(pi/.f
А
t13
Изобретение относится к станкостроению, в частности к изготовлению металлорежущего инструмента, и может быть использовано при заточке и переточке спиральных сверл.
Цель изобретения - повышение производительности заточки путем оптимизации снимаемого припуска.
На фиг. I изображено расположение сверла относительно круга и указано направление координатных осей станка ;С ЧПУ, на котором может быть реализо ван предлагаемый способ; на фиг. 2 - I сечение А-А на фиг. 1 (перед оборотом заточки без съема припуска); на фиг. 3 - то же, перед оборотом заточки со снятием припуска.
Сверло 1 вращают вокруг своей беи
0(движение по координате А) и пере .мещают вдоль оси О (движение по координате Х)5 осуществляя движение за тылования и подачи S. Абразивньй круг 2 перемещают по координате Z. Сверло
1устанавливают в исходное положение заточки - поворачивают на угол Ji относительно плоскости Ct), в которой расположены ось.О сверла 1 и ось О круга 2, Затем исходное положение заточки корректируют перемещением сверла 1 вдоль его оси О на величину подачи S и дополнительным поворотом на угол dL S/H-360° , где Н - шаг спирали стружечных канавок. Сверлу 1 сообщают движение по координатам А и Х а кругу 2 - вращение вокруг своей оси и перемещение по координате Z, при этом при каждом обор оте сверла обеспечивается заточка 2-х зубьев.
На каждом зубе сверла производится заточка его задней поверхности. От-
скок сверла в исходное положение ni)o-
0
изводится перед заточкой следующего зуба (движение по координате Х). При переходе к по (следующему обороту с подачей на нем, равной величине Б, исходное положение после предыдущего оборота корректируется на величину подачи S путем уменьшения отскока сверла на величину подачи S, а угловое положение сверла корректируется на уголс1-. Круг возвращают в постоянное исходное положение по координате Z. Перемещения по всем координатам (Х, Z, А) происходят одновременно .
Предлагаемый способ повышает производительность за счет уменьшения величины снимаемого припуска, поскольку после любого из оборотов заточки процесс обработки можно прекратить, получив сверло с заданной геометрией.
Формула изобретения
Способ послойной заточки спираль- Hbix сверл, при котором сверлу сообщают вращение вокруг своей оси, движения затылования и подачи путем перемещения сверла его оси, а при лгереходе к следующему зубу сверлу сообщают движение отскока, отличающий с я тем, что, с целью повьшения производительности заточки путем оптимизации снимаемого припуска, перед каждым оборотом сверло до- , олнительно поворачивают на угол
01.. I . 360° ,
где S - подача, мм; Н - шаг спирали БОК, мм.
стружечных канаи)
CPU г. 2
А-А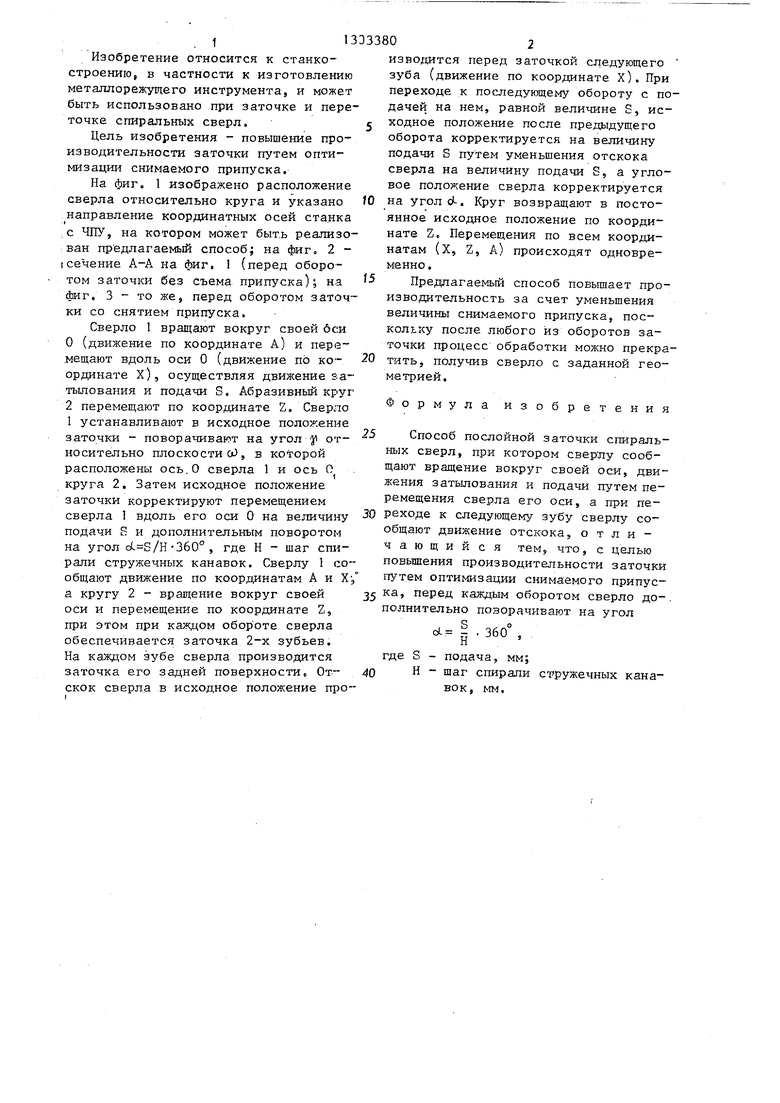
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| Способ плоскостной заточки сверл | 1987 |
|
SU1505759A1 |
| Способ шлифования спинок спиральных сверл | 1989 |
|
SU1692818A1 |
| Приспособление для плоскостной заточки сверл | 1988 |
|
SU1618588A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЗАДНЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ РЕЗЬБОВЫХ ФРЕЗ | 2020 |
|
RU2732871C1 |
| Способ винтовой заточки сверл с подточкой поперечной режущей кромки | 1987 |
|
SU1465269A1 |
| Способ обработки внутренних кольцевых канавок | 1989 |
|
SU1683897A1 |
| Устройство для заточки протяжек | 1983 |
|
SU1133071A1 |
| Станок для заточки сверл | 1976 |
|
SU956244A1 |
| Способ заточки фрез | 1980 |
|
SU975339A1 |

Изобретение относится к области станкостроения, касается изготовления металлорежус1его инструмента и может быть использовано при заточке и переточке спиральных, сверл. Повьше- ние производительности заточки при использовании предложенного способа обеспе швается путем оптимизации снимаемого припуска, который уменьшаетГ ::s. Е.ЭО ся за счет возможности прекращения обработки после любого из оборотов, при котором происходит заточка с получением сверла с заданной геометрией. При реализации способа (например на станке с ЧПУ) сверло 1 вращают вокруг своей оси О (движение по координате А) и перемещают вдоль оси О (движение по координате Х), осуществляя движение затьшования и подачи S. Абразивный круг 2 перемещают по координате Z. Перемещение по всем координатам происходит одновременно. На каждом зубе сверла 1 производится заточка его по задней поверхности, .отскок сверла в исходное положение перед заточкой следующего зуба (движение по координате Х). Перед каждым оборотом сверло 1 дополнительно поворачивают на угол о( S/H-360 , где S - подача, мм; Н - шаг спирали стружечных канавок, мм, при этом отскок сверла уменьшают на величину подачи. 3 ил. с о (Л со о оо со 00 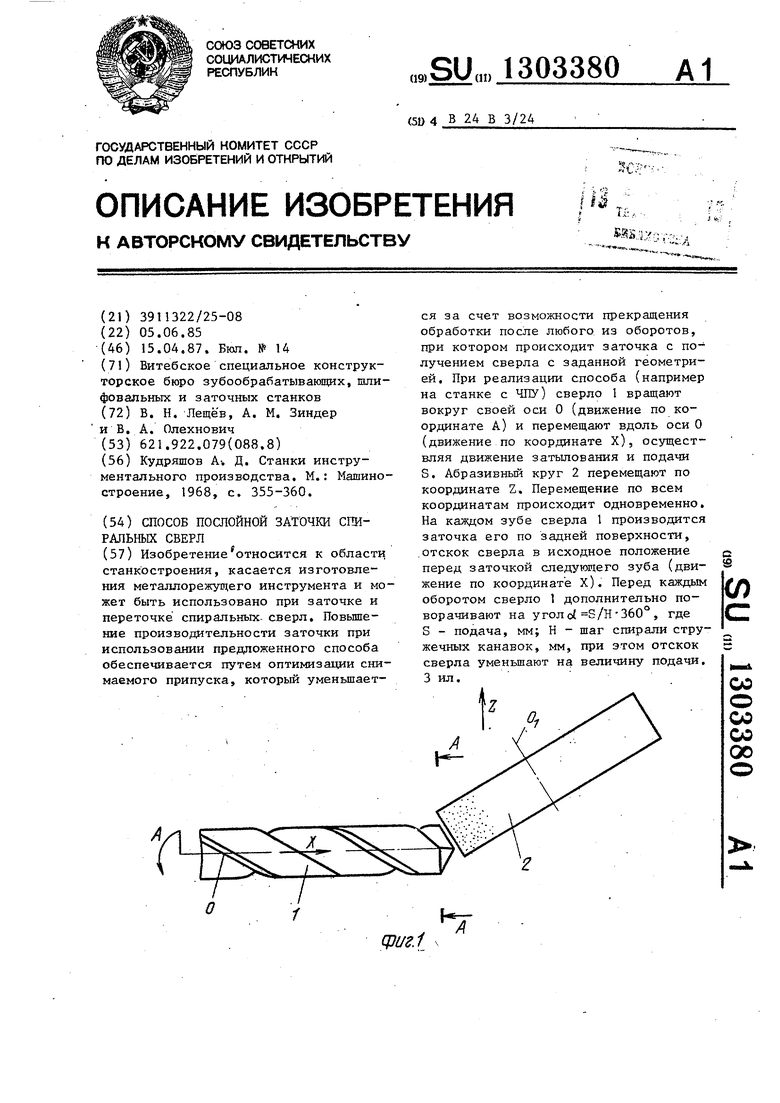
Редактор Е. Копча
Составитель Т, Петухова Техред И. Ходанич
Заказ 1256/17 Тираж 716Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
сриг.З
Корректор Н. Король
| Кудряшов А- | |||
| Д | |||
| Станки инструментального производства | |||
| М.: Машиностроение, 1968, с | |||
| Приспособление для увеличения сцепной силы тяги паровозов и других повозок | 1919 |
|
SU355A1 |
