fO
15
го
25
Изобретение относится к общему машиностроению и может быть применено при сборке (завинчивании) резьбовых деталей при условии, что резьба выполнена только на стержне, а в гайке 5 выполнено отверстие без резьбы, гайка выполнена из пластмассы и резьба в ней выполняется самим ввинчиваемым стержнем, например, при сборке наконечника с тягой замка передней двери автомобиля Жигули.
Цель изобретения - повышение производительности путем использования многоместного приспособления для закрепления тяги с обеспечением одинаковой длины собранных узлов на всех ложементах.
На фиг. 1 изображено устройство, продольный разрез; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 -сечение Б-Б на фиг. 1J на фиг., 4 - собранный узел (тяга с наконечником). .
Устройство для сборки состоит из корпуса 1, в котором размещена зубчатая рейка 2,.входящая в зацепление с шестерней 3. Привод рейки 2 осуще- ствляется пневмоцилиндром 4. С шестерней 3 связаны зубчатый венец .5 и торцовый кулачок 6. В зацеплении с зубчатым венцом 5 находятся шестерни 7 привода шпинделей 8, на которых установлены головки 9 для захвата наконечников 10. На двух скалках 11 установлена каретка 12, перемещаемая пневмоцилиндром 13. На каретке 12 ус- 5 тановлено приспособление 14 с ложементами для тяг 15, пневмоцилиндром 16 и упорный болт 17. Между-ЭТИМ болтом и кулачком 6 установлен в отверстии корпуса 1 ползун 18, Ход рейки 2 ограни ен болтом 19.
Устройство работает следующим образом.
В головки 9 закладывают наконечники 10, сориентированные отверстием 20 вверх, чтобы его было видно при закладке .
В фиксирующие гнезда каретки 12 закладывают тяги 15 и включением пневвенца 5 вращаются шпиндели 8 и нако
30
40
45
нечники 10, при этом к вращающимся наконечникам 10 приближаются тяги 1 перемещаясь за один оборот наконечн ков на 1 шаг резьбы тяги, что обесп чивается соответствующим углом подъ ема винтовой линии торцового кулачка 6. После соприкосновения наконеч ника 10 с тягой 15 начинается навер тывание наконечников на тяги, при этом в зависимости от колебания дли ны тяг начало завертывания по време ни может не совпадать. Конец заверт вания определяется упором рейки 2 в регулировочный болт 19, регулируя к торый можно установить любое углово положение повернутого на тягу 15 на конечника 10. Длину L собранных узл регулируют упорным болтом 17, полож ние которого меняет соотношение дли участка холостого подвода тяг 15 и участка навертывания наконечников 1 После остановки рейки 2 включает отвод каретки 12 вправо, приспособл ние 14 освобождает тяги 15, и опера тор сбрасывает собранные узлы в тар В это время пневмоцилиндр 4 возвращается в исходное положение. Цикл сборки закончен.
Формула изобретени
Устройство для сборки резьбовых деталей, одна из которых выполнена из пластмассы с гладким отверстием а другая представляет собой стержен с резьбой, содержащее корпус и расп ложенные в нем шпиндели с механизмо привода вращения и головками для за хвата одной из собираемых деталей, подвижную каретку с приспособлением с ложементами для крепления другой детали, привод осевой подачи каретк выполнен в виде пневмоцилиндра и ме ханизма подачи, состоящего из упора расположенного на каретке и контакт рующего с копиром, профиль которого выполнен зависимым от величины пода чи каретки и угла поворота детали.
моцилиндра 16 зажимают их. После это- отличающееся тем, что.
го включаются пневмоцилиндры 13 и 4. Пневмоцилиндр 13 быстро перемещает каретку 12 влево до упора в ползун 18, дальше каретка 12 движется медленно, поскольку ползун 18 смещается влево в соответствии с профилем кудачка 6, вращаемого шестерней 3 и рейкой 2. Одновременно от рейки 2 и зубчатого
- у.
5 вращаются шпиндели 8 и накоO
5
о
5
5
0
0
45
нечники 10, при этом к вращающимся наконечникам 10 приближаются тяги 15, перемещаясь за один оборот наконечников на 1 шаг резьбы тяги, что обеспечивается соответствующим углом подъема винтовой линии торцового кулачка 6. После соприкосновения наконечника 10 с тягой 15 начинается навертывание наконечников на тяги, при этом в зависимости от колебания длины тяг начало завертывания по времени может не совпадать. Конец завертывания определяется упором рейки 2 в регулировочный болт 19, регулируя который можно установить любое угловое положение повернутого на тягу 15 наконечника 10. Длину L собранных узлов регулируют упорным болтом 17, положение которого меняет соотношение длин участка холостого подвода тяг 15 и участка навертывания наконечников 10. После остановки рейки 2 включается отвод каретки 12 вправо, приспособление 14 освобождает тяги 15, и оператор сбрасывает собранные узлы в тару. В это время пневмоцилиндр 4 возвращается в исходное положение. Цикл сборки закончен.
Формула изобретения
Устройство для сборки резьбовых деталей, одна из которых выполнена из пластмассы с гладким отверстием, а другая представляет собой стержень с резьбой, содержащее корпус и расположенные в нем шпиндели с механизмом привода вращения и головками для захвата одной из собираемых деталей, подвижную каретку с приспособлением с ложементами для крепления другой детали, привод осевой подачи каретки выполнен в виде пневмоцилиндра и механизма подачи, состоящего из упора, расположенного на каретке и контактирующего с копиром, профиль которого выполнен зависимым от величины подачи каретки и угла поворота детали.
55
с целью повышения производительности, копир жестко связан с механизмом привода вращения шпинделей, а контактирующий с ним упор выполнен регулируемым, при этом приспособление для крепления другой детали выполнено многоместным с соосно расположенными шпинделям ложементами.
tfruff2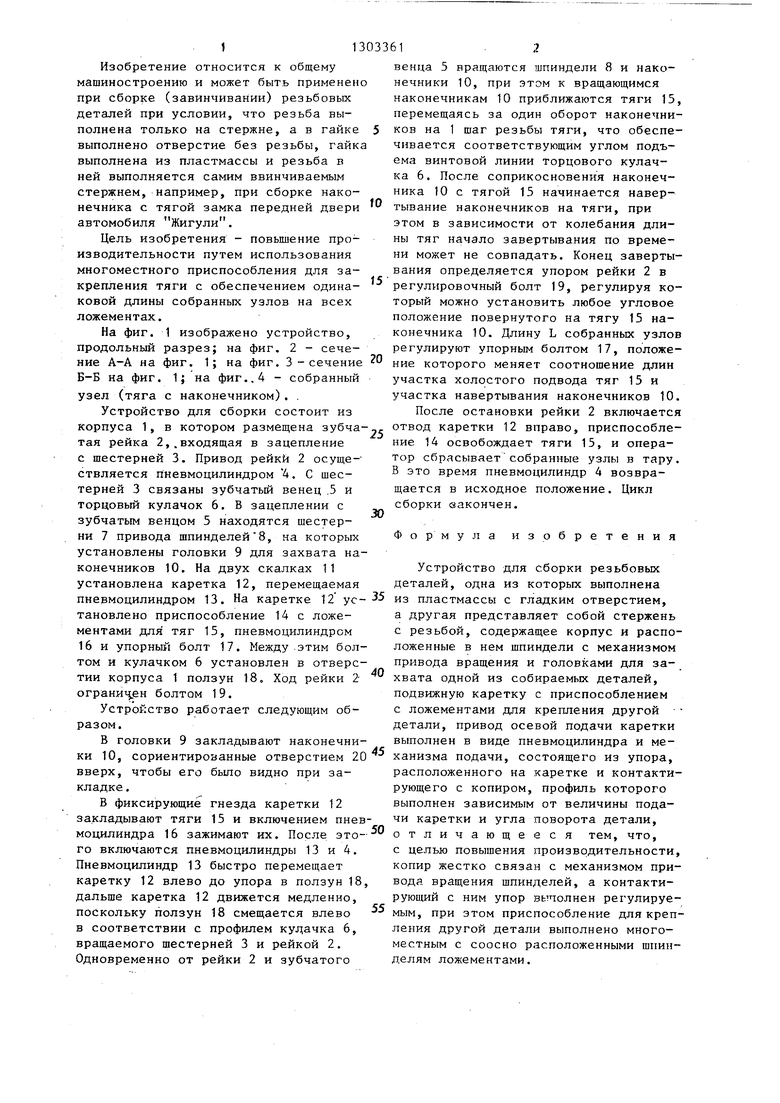
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки резьбовых соединений | 1985 |
|
SU1328138A1 |
| Автомат для завертывания шпилек | 1979 |
|
SU841894A1 |
| Шурупозавертывающий многошпиндельный станок | 1988 |
|
SU1608041A1 |
| Устройство для сборки резьбовых соединений | 1981 |
|
SU965708A1 |
| ПНЕВМОГАЙКОВЕРТ | 1992 |
|
RU2067923C1 |
| Стенд для сборки под сварку | 1991 |
|
SU1784429A1 |
| Сборочный автомат | 1988 |
|
SU1549714A1 |
| Автомат для сборки резьбовых соединений | 1986 |
|
SU1386414A1 |
| Устройство для сборки крепежных элементов | 1987 |
|
SU1511103A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН с ДВУМЯ ВЕТВЯМИ ПРОТИВОПОЛОЖНОГО НАПРАВЛЕНИЯ | 1971 |
|
SU424644A1 |

Изобретение относится к области общего машиностроения и может применяться в тех случаях, когда гайка выполнена из пластмассы и не имеет - резьбы. Цель изобретения - повышение. производительности за счет использования многоместного приспособления для закрепления тяги с обеспечением одинаковой длины собраных узлов на всех ложементах. Резьба выполняется резьбовым стержнем при сборке. Собираемые резьбовые стержни устанавливаются и зажимаются на каретке 12, перемещаемой пневмоцилиндром 13. Перемещение каретки 12 ограничено упором 17 и ползуном 18. Ползун 18 упирается в кулачок 6, поворачиваемый пневмоцилиндром и реечным редуктором. Вместе f кулачком 6 вращается зубчатое колесо 3 привода шпинделей, на которых установлены головки для захвата навинчиваемых деталей (наконеч- ник ов) . При этом связь каретки 12 с кулачком 6 обеспечивает необходимую подачу резьбового стержня и угловое расположение наконечников на стержне. 4 ил. € СО А САЭ О СО 00 О5
20
фи&З
дгизА
| Пишущая машина | 1922 |
|
SU37A1 |
| Многошпиндельный гайковерт | 1984 |
|
SU1215978A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Устройство для сборки и разборки резьбовых соединений | 1978 |
|
SU751562A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
