(54) РОТОРНЫЙ АВТОМАТ ДЛЯ СБОРКИ УЗЛА, СОСТОЯЩЕГО ИЗ РОЛИКА И ВТУЛКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторный автомат для сборки деталей запрессовкой | 1978 |
|
SU872171A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Рабочий ротор | 1990 |
|
SU1756115A2 |
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1980 |
|
SU904972A1 |
| Устройство для удаления готовых изделий из пресса | 1975 |
|
SU556056A1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| Роторный автомат | 1982 |
|
SU1042950A1 |
| Устройство для сборки | 1983 |
|
SU1144828A1 |
| Автомат для сборки роторного типа | 1989 |
|
SU1708639A1 |
| Устройство для обработки цилиндрической детали с направляющей линией в виде эпитрохоиды | 1982 |
|
SU1021578A1 |
1
Изобретение относится к механосборочным работам, в частности к оборудованию для автоматической сборки узла, состоящего из ролика и втулки в условиях массового и крупносерийного производства.
Известен роторный автомат для сборки узла, состоящего из ролика и втулки, содержащий установленный на горизонтальном валу привода роторный диск с размещенными в нем подпружиненными в радиальном направлении призмами, взаимодействующими с неподвижным кулачком, и инструментальные блоки для втулок, расположенные по оси сборки в поворотной обойме, а также загрузочно-разгрузочное устройство с подводящими лотками 1.
Однако известный роторный автомат не обеспечивает надежной работы и требуемой производительности.
Целью изобретения является повышение надежности работы и производительности.
Указанная цель достигается тем, что роторный автомат для сборки узла, состоящего из ролика и втулки, содержащий установленный на горизонтальном валу привода роторный диск с размещенными в нем подпружиненными в радиальном направлении призмами, взаимодействующими с. неподвижным кулачком, и инструментальные блоки для втулок, расположенные по оси сборки в поворотной обойме, а также загрузочно-раз5 грузочное устройство с подводящими лотками, снабжен закрепленной на горизонтальном валу планшайбой, установленными в ней по оси сборки по числу призм калибрующими штырями, концентрично расположенными относительно штырей ползунами с толкателями, подпружиненными относительно планшайбы, а также закрепленными на горизонтальном валу неподвижным торцовым кулачком, контактирующим с толкателями, подпружиненными стержневыми ловителями
15 для втулок, расположенными по оси сборки в инструментальных блоках для втулок, и инструментальными блоками для роликов, установленными в обойме соосно с инструментальными блоками для втулок с возможностью относительного перемещения, при
20 этом неподвижный кулачок, взаимодействующий с призмами, выполнен с эквидистантно расположенными сопрягающимися поверхностями, отстоящими одна от другой на величину, пропорциональную разности наружного и внутреннего диаметров запрессовываемой в ролик втулки.
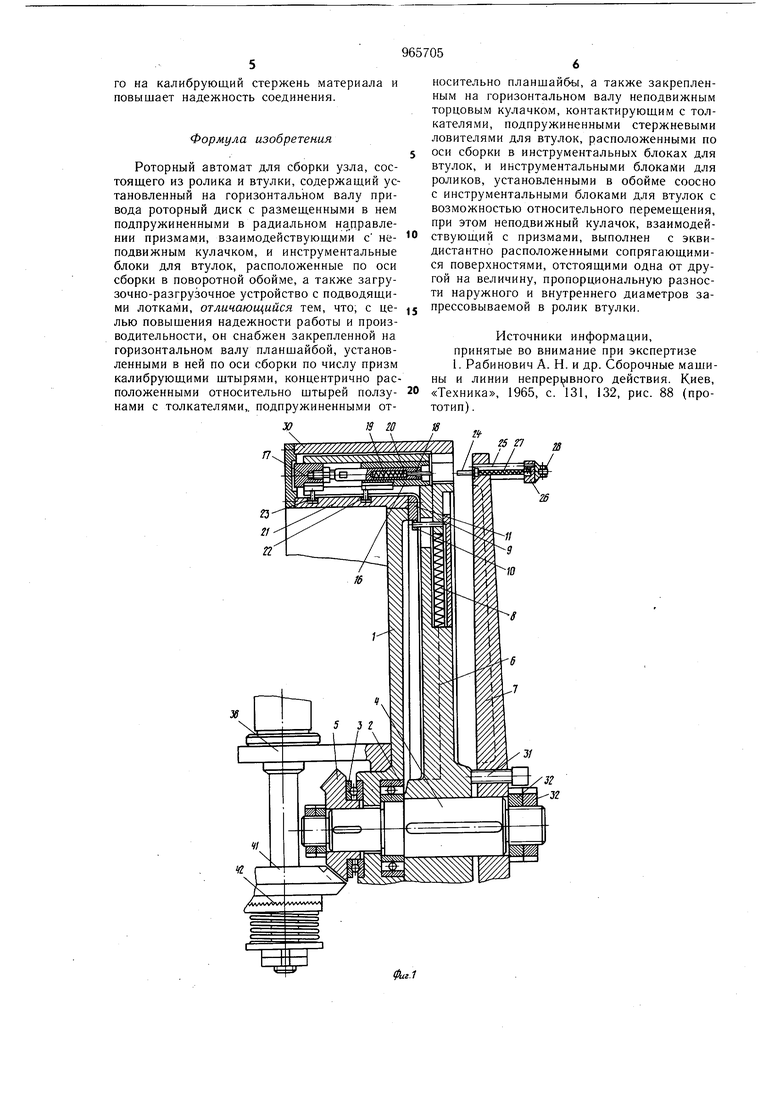
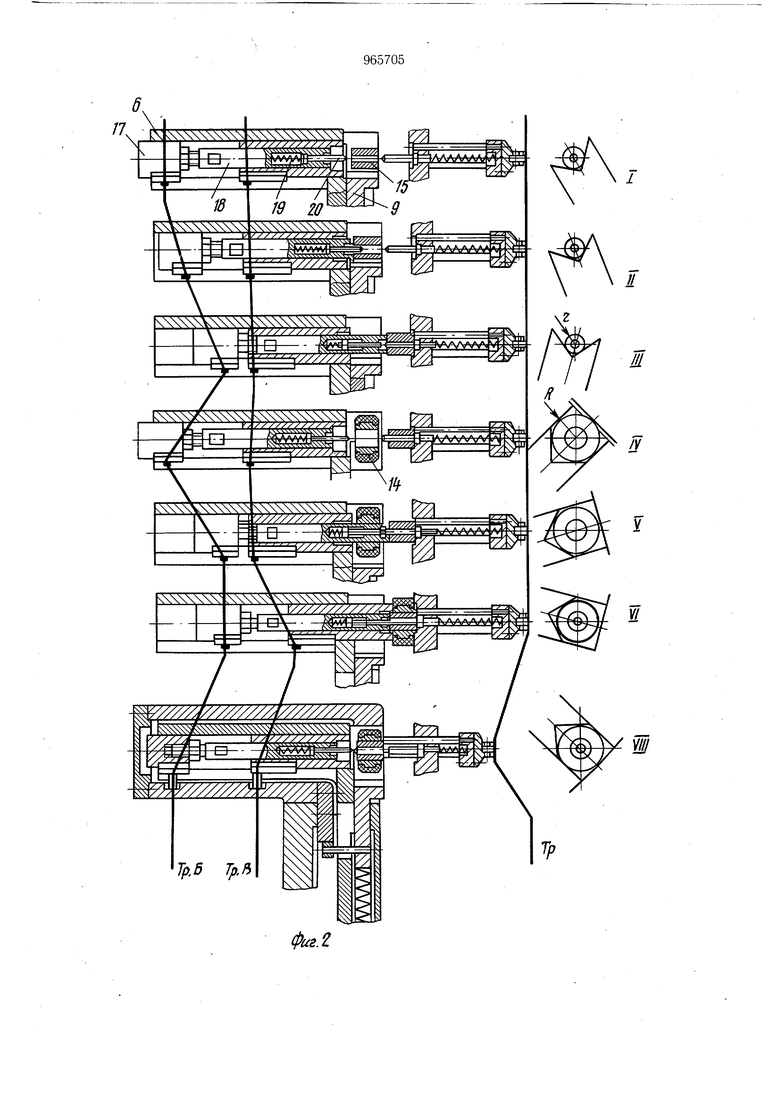
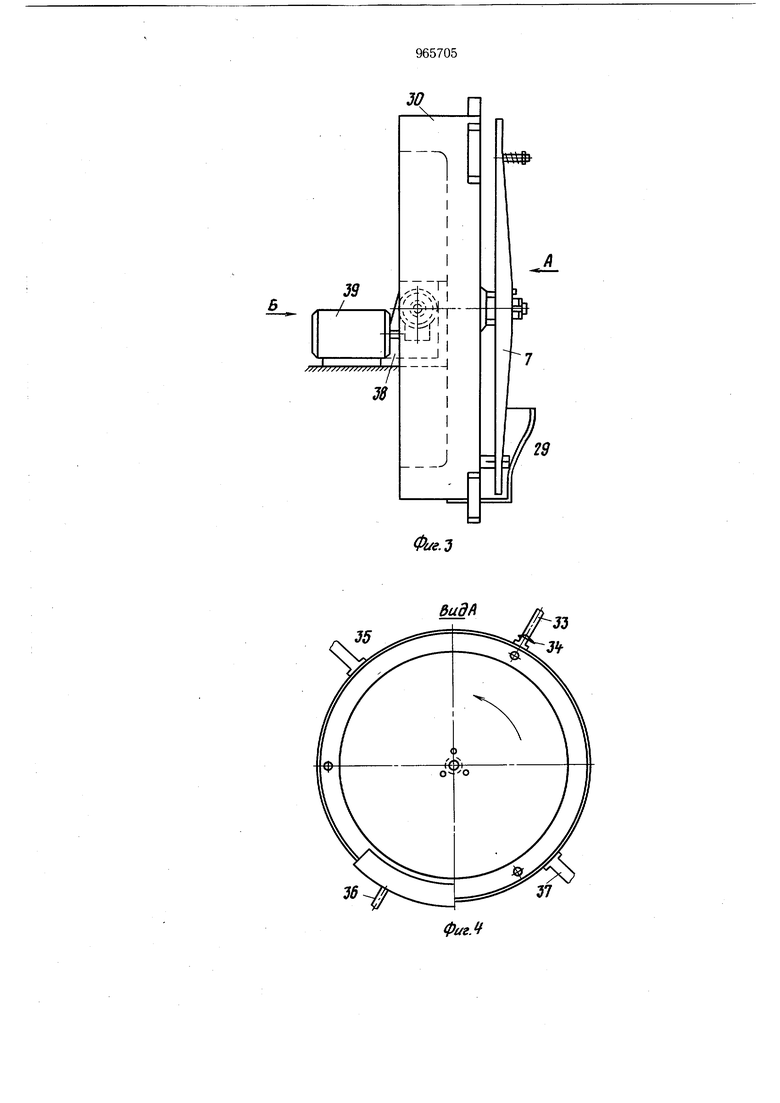
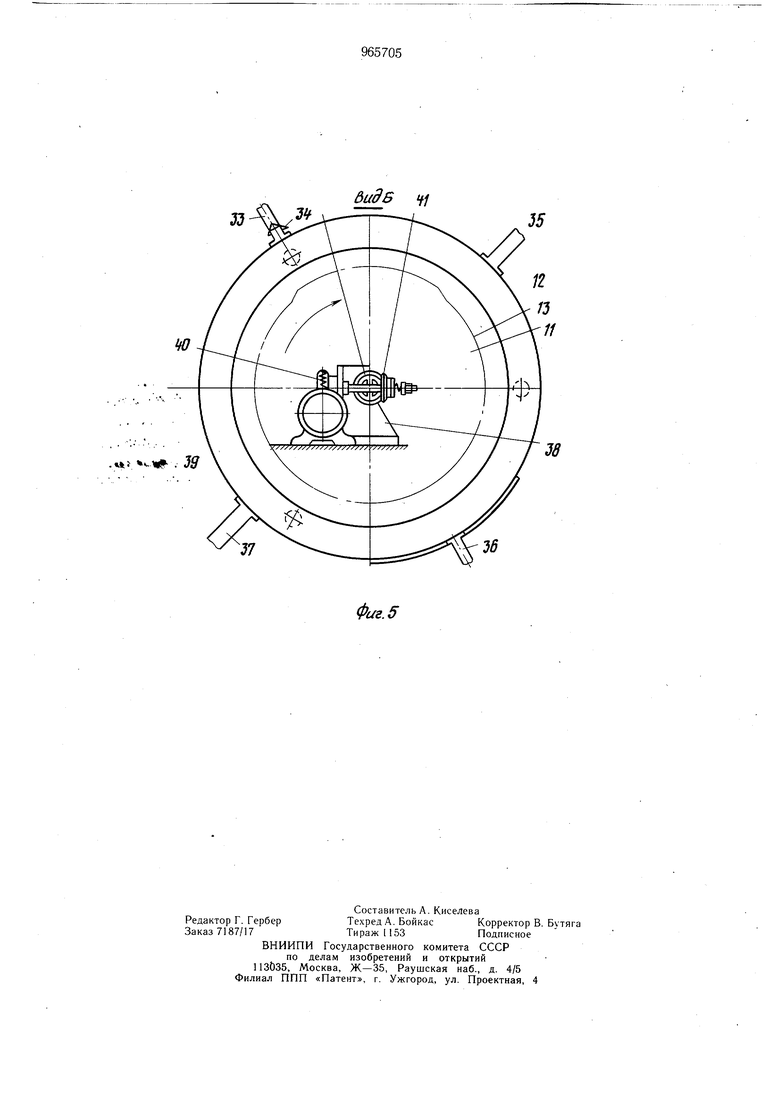
На фиг. 1 изображен роторный автомат, разрез; на фиг. 2 - последовательные фазы перемещения рабочих органов; на фиг. 3 - роторный автомат с приводом, подводящими лотками и лотками выгрузки, общий вид; на фиг. 4 - то же, вид А на фиг. 3; на фиг. 5 - то же, вид Б на фиг. 3.
Роторный автомат содержит неподвижный корпус 1 ротора, в котором на подтипниках 2 и 3 размещен горизонтальный вал 4. На горизонтальном валу 4 установлены коническая щестерня 5, роторный диск 6 и планшайба 7. В роторном диске 6 размещены подпружиненные в радиальном направлеНИИ пружинами 8 призмы 9, ролики 10 которых контактируют с неподвижным относительно корпуса 1 ротора цилиндрическим кулачком 11. Кулачок 11 выполнен с эквидистантно расположенными сопрягающимися поверхностями 12 и 13, отстоящими одна от другой на величину, пропорциональную разности наружного и внутреннего диаметров запрессовываемой в ролик 14 втулки 15. Над призмами 9 в роторном диске 6 выполнены расточки, в которых по оси сборки в поворотных обоймах размещены инструментальные блоки 16 для роликов 14 и инструментальные блоки 17 для втулок 15. В инструментальных блоках 17 для втулок 15 закреплены ползуны 18 с подпружиненными пружинами 19 стержневыми ловителями 20, установленными в инструментальных блоках 16 для роликов 14 с возможностью относительного перемещения по оси сборки.. На горизонтальном валу 4 закреплен неподвижно кулачок 21, с которым взаимодействуют опорные ролики 22 и 23 инструментальных блоков 16 и 17. На планщайбе 7 по оси сборки по числу призм 9 установлены калибрующие щтыри 24 и концентрично относительно щтырей 24 ползуны 25 с толкателями 26, подпружиненными относительно планщайбы пружинами 27. Толкатели 26 через опорные ролики 28 в позиции съема собранного узла с калибрующих щтырей 24 взаимодействуют с неподвижным торцовым кулачком 29, закрепленным на кожухе 30 корпуса 1 ротора. Винты 31, установленные в планщайбе 7, контактируют с траверсой поверхностью роторного диска 6. Осевое смещение планщайбы 7 относительно горизонтального вала 4 ограничено гайками 32, на кожухе 30 корпуса 1 ротора закреплены подводящий втулки 15 лоток 33 с отсекателем 34, подводящий ролики 14 лоток 35 и отводящие лотки 36 для втулок 15 и отводящие лотки 37 для. собранных узлов. Неподвижный корпус 1 ротора кронщтейном 38 соединен с плитой, к которой крепится электродвигатель 39, соединенный с горизонтальным валом 4 с помощью червячной пары 40 и конических щестерен 41 и 5 с предохранительной муфтой 42.
Устройство работает следующим образом.
Очередная втулка 15, отделенная установленным на подающем лотке 33 отсекателем 34, подается в положение 1 на призму 9 вращающегося роторного диска 6, находящуюся в крайнем верхнем положении. При круговом вращении роторного диска 6 на участке от положения 1 до положения -И опорный ролик 23 инструментального блока 17 для втулок 15, перемещаясь по криволинейному пазу Тр Б неподвижного относительного корпуса 1 ротора кулачка 21, выдвигает ползун 18 с подпружиненньш стержневым ловителем 20 вправо. Ловитель 20 ориентирует втулку 15 по внутреннему диаметру (положение II). При вращении роторного диска 6 на участке от положения II до положения III происходит дальнейщее перемещение инструментального блока 17 для втулок 15 вместе с ползуном 18, стержневым ловителем 20 и втулкой 15, установленной на ловителе 20. Пружина 19 снимается, когда ловитель 20 входит в соприкосновение с калибрующим щтырем 24, а ползун 18 своим торцом перемещает втулку 15 со стержневого ловителя 20 на калибрующий щтырь 24. На участке, соответствующем положениям III-IV, происходит возврат инструментального блока 17 для втулок 15 с ползуном 18 и стержневым ловителем 20 в исходное положение и перемещение призмы 9, контактирующей с помощью укрепленного на ней ролика 10 с кулачком 11, в нижнее положение, соответствующее поверхности 13 кулачка. В положении IV на призму 9 и.з лотка 35 выпадает ролик 14. Перемещение роторного диска на участке IV-V сопровождается центрированием ролика 14 по внутреннему диаметру на ползуне 18. На участке V-VI опорный ролик 22 инструментального блока 16 для ролика, контактирует с криволинейным пазом Тр.В кулачка 2L, перемещая инструментальный блок 16 относительно неподвижного ползуна 18, и производится напрессовка ролика 14 на втулку 15, ранее установленную на калибрующий щтырь 24. На участке VI-VII собранный узел снимается с калибрующего щтыря 24 с помощью ползунов 25 и толкателей 26, опорные ролики которых взаимодействуют с неподвижным торцовым кулачком 29. Отводящий лоток 36 предназначен для отвода втулок 15 в случае, если по какой-либо причине ролик 14 не поступит на рабочую позицию. По лотку 37 отводится собранный узел (прижимной ролик). Настройка длины ходов инструментальных блоков 16 и 17 производится винтами 31 и гайками 32.
Особенностью техпроцесса реализуемого на автомате, является выполнение операции калибрования внутренней поверхности втулки до сборки ролика со втулкой, что повыщает качество этой поверхности изделия, поскольку снижается объем наволакиваемого на калибрующий стержень материала и повышает надежность соединения. Формула изобретения Роторный автомат для сборки узла, состоящего из ролика и втулки, содержащий установленный на горизонтальном валу привода роторный диск с размещенными в нем подпружиненными в радиальном направлении призмами, взаимодействующими с неподвижным кулачком, и инструментальные блоки для втулок, расположенные по оси сборки в поворотной обойме, а также загрузочно-разгрузочное устройство с подводящими лотками, отличающийся тем, что, с целью повышения надежности работы и производительности, он снабжен закрепленной на горизонтальном валу планшайбой, установленными в ней по оси сборки по числу призм калибрующими штырями, концентрично расположенными относительно штырей ползунами с толкателями,, подпружиненными от30
- W////////////// //
Г7-.
L. носительно планшайбы, а также закрепленным на горизонтальном валу неподвижным торцовым кулачком, контактирующим с толкателями, подпружиненными стержневыми ловителями для втулок, расположенными по оси сборки в инструментальных блоках для втулок, и инструментальными блоками для роликов, установленными в обойме соосно с инструментальными блоками для втулок с возможностью относительного перемещения, при этом неподвижный кулачок, взаимодействующий с призмами, выполнен с эквидистантно расположенными сопрягающимися поверхностями, отстоящими одна от другой на величину, пропорциональную разности наружного и внутреннего диаметров запрессовываемой в ролик втулки, Источники информации, принятые во внимание при экспертизе 1. Рабинович А. Н. и др. Сборочные мащины и линии HenpepijiBHoro действия. Киев, «Техника, 1965, с. 131, 132, рис. 88 (прототип).
1
---н
L|J| ,
J
SadA
33
. . 39
дидб 4i
35
Фиг. 5
