Изобретение относится к переработке пластических масс методом литья под давлением и может быть использовано в химической промышленности в литьевых машинах со шпековой пластикацией.
Цель изобретения - повышение надежности работы пластикационного узла.
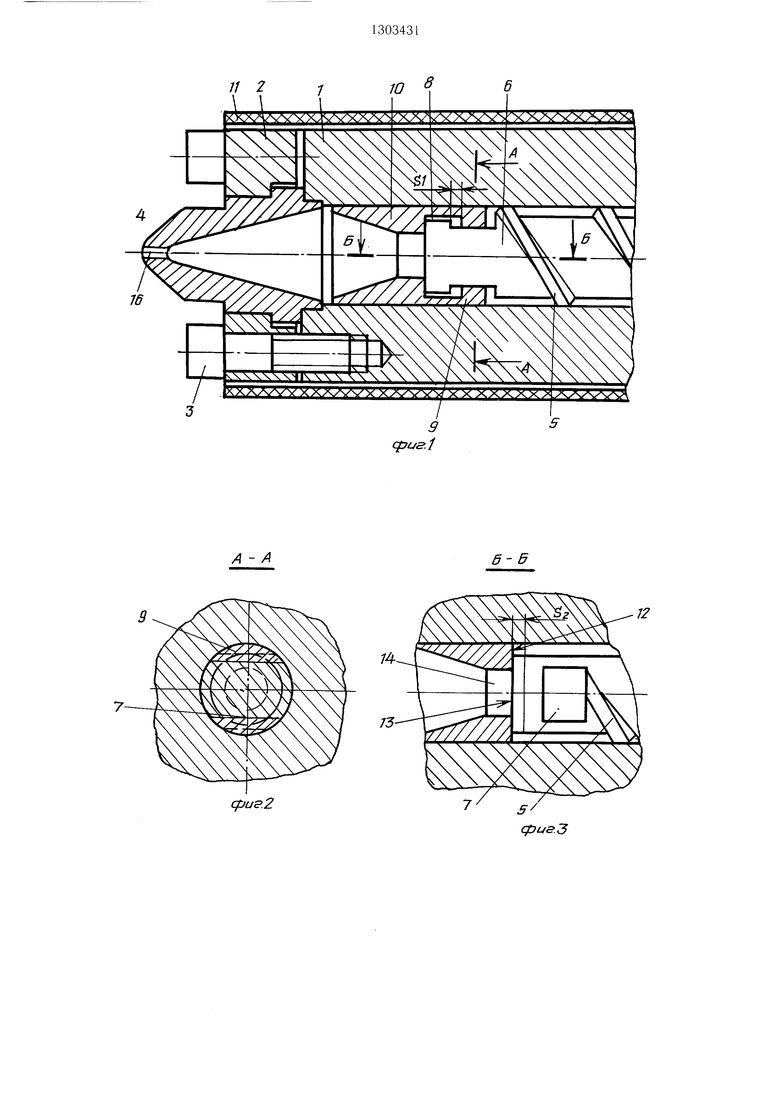
На фиг. 1 приведена передняя часть пластикационного узла, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез В-В на фиг. 2; на фиг. 4 - передняя часть пластикационного узла с вариантом исполнения втулки обратного клапана, продольный разрез.
Пластикационный узел содержит цилиндр 1, на переднем торце которого с помош,ью фланца 2 и болтов 3 крепится мундштук 4. Внутри цилиндра 1 расположен шнек 5, выполненный заодно с головкой 6. На головке 6 выполнены две симметрично расположенные лыски 7 для захода в Т-образный паз 8, расположенный в хвостовике 9 втулки 10 со стороны шнека 5, причем Т-образный паз 8 выполнен соосно с втулкой
10.Цилиндр 1 снабжен электрообогревом
11.Втулка 10 в заднем своем положении относительно головки 6 плотно соприкасается своей поверхностью 12 с поверхностью 13 головки 6. Втулка 10 в переднем своем положении относительно головки 6 образует зазор $2 между своей поверхностью 12 и поверхностью 13 головки 6, причем зазор 82 определяется заданной величиной Si,(). Внутренний диаметр втулки 10 выбран в зоне торца головки 6 меньшим диаметра головки 6. т.е. диаметр отверстия 14 меньше диаметра головки 6.
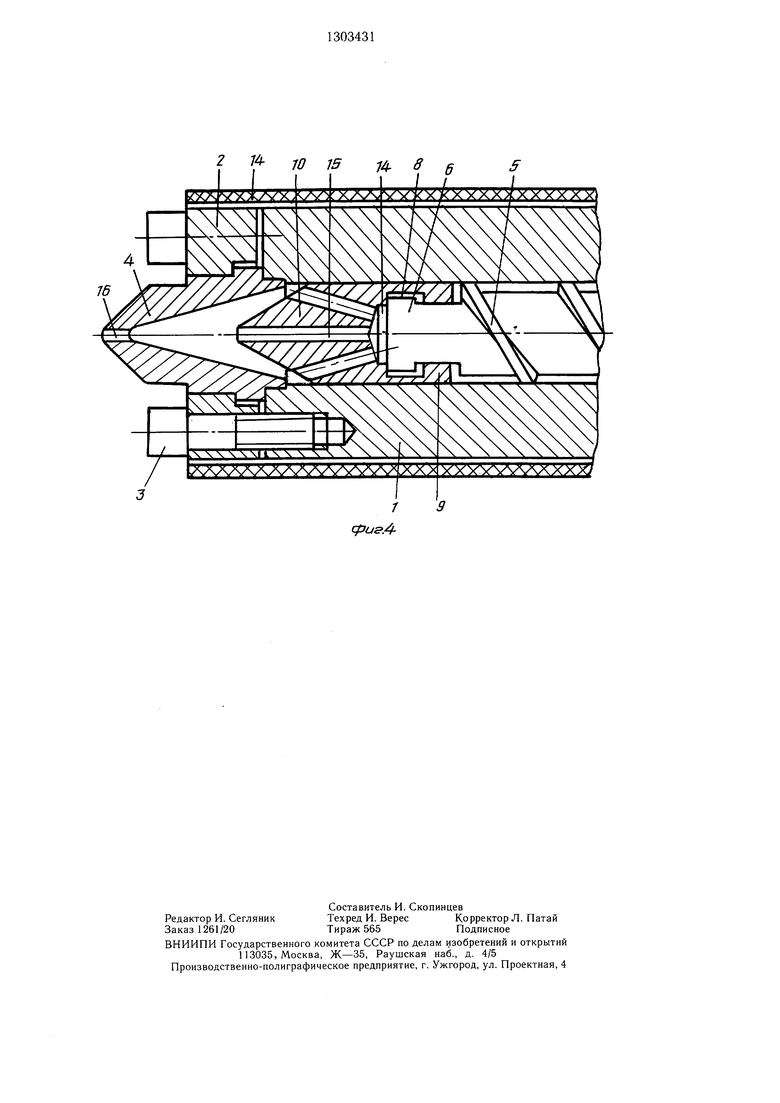
Согласно варианту, показанному на фиг. 4, втулка имеет ряд выходных отверстий 15. В мундштуке 4 выполнено выпускное отверстие 16.
Плартикационный узел работает следующим образом.
Пластическая масса из бункера (не показан) врашением шнека 5 подается в сторону головки 6. Проходя вдоль цилиндра 1, прогретого электрообогревом 11 до заданной температуры, масса пластицируется и в виде вязкого расплава нажимает на правый торец втулки 10, отжимая ее влево (фиг. 1) на величину S|. При этом головка 6 своими лысками 7, входящими в Т-образный паз 8, передает вращение втулке 10, т.е. последняя
вращается совместно со шнеком 5 при симметричном приложении крутящего момента. Далее расплав через образовавшийся зазор Sz и через отверстие 14 во втулке 10 (или через отверстие 14 и ряд отверстий 15
в варианте исполнения втулки 10, показанном на фиг. 4) попадает в полость мундштука 4. Скапливаясь в полости мундштука 4, вязкий расплав отжимает шнек 5 назад. Когда необходимая доза расплава набрана,
вращение шнека 5 прекращается и он, перемещаясь вперед без вращения, как поршень, создает высокое удельное давление на расплав. Это давление смещает втулку 10 назад на ход Si, до сжатия поверхностей 12 и 13, ликвидируя тем самым зазор Sg.
Таким .образом, учитывай, что диаметр отверстия 14 меньще диаметра головки 6 и что поверхности 12 и 13 сжаты, обратньге токи расплава исключаются и весь расплав выталкивается из полости мундщтука 4 через
выпускное отверстие 16 в литниковый канал формы (не показан). Затем цикл повторяется.
При переработке некоторых материалов к конструкциям пластикационых узлов предъявляется требование о том, что объем расплава, оставшийся в полости мундштука после впрыска расплава в форму, должен быть минимальным. В этом случае втулка 10 обратного клапана может быть выполнена по варианту, показанному на фиг. 4. Данное решение повышает надежность
узла, путем исключения возможности заклинивания и перекоса втулки 10 в цилиндре 1 за счет симметричного приложения крутящего момента к втулке 10, сохраняя при, этом простоту сборки-разборки.
35
Формула изобретения
Цластикационный узел литьевой мащины, содержащий цилиндр, шнек с головкой и размещенный на головке обратный клапан,
выполненный в виде втулки с хвостовиком, размещенным со стороны щнека, отличающийся тем, что, с целью повышения надежности работы пластикационного узла, в хвостовике втулки выполнен соосно ей Т-образный паз, а на головке шнека выполнены лыски для захода в Т-образный паз хвостовика втулки, причем внутренний диаметр втулки в зоне торца головки шнека выбран меньшим диаметра головки.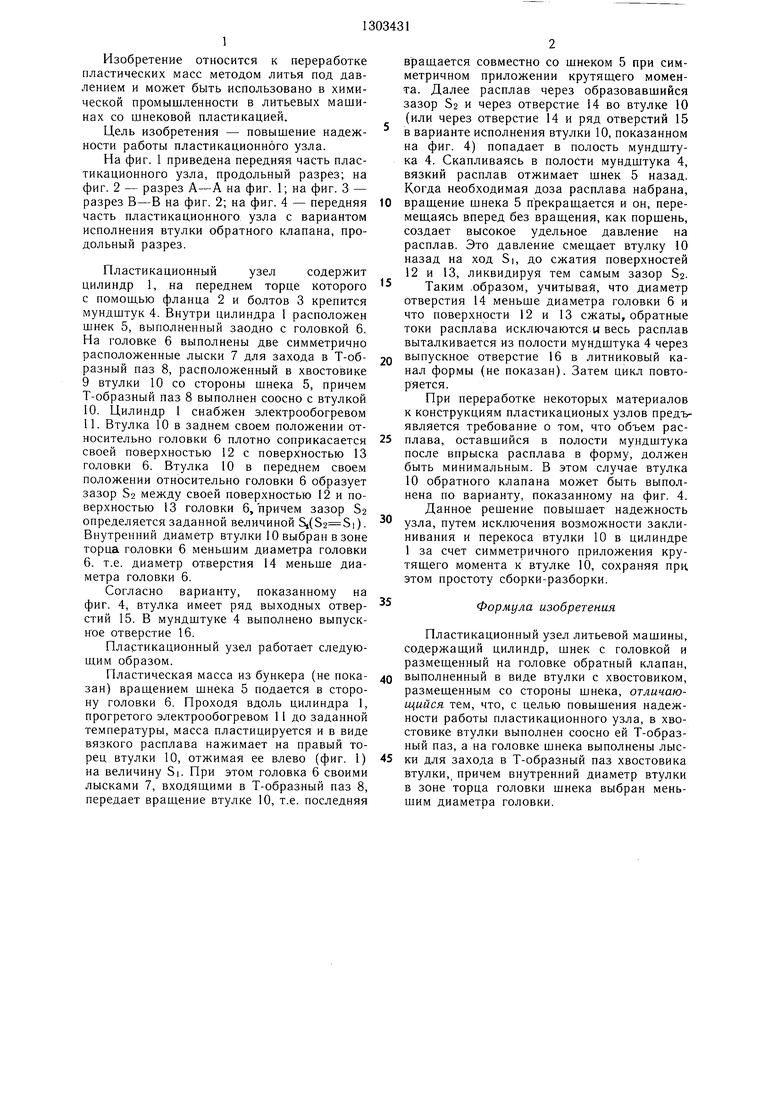
| название | год | авторы | номер документа |
|---|---|---|---|
| Пластикационный узел литьевой машины | 1981 |
|
SU1004136A1 |
| Механизм впрыска литьевой машины | 1984 |
|
SU1211076A1 |
| Устройство для пластикации и впрыска полимерных материалов | 1978 |
|
SU763127A1 |
| Узел впрыска литьевой машины | 1990 |
|
SU1699792A1 |
| ПЛАСТИКАЦИОННЫЙ ЦИЛИНДР | 1996 |
|
RU2114733C1 |
| Пластикационный узел литьевой машины | 1988 |
|
SU1551559A1 |
| Обратный клапан пластицирующего червяка литьевой машины | 1990 |
|
SU1740188A1 |
| Пластикационный узел литьевой машины | 1988 |
|
SU1500496A1 |
| Обратный клапан узла пластикации литьевой машины | 1985 |
|
SU1248840A1 |
| 5И6ЛИСТЕКА | 1973 |
|
SU361893A1 |
Изобретение относится к переработке пластических масс литьем под давлением и может быть использовано в химической промышленности. Целью изобретения является повышение надежности работы пласти- кационного узла. Для этого в пластикацион- ном цилиндре, снабженном мундштуком, размеш,ен шнек с головкой и обратным клапаном в виде втулки. В хвостовике втулки выполнен соосно ей Т-образный паз, а на головке шнека выполнены лыски для захода в Т-образный паз, причем отверстие втулки имеет диаметр, меньший диаметра головки. При работе расплав, проходя вдоль пласти- кационного цилиндра, отжимает втулку влево, а головка, входяшая лысками в Т-образный паз, передает враш,ение втулке при симметричном приложении крутяшего момента. Через образовавшийся зазор расплав попадает в полость мундштука, где происходит набор дозы. Когда доза набрана, вра- шение шнека прекрашается и он, перемешаясь в осевом направлении, выталкивается дозу. Втулка смешается вправо. Т.о. предотврашаются обратные токи расплава при необходимой надежности узла за счет исключения возможности заклинивания и перекоса втулки в пластикационном цилиндре. Кроме того, сохранена простота сборки- разборки. 4 ил. i (Л оо о со 4 00
/4 -/
б-В
cpuc.2
( W 15 74 8
.4
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Солесос | 1922 |
|
SU29A1 |
| Пластикационный узел литьевой машины | 1981 |
|
SU1004136A1 |
| Солесос | 1922 |
|
SU29A1 |
