Изобретение относится к механосборочному производству, в частности к устройствам для запрессовки в корпусную деталь втулок.
Целью изобретения является повыше- ние надежности и снижение металлоемкости устройства за счет повышения конструкции элементов, осуществляющих связь оправки с узлом центрирования е относительно отверстия в корпусной де тали.
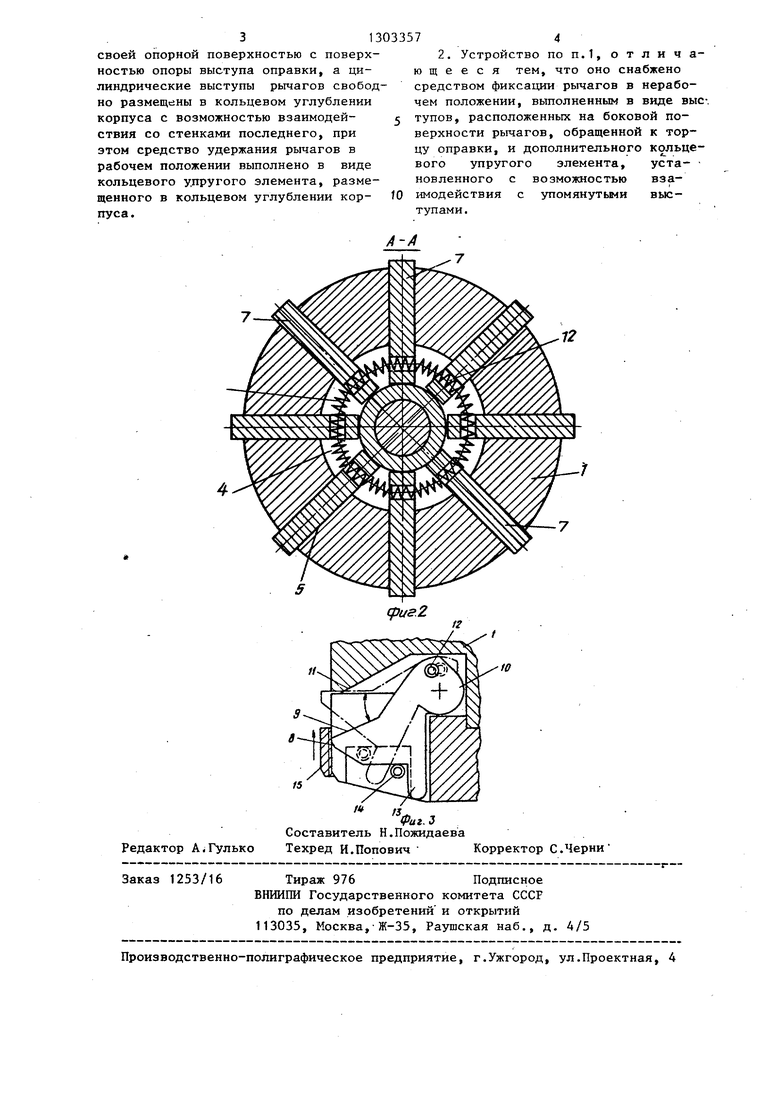
На фиг.1 изображено устройство для запрессовки втулок, продольный разрез на фиг,2 - разрез А-А на фиг.1; на фиг.З - узел центрирования оправки.
Устройство для запрессовки втулок содержит запрессовочн-ую оправку 1 , связанную посредством штока 2 с приводом и выполненную с запрессовочным выступом 3, кольцевым углублением 4 и сообщающимися с ним радиальными пазами 5.
Устройство оснащено узлом центрирования оправки относительно отверстия в корпусной детали 6, выполнен- нь1м в виде рь1чагов 7.
Каждый рычаг 7 выполнен с центрирующим выступом 8 и опорной поверхностью
9на одном конце и цилиндрическим выступом. 10, ось цилиндра которого пер- пендикулярна оси устройства, на другом конце.
Оправка выполнена с опорными выступами 11, расположенными на обращенной к торцу оправки стенке радиаль- ньгх пазов.
Рычаги установлены в упомянутых радиальных пазах оправки с возможностью взаимодействия опорной поверхностью 9 с поверхностью опорного выступа 11,, а цилиндрические выступы 10 рычагов свободно установлены в кольцевом углублении 4 оправки с возможностью поворота вокруг воображаемой оси О и взаимодействия поверхностью вы.ступа
10с поверхностью углубления.
Рычаги подпружинены по направлению к центру устройства посредством кольцевого упругого элемента, например пружины, пропущенной через отверстия 12, выполненные в цилиндрическом выступе рычагов.
Устройство снабжено средством фиксации рычагов в нерабочем положении, вьтолненным в виде выступов 13 и дополнительного кольцевого упругого элемента, например пружины 14, установленной с возможностью взаимодействия с выступами 13.
Устройство работает следующим образом.
Б случае запрессовки разрезной втулки 15 ее устанавливают на запрес- - совочную оправку 1 и вводят в отверстие корпусной детали 6. Прежде всего в отверстие детали 6 входят рычаги 7 5 которые центрируют запрессовочную оправку вместе с втулкой относительно отверстия в корпусной детали 6.
Сцентрированная таким образом втулка 15 запрессовывается запрессовочным выступом 3 в корпусную деталь.
После окончания процесса запрес- ссГвки производят обратный ход оправ-. кн. Рычаги 7 упираются в запрессованную втулку и поворачиваются вокруг воображаемой оси О. При этом рычаги 7 утапливаются в радиальных паза.х оправки.
Б случае запрессовки неразрезной втулки рычаги 7 предварительно утапливают в радиальных пазах оправки и фиксируют в таком положении пружиной 14.
Устанавливают на оправку втулку, после чего пружину 14 удаляют. Далее процесс ведут аналогично описанному.
Формула изобретения
1. Устройство для запрессовки втулок, содержащее приводную запрессовочную оправку и узел центрирования оправки относительно отверстия в корпусной детали в виде связанных с оправкой рычагов, выполненных с центрирующим выступом и установленных с возможностью углового перемещения, отличающееся тем, что, с целью повьшения надежности и снижения металлоемкости, оно снабжено средством удержания рычагов в рабочем положений, рычаги выполнены с опорной поверхностью на одном конце, несущем центрирующий.выступ, и цилиндрическим выступом, ось цилиндра которого перпендикулярна оси устройства, - на другом конце, запрессовочная оправка выполнена в виде корпуса с сообщающимися между собой кольцевым углублением и радиальными пазами, имеющими опорный выступ со стороны, обращенной к торцу оправки, рычаги установлены в радиальных пазах последней с возможностью взаимодействия
своей опорной поверхностью с поверхностью опоры выступа оправки, а цилиндрические выступы рычагов свободно размещены в кольцевом углублении корпуса с возможностью взаимодействия со стенками последнего, при этом средство удержания рычагов в рабочем положении выполнено в виде кольцевого упругого элемента, размещенного в кольцевом углублении корпуса.
2, Устройство ПОП.1, отличающееся тем, что оно снабжено средством фиксации рычагов в нерабочем положении, выполненным в виде вые-. тупов, расположенных на боковой поверхности рычагов, обращенной к торцу оправки, и дополнительного кольцевого упругого элемента, уста- новленного с возможностью взаимодействия с упомянутьми выступами.
/
15
Редактор А.Гулько
Фиг. J Составитель Н.Пожидаева
Техред И.Попович Корректор С.Черни
12
Заказ 1253/16
Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва,-1-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4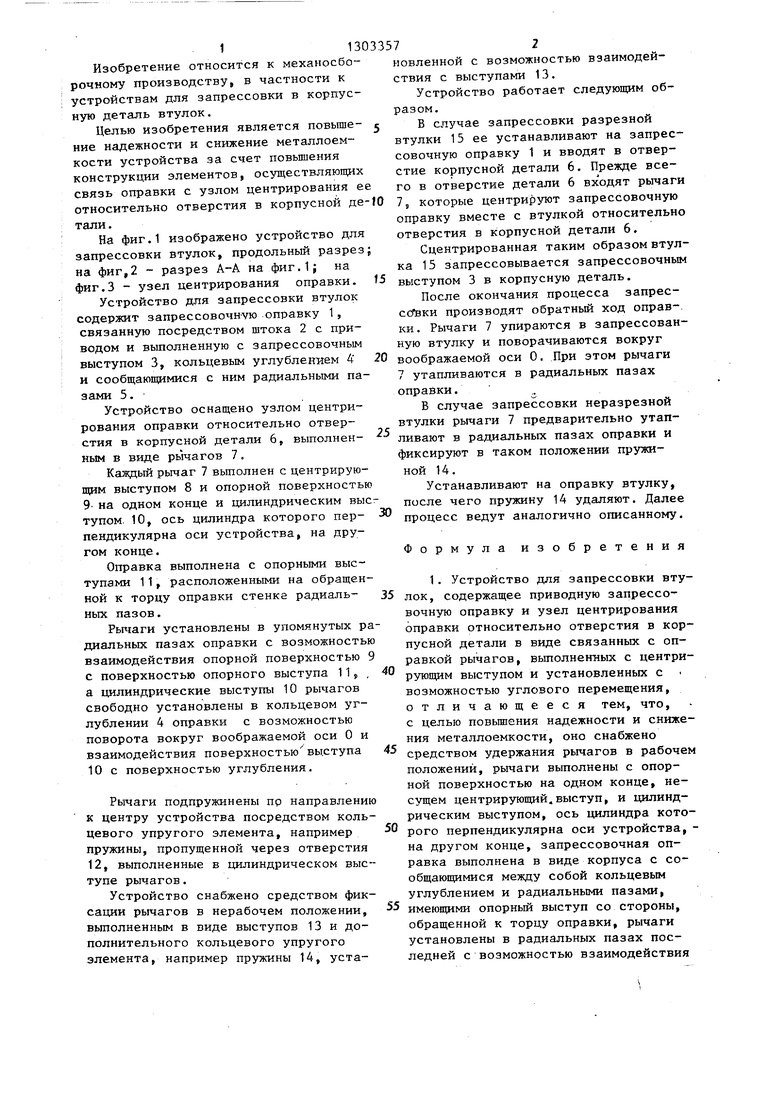
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для запрессовки втулок в корпусную деталь | 1985 |
|
SU1310159A1 |
| Устройство для запрессовки деталей типа втулок в отверстие базовой детали | 1987 |
|
SU1581558A1 |
| Устройство для двусторонней запрессовки втулок в корпусную деталь | 1984 |
|
SU1143564A1 |
| Способ сборки редукторов и устройство для его осуществления | 1990 |
|
SU1754403A1 |
| Устройство для запрессовки штифтов в корпусную деталь | 1986 |
|
SU1355432A1 |
| Устройство для сборки запрессовкойпОдшипНиКОВ C КОРпуСНОй дЕТАлью | 1978 |
|
SU846216A1 |
| Устройство для запрессовки втулок в корпусную деталь | 1987 |
|
SU1449308A1 |
| Устройство для двусторонней запрессовки втулок в корпусную деталь | 1987 |
|
SU1511044A1 |
| Устройство для сборки прессовых соединений деталей типа вал-втулка | 1981 |
|
SU998081A1 |
| Устройство для автоматической сборки деталей типа вал-втулка | 1988 |
|
SU1542774A1 |
Изобретение относится к области механосборочного производства, в частности -к устройствам для запрессовки втулок. Целью изобретения является повьшение надежности и снижение металлоемкости устройства. Для этого оно содержит приводную запрессовочную оправку- 1, которая центрируется отноJ 11 1 сительно отверстия в корпусной детали 6 посредством рычагов 7. Рычаги 7 выполнены с центрирующим выступом 8, опорной поверхностью 9 и цилиндрическим выступом 10 и установлены в радиальных пазах 5 и кольцевом углублении 4 оправки. Запрессовываемая втулка 15 устанавливается на оправку 1. После этого оправка вводится в отверстие корпусной детали 6. Рычаги 7, зафиксированные в рабочем положении пружиной 14, своими центрирующими выступами 8 центрируют оправку относительно отверстия в детали 6, обеспечивая тем самым совпадение осей собираемых деталей и повышение качества сборки. После окончания процесса запрессовки производят обратньй ход оправки. Рычаги 7 при этом поворачиваются вокруг оси и утапливаются в радиальных пазах 5 оправки. Устройство выводится из втулки 15. 1 3.п. ф-лы. 3 ил. (О сл ffUS /
| Устройство для запрессовки втулок | 1982 |
|
SU1031714A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
