113
Изобретение относится к деревообрабатывающей промышленности и может быть использовано при изготовлении древесно-стружечных плит,
Цель изобретения - повышение про- изводительности линии путем повышения степени использования сырья.
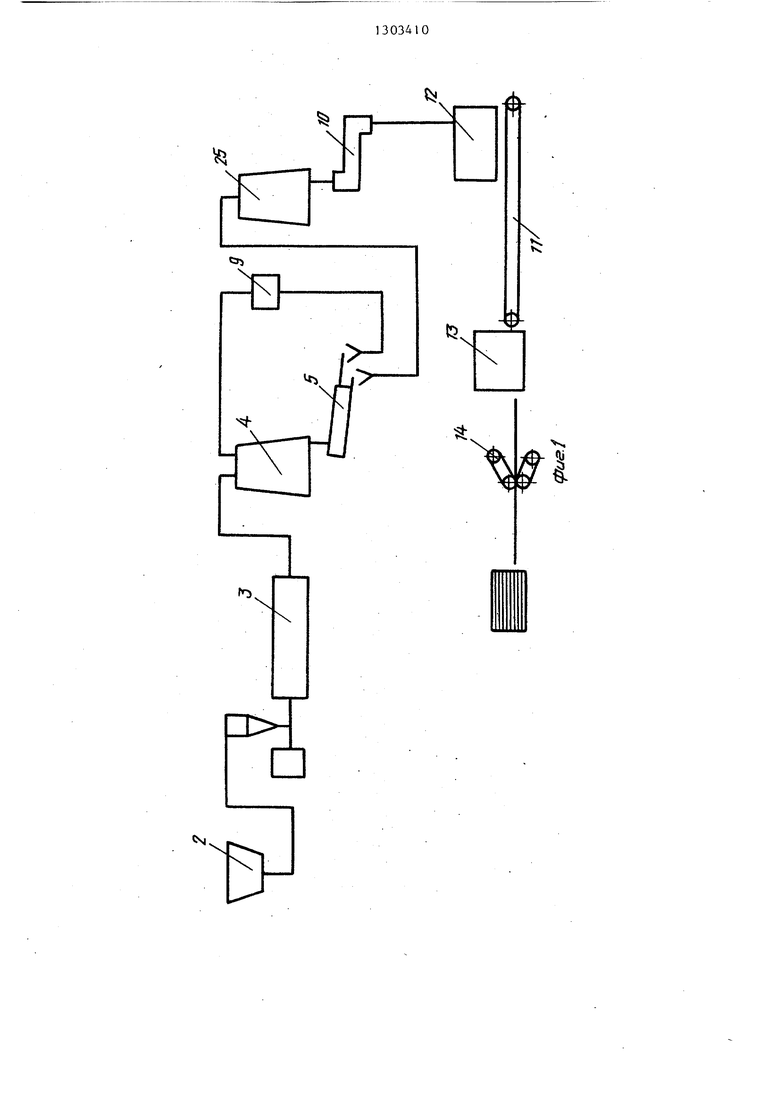
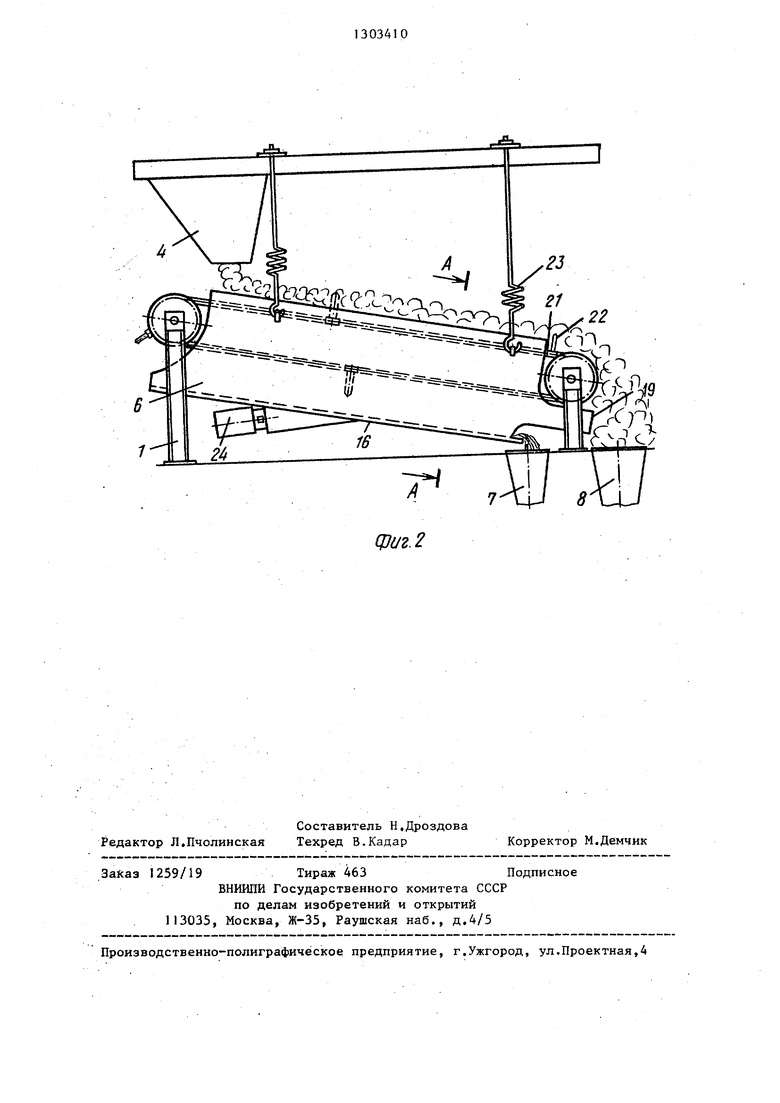
На фиг.1 изображена схема линии изготовления древесно-стружечных плит; на фиг.2 узел сортировки, вид сбоку; на фиг.З - разрез А-А на фиг.2,
Линия изготовления древесно-стружечных плит, включающая станину 1, последовательно установленные и ки- нематически связанные друг с другом бункер 2 древесных частиц, сушилку 3 бункер 4 сухих древесных частиц, узел 5 сортировки с наклонным вибролотком 6, приемниками 7 и 8 и механизмом 9 доразмола, смесители 10, главный конвейер 11 с формирующими машинами 12 и прессом 13, шлифовальные станки 14 и привод 15 причем наклонный вибролоток 6 узла 5 сортировки выполнен многосекционным с жестко смонтированными на его основании 16 параллельно друг другу и боковым стенкам 17 перегородками 18, .причем концы перегородок 18 и боко- вых стенок 17 со стороны приемников 7 и 8 выполнены с уступами 19, внутр каждой секции 20 размещены цепные транспортеры 21 с игольчатыми упорами 22, а вибролоток 6 смонтирован на подпружиненных подвесных элементах 23
Кроме того, под наклонным вибролотком смонтирован вибратор 24, а между приемниками 7 узла 5 сортировки и смесителем 10 размещен бункер 25. кондиционных древесных частиц.
Линия работает следующим образом.
Сырье непрерывно подают из бункера 2 в сушилку 3, а затем в бункер 4 сухих древесных частиц, откуда они попадают на наклонный вибролоток 6 узла сортировки. При этом посредсто2
BOM вибрации лотка за счет вибраторов 24 и пружинных элементов 23, а значит,и перегородок 18 пучки частично разделяются и кондиционные древесные частицы сваливаются вниз и по основанию 16 наклонного лотка 6 перемещаются к приемнику 7, из которого их подают в бункер 25, Оставшиеся пучки костры не попадают вниз (так как расстояние между перегородками 18 очень мало), подцепляются игольчатыми упорами 22 и уносятся транспортерами 2 в приемник 8 и поступают на механизм доразмола 9. Возврат пучков костры осуществляют до тех пор, пока костра полностью не будет переработана на кондиционные древесные частицы, которые из бункера 25 подают в смесители 10 и далее на главном конвейере 11 с помощью формирующих машин 12 и пресса 13 изготавливают плиты. Плиты шлифуют на станках 14 и укладывают в стопу. Цикл повторяют.
Формула изобретения
Линия изготовления древесно-стру- жечных плит, включающая станину, бун к&р древесных частиц, сушилку, бунке сухих древесных частиц, узел сортировки с наклонным вибролотком, приемниками и механизмом повторного размола, смесителя, главный конвейер с формирующими машинами и прессом щлифовальные станки и привод, отличающаяся тем, что, с целью повышения производительности линии за счет повышения степени использования сырья, наклонный вибролоток узла сортнровки выполнен многосекционным с жестко смонтированными на его основании перегородками, внутри каждой секции размещен цепной транспортер с игольчатыми упорами, а концы перегородок и боковых стенок вибролотка со стороны приемников имеют уступы.
fj)uz.2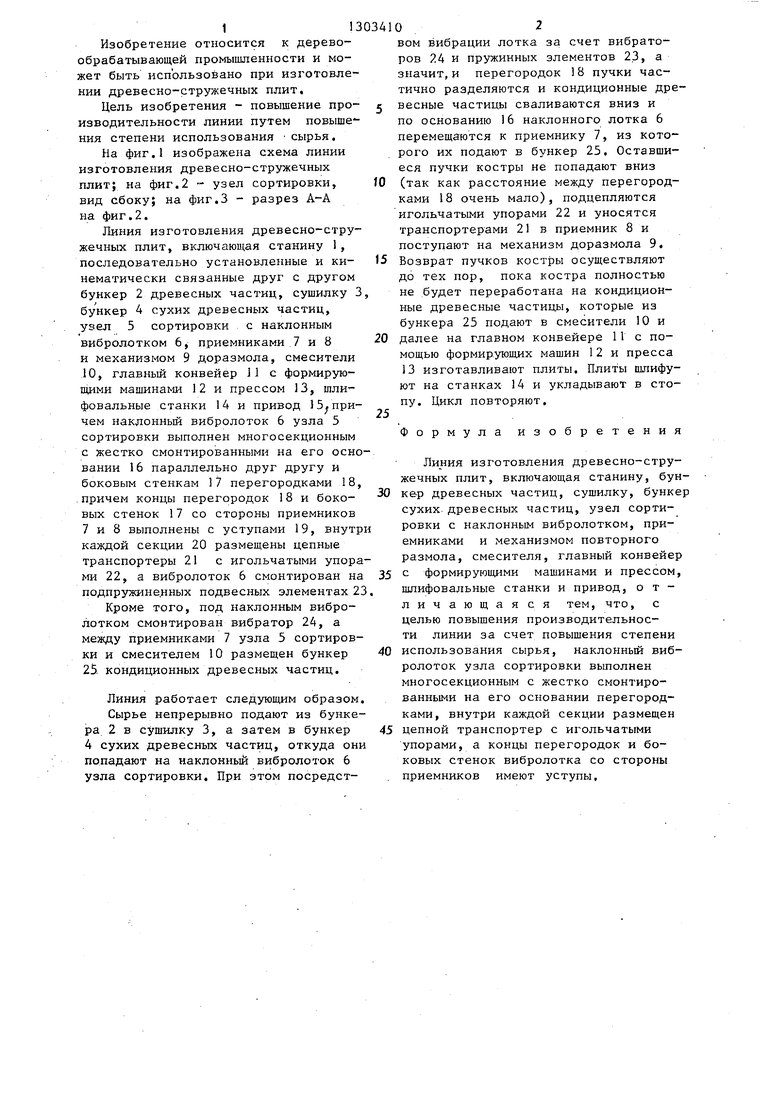
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия изготовления плитных материалов | 1986 |
|
SU1423388A1 |
| Линия изготовления многослойных древесностружечных плит из лесосечных отходов | 1987 |
|
SU1502308A1 |
| Линия изготовления биоводостойких древесностружечных плит | 1985 |
|
SU1248809A1 |
| Линия подготовки древесных частиц в производстве древесно-стружечных плит | 1986 |
|
SU1331642A1 |
| Линия изготовления древесных частиц в производстве древесно-стружечных плит | 1986 |
|
SU1371922A1 |
| Устройство для сортировки костры | 1986 |
|
SU1419761A1 |
| Линия формирования ковра | 1985 |
|
SU1296416A1 |
| Линия изготовления древесностружечных плит | 1985 |
|
SU1299794A1 |
| Линия изготовления древесных частиц | 1985 |
|
SU1328201A1 |
| Линия изготовления биостойких древесностружечных плит | 1987 |
|
SU1423389A1 |
Изобретение относится к деревообрабатывающей промьшшенности. Цель изобретения - повышение производительности линии за счет полного использования костры. В линии наклонный вибролоток узла сортировки выполнен многосекционным и имеет жестко смонтированные на его основании 16 параллельно друг другу и боковым стенкам 17 перегородки 18. Концы перегородок 18 и боковых стенок 17 со стороны приемников фракций выполн-е- ны с уступами. Внутри каждой секции 20 размещены цепные транспортеры 21 с игольчатыми уступами. Сырье непрерывно подают в бункер сухих древесных частиц, а оттуда на наклонньй вибролоток узла сортировки. При этом посредством вибрации лотка за счет вибраторов пучки разделяются и перемещаются к приемникам в зависимости от размера фракции. 3 ил. I (Л .ст: -А СО о со г- п. rf го rs
| Козаченко A.M., Модлин Б.Д | |||
| Общая технология производства древес- но-стружечных плит | |||
| М.: Высшая школа, 1984, с | |||
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
| Шверцмен Г.М | |||
| Производство-дре- весно-стружечных плит | |||
| М,:Лесная промышленность, 1977. | |||
