наружных пластин производилась в одном роторе.
Автоматическая линия работает следующим образом.
В ротор 6 из загрузочного ротора 1 через транспортный ротор 5 поступают валики 2, а из устройства для загрузки 3 - катушки 4. В роторе 6 происходит установка валиков 2 в отверстия катушек 4, которые через транспортный ротор 7 подаются в ротор 12. В этот ротор поступают из
бочими инструментами 22, планшайбу 2340 загрузочных роторов 8 и 9 через транс рабочими инструментами 24, неподвижными в осевом направлении и жестко соединенными с ней, и транспортирующий диск 25 с гнездами 26 для базирования собираемой цепи. Планшайбы 45 20, 23 и транспортируюш51Й диск 25 жестко соединены с валом 18.
спортный ротор 10 верхние и нижние наружные пластины 11.
В роторе 12 происходит предварительная напрессовка всех наружных пластин 11 на концы валиков 2 - предварительная сборка цепи, которая через транспортный ротор 15 подается в ротор 13 для допрессовки с обеих сторон каждой второй пары наружных пластин 11. Обрабатываемая цепь базируется в роторе допрессовки в гнездах 26 транспортируклдего диска 25, осуществляющего ее перемещение. Допрессовка производится при помощи нижних инструментов 24, закрепленных на вращающейся планшайбе 23, и верхних инструментов 22 инструментальных блоков 21, закрепленных во вращающейся
Привод осевого перемещения инструментальных блоков 21 вьшолнен в виде неподвижного-пазового кулачка 27, взаимодействующего с пальцами 28 и обеспечивающего ускоренный подвод и отвод рабочих инструментово22, и силового копира 29, взаимодействующего с роликами 30 инструментальных блоков 21 и обеспечивающего допрессовку пластин 11.
0
5
5
Копир 29 установлен с возможностью поворота на оси 31 и находится под действием пружины 32, что обеспечивает компенсацию погрешностей его профиля. Имеется жесткий упор 33, определяюшлй величину напрессовки пластин- 1 1 .
Роторы допрессовки 13 и 14 снабжены опорным устройством, поддерживающим планшайбу 23 и выполненным в виде свободно вращающихся роликов 34, размещенных в кронштейнах 35 на неподвижном основании 17.
Инструментальные блоки 21 в роторах допрессовки 13 и 14 установлены с интервалами Ы, кратными числу роторов для допрессовки, т.е . угол ot между соседними инструментальными блоками 21 увеличивается во столько же раз, во сколько увеличивается число роторов для допрессовки, соответственно могут быть увеличены габариты этих блоков.
При использовании двух роторов дпя допрессовки 13 и 14 угол et вдвое больше при тех диаметрах роторов, чем в случае, если бы допрессовка наружных пластин производилась в одном роторе.
Автоматическая линия работает следующим образом.
В ротор 6 из загрузочного ротора 1 через транспортный ротор 5 поступают валики 2, а из устройства для загрузки 3 - катушки 4. В роторе 6 происходит установка валиков 2 в отверстия катушек 4, которые через транспортный ротор 7 подаются в ротор 12. В этот ротор поступают из
5
0
5
спортный ротор 10 верхние и нижние наружные пластины 11.
В роторе 12 происходит предварительная напрессовка всех наружных пластин 11 на концы валиков 2 - предварительная сборка цепи, которая через транспортный ротор 15 подается в ротор 13 для допрессовки с обеих сторон каждой второй пары наружных пластин 11. Обрабатываемая цепь базируется в роторе допрессовки в гнездах 26 транспортируклдего диска 25, осуществляющего ее перемещение. Допрессовка производится при помощи нижних инструментов 24, закрепленных на вращающейся планшайбе 23, и верхних инструментов 22 инструментальных блоков 21, закрепленных во вращающейся
планшайбе 20, при их осевом переме- щеьши. Быстрый подвод и отвод инструментов 22 осуществляется при помощи неподвижного кулачка 27 при вращении планшайб 20 и 23, а допрессовка - при помощи копира 29, установленного с возможностью поворота и находящегося под действием пружины 32, Такая установка копира позволяет компенсировать погрешности и осуществлять допрессовку пластин 11 до жесткого упора 33, определяющего расстояние между ними. Цепь с окончательно напрессованными пластинами 11 через транспортный ро- тор 16 подается во второй ротор 14, в котором аналогично производится до прессовка остальных пластин 11. Усилие допрессовки, создаваемое копиром 29, воспринимается через инструменты 24 вращающейся планшайбой 23, поддерживаемой роликами 34, установленными на неподвижном основании 17.
Наличие двух или более роторов для допрессовки позволяет использовать большую зону для размещения инструментов дпя напрессовки пластин, а следовательно, увеличить их габариты и усилие напрессовки. Установка инструментов 24 без осевого переме- щения на планшайбе, поддерживаемой роликами, повышает жесткость устройства, позволяя увеличить усилие напрессовки, и упрощает конструкцию.
Увеличение усилия напрессовки обес печивает расширение технологических возможностей автоматических роторных линий для сборки цепей, в частности обеспечивает сборку роликовых цепей с шагом более 38 мм.
Формула
обретения
10 15 0
0
з 0
5
Автоматическая роторная линия для сборки втулочно-роликовых цепей, содержащая роторы транспортирования и загрузки катушек и валиков, ротор установки валиков в катушки, роторы транспортирования и загрузки наружных пластин, ротор предварительной напрессовки наружных пластин на вали-- ки с обеих сторон и ротор допрессовки наружных пластин, выполненный в виде установленного на валу транспортирующего диска с гнездами для базирования собираемой цепи, размещенных по обе стороны от транспортирующего диска противолежащих рабочих инструментов, один из которых оснащен приводом осевого перемещенияj и упора, ограничивающего взаимное перемещение рабочих инструме«тов, отличающаяся тем, что, с целью расширения технологических возможностей, она снабжена по меньшей мере одним дополнительным ротором допрессовки, смонтированным последовательно с основным, планшайбами, установленными на валах роторов допрессовки по обе стороны от транспортирующего диска и опорным устройством для нижней планшайбы в виде поворотного ролика, смонтированного на основании с возможностью взаимодействия с нижней планшайбой в зоне приложения усилия допрессовки, а рабочие инструменты размещены в планшайбах с интервалами, кратными числу роторов допрессовки, при этом нижние рабочие инструменты жестко смонтированы на соответствующей планшайбе.
::,
N
Е
fc.
е
«N
CM
///f//// ////
сриаЛ

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для сборки втулочных и роликовых цепей | 1976 |
|
SU632466A1 |
| Способ сборки втулочно-роликовых цепей | 1976 |
|
SU580055A1 |
| Автоматическая роторно-конвейерная линия для сборки цепей | 1989 |
|
SU1708484A1 |
| Способ сборки втулочно-роликовых цепей | 1987 |
|
SU1480957A1 |
| Способ сборки втулочно-роликовых цепей | 1987 |
|
SU1447637A1 |
| Роторная машина для сборки блоков втулочных и роликовых цепей | 1977 |
|
SU668758A1 |
| Роторный автомат для сборки узла,состоящего из ролика и втулки | 1981 |
|
SU965705A1 |
| Способ сборки втулочно-роликовых цепей | 1984 |
|
SU1230740A1 |
| Устройство для напрессовки наружных пластин на валики втулочно- роликовой цепи | 1978 |
|
SU749533A1 |
| Устройство для пайки твердосплавных пластин к державкам режущего инструмента | 1982 |
|
SU1186419A1 |

| Машина для сборки втулочных и роликовых цепей | 1976 |
|
SU632466A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
