11
Изобретение относится к обработке металлов давлением, в частности к оборудованию для трубогибочного про- изводства, и может быть использовано для гибки труб обкаткой в холодном состоянии.
Цель изобретения - повьшение производительности, упрощение обслуживания и экономия энергозатрат.
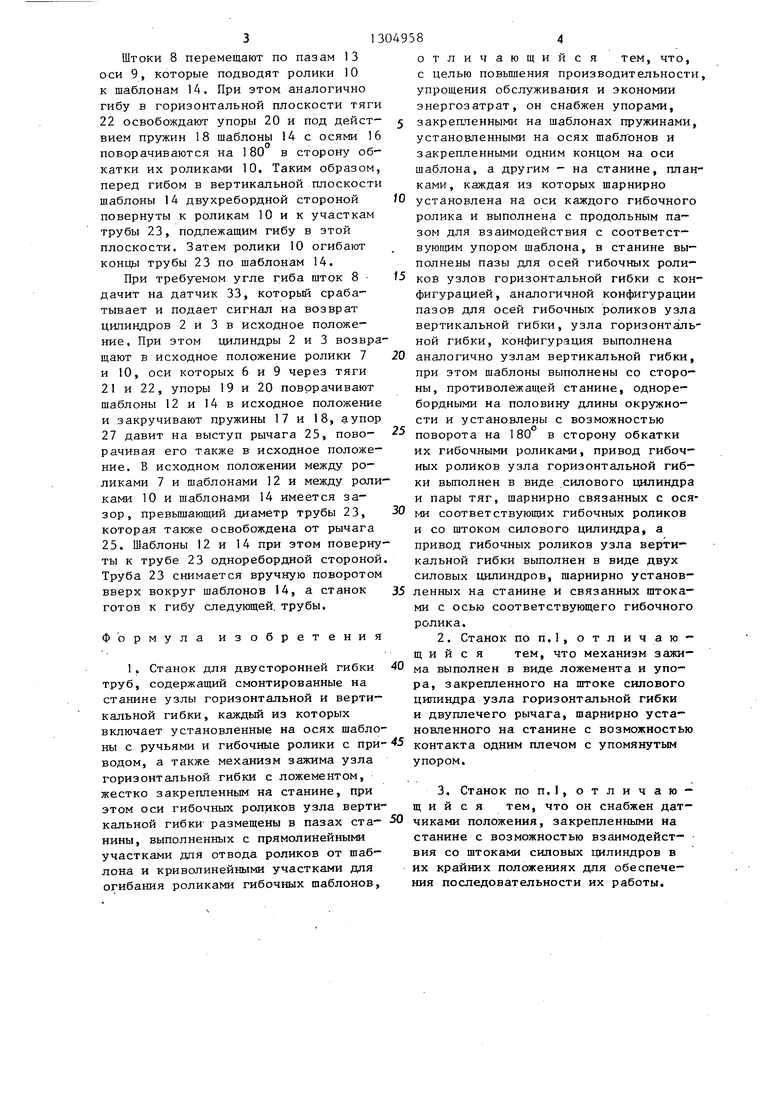
На фиг.I показано устройство, общий вид; на фиг.2 - то же, вид сверху; на фиг.З - разрез А-А на фиг.1; на фиг.4 - разрез на фиг.2; на фиг.З - вид В на фиг.4,
Станок для двусторонней гибки труб состоит из станины 1 и установ- ленных на ней в горизонтальной плоскости сллового цилиндра 2 и двух силовых гибочных цилиндров 3, закрепленных шарнирно в вертикальной плоскости. Шток 4 цилиндра 2 тягами 5 связан с осями 6, на котррых закреплены гибочные ролики 7. Шток 8 каждого цилиндра 3 непосредственно связан с осью 9, на которой закреплен гибочный ролик 10. Оси 6 установлены с возможностью перемещения в пазах
11 , частично повторяющих профиль гибочных шаблонов 12, и выполненных с двумя участками, один из которых дуговой, а другой прямой, а оси 9 - в пазах 13, частично повторяющих профиль шаблонов 14. .1
Форма пазов 11 и 13, выполненных
в станине 1, обеспечивает в исходном положении гибочных роликов 7 и 10 зазор между ними и шаблонами 12 и 14 превьипающий диаметр трубы, а при работе - контакт роликов 7 и 10 с шаблонами 12 и 14 и огибание трубы роликами 7 и 10 по шаблонам 12 и 14. Шаблоны 12 и 14 выполнены на половину длины окружности одноребордными и закреплены жестко соответственно на осях 15 и 16, установленных с возможностью поворота на 180 в сторону обкатки шаблонов 12 и 14 роликами 7 и 10, каждая из которых связана с , одним из концов установленной на ней пружиной 17 или 18 кручения. Другие концы пружин 17 и 18 закреплены на станине 1. Шаблоны 12 и 14 снабжены упорами 19 и 20 и через них соединены шханками с продольными пазами 21 и 22 с осями 6 и 9 роликов 7 и 10.
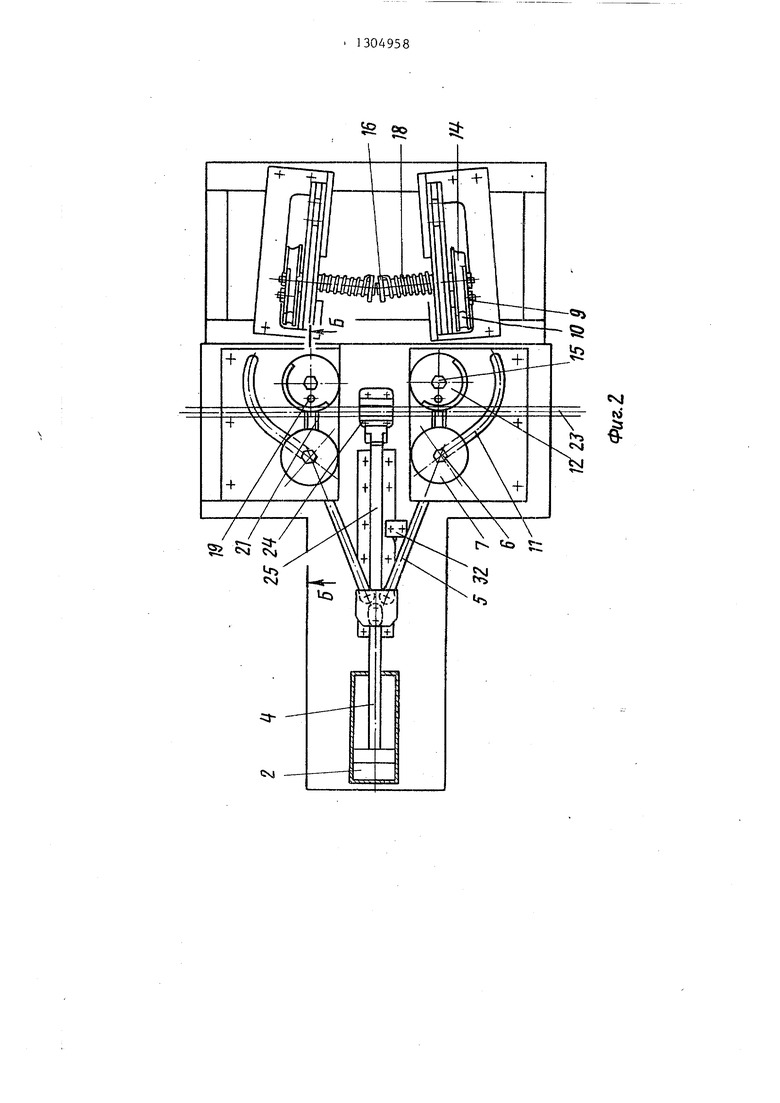
Упоры 10 и 20 установлены с возможностью перемещения в пазу станины 1- (фиг,5) и ограничивают поворот шаб
лонов 12 и 14 под действием пружин 17 и 18.
Для предварительной фиксации заготовки трубы 23 перед гибкой станок имеет ложемент 2Д, закрепленный на станине 1, и механизм зажима в виде двуплечего рычага 25, закрепленного шарнирно посредством оси 26 на станине 1. Двуплечий рычаг 25 установлен с возможностью контакта одним плечом с трубой 23, а другим в исходном положении - с упором 27, закрепленным пластиной 28 и осями 29 на
щтоке 4.
I Установки осей 6 в пазы 11 и осей 9 в пазы 13 полностью аналогичны.
Паз 11 под ось б выполнен в стен-: ках 30 и 31 станины 1, между которы- ми установлена на оси 6 тяга 5, а на конце оси 6 закреплен ролик 7.
На станине 1 закреплены датчик 32 положения, взаимодействующий со штоком 4, и датчик 33 положения, взаимо- действующий со штоком 8 цилиндра 3.
0:
Шаблоны 12 и 14 в исходном положении обращены к трубе 23 стороной с одной ребордой, что позволяет устано- 0 вить и снять трубу 23.
При работе устанавливают трубу 23 в ложемент 24 и подают масло под давлением в левую полость цилиндра 2, Шток 4 перемещает вправо упор 27 5 и тяги 5. При этом правый конец рычага 25 под действием собственного веса опускается и фиксирует трубу 23 в ложементе 24. Одновременно -перемещаются тягами 5 по пазам 1 оси 6, которые вначале подводят ролики 7 к шаблонам 12. Тяги 21 освобождают упоры 19 и под действием пружин 17 шаблоны 12 с осями 15 поворачиваются на 180 в сторону обкатки их роликами 7 до взаимодействия упора 19 со стенкой в станине 1..
Таким образом, непосредственно перед гибом шаблоны 12 повернуты двух- ребордной стороной, к роликам 7 и к 0 участкам трубы 23, подлежащим гибу. РОЛИ1СИ 7 огибают трубу 23 по шаблонам 12, При дальнейшем гибе концы трубы 23 входят в зазор между роликами 10 и шаблонами 14, В этот мо- 5 мент шток 4 давит на датчик 32, который срабатывает и подает управляющий сигнал на остановку цилиндра 2 и на подачу масла в нижние полости цилиндров 3,
5
Штоки 8 перемещают по пазам 13 оси 9, которые подводят ролики 10 к шаблонам 14. При этом аналогично гибу в горизонтальной плоскости тяги 22 освобождают упоры 20 и под действием пружин 18 шаблоны 14 с осями 16 поворачиваются на 180 в сторону обкатки их роликами 10. Таким образом, перед гибом в вертикальной плоскости шаблоны 14 двухребордной стороной повернуты к роликам 10 и к участкам трубы 23, подлежащим гибу в этой плоскости. Затем ролики 10 огибают концы трубы 23 по шаблонам 14.
При требуемом угле гиба шток 8 дачит на датчик 33, который срабатывает и подает сигнал на возврат цилиндров 2 и 3 в исходное положение. При этом цилиндры 2 и 3 возвращают в исходное положение ролики 7 и 10, оси которых 6 и 9 через тяги 21 и 22, упоры 19 и 20 поворачивают шаблоны 12 и 14 в исходное положение и закручивают пружины 17 и 18, аупор
отличающийся тем, что, с целью повышения производительности упрощения обслуживания и экономии энергозатрат, он снабжен упорами,
5 закрепленными на шаблонах пружинами, установленными на осях шабл онов и закрепленными одним концом на оси шаблона, а другим - на станине, планками, каждая из которых шарнирно
/О установлена на оси каждого гибочного ролика и выполнена с продольным пазом для взаимодействия с соответствующим упором шаблона, в станине выполнены пазы для осей гибочных роли-
5 ков узлов горизонтальной гибки с конфигурацией , аналогичной конфигурации пазов для осей гибочных роликов узла вертикальной гибки, узла горизонтальной гибки, конфигурация выполнена
20 аналогично узлам вертикальной гибки, при этом шаблоны выполнены со стороны, противолежащей станине, одноре- бордными на половину длины окружности и установлены с возможностью
27 давит на выступ рычага 25, пово- 5 поворота на 180° в сторону обкатки рачивая его также в исходное положе- их гибочными роликами, привод гибоч- ние. В исходном положении между ро-ных роликов узла горизонтальной гибликами 7 и шаблонами 12 и между роли- ки выполнен в виде силового цилиндра ками 10 и шаблонами 14 имеется за-и пары тяг, шарнирно связанных с осязор, превьш1ающий диаметр трубы 23, 30 и соответствующих гибочных роликов которая также освобождена от рычага 25. Шаблоны 12 и 14 при этом повернуи со штоком силового цилиндра, а привод гибочных роликов узла вертикальной гибки выполнен в виде двух силовых цилиндров, гаарнирно установ- 35 ленных на станине и связанных штоками с осью соответствующего гибочного ролика.
ты к трубе 23 одноребордной стороной Труба 23 снимается вручную поворотом вверх вокруг шаблонов 14, а станок готов к гибу следующей, трубы.
Формула изобретения
40
1. Станок для двусторонней гибки труб, содержащий смонтированные на станине узлы горизонтальной и вертикальной гибки, каждый из которых включает установленные на осях шаблоны с ручьями и гибочные ролики с при- 45 контакта одним плечом с упомянутым водом, а также механизм зажима узла упором горизонтальной гибки с ложементом, жестко закрепленным на станине, при этом оси гибочных роликов узла вертима выполнен в виде ложемента и упора, закрепленного на штоке силового ципиндра узла горизонтальной гибки и двуплечего рычага, шарнирно установленного на станине с возможность
3. Станок по п.1, отличаю щий с я тем, что он снабжен дат
кальной гибки- размещены в пазах ста- SO чиками положения, закрепленными на
НИНЫ, выполненных с прямолинейными участками для отвода роликов от шаблона и криволинейными участками для огибания роликами гибочных шаблонов.
049584
отличающийся тем, что, с целью повышения производительности, упрощения обслуживания и экономии энергозатрат, он снабжен упорами,
5 закрепленными на шаблонах пружинами, установленными на осях шабл онов и закрепленными одним концом на оси шаблона, а другим - на станине, планками, каждая из которых шарнирно
/О установлена на оси каждого гибочного ролика и выполнена с продольным пазом для взаимодействия с соответствующим упором шаблона, в станине выполнены пазы для осей гибочных роли-
5 ков узлов горизонтальной гибки с конфигурацией , аналогичной конфигурации пазов для осей гибочных роликов узла вертикальной гибки, узла горизонтальной гибки, конфигурация выполнена
20 аналогично узлам вертикальной гибки, при этом шаблоны выполнены со стороны, противолежащей станине, одноре- бордными на половину длины окружности и установлены с возможностью
5 поворота на 180° в сторону обкатки их гибочными роликами, привод гибоч- ных роликов узла горизонтальной гиб 30 и соответствующих гибочных роликов
и со штоком силового цилиндра, а привод гибочных роликов узла вертикальной гибки выполнен в виде двух силовых цилиндров, гаарнирно установ- 35 ленных на станине и связанных штоками с осью соответствующего гибочного ролика.
2. Станок по п.1, о т л и ч а ю
щ и и с я
тем, что механизм зажи-
контакта одним плечом с упомянутым упором
ма выполнен в виде ложемента и упора, закрепленного на штоке силового ципиндра узла горизонтальной гибки и двуплечего рычага, шарнирно установленного на станине с возможностью
контакта одним плечом с упомянутым упором
3. Станок по п.1, отличающий с я тем, что он снабжен дат-
чиками положения, закрепленными на
станине с возможностью взаимодействия со штоками силовых цилиндров в их крайних положениях для обеспечения последовательности их работы.
003
PNJ
А-А
-, 30 Фиг.3
/ / /
31 5 6
21
Вид В
Б-Б
.
s
21
ФигМ
Фиг.5
Составитель И.Ковригина Редактор Н.Тупица Техред М.Ходанич Корректор Л.Патай
Заказ 1370/10 Тираж 733 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для двухсторонней гибки труб | 1986 |
|
SU1449176A1 |
| Станок для изготовления деталей с двумя отогнутыми концами, преимущественно рулей велосипедов | 1988 |
|
SU1530287A1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ГИБКИ ТРУБЫ | 2014 |
|
RU2553322C1 |
| Станок для изготовления деталей из труб | 1981 |
|
SU1015966A1 |
| Трубогибочный станок | 1976 |
|
SU662196A1 |
| Станок для двусторонней гибки труб | 1984 |
|
SU1292868A1 |
| УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ГИБКИ СТЕРЖНЕВЫХ ЗАГОТОВОК | 2009 |
|
RU2447961C2 |
| Станок для пространственной гибки труб | 1989 |
|
SU1609530A1 |
| Устройство для гнутья | 1978 |
|
SU733778A1 |
| Устройство для двухсторонней гибки профилей | 1990 |
|
SU1764739A1 |
Изобретение относится к обработке металлов давлением, в частности к трубогибочному производству, и позволяет повысить производительность, упростить обслуживание станка и сэкономить энергозатраты. Станок содержит два узла гибки - горизонтальный и вертикальный. Гибочные шаблоны 12 и 14 и. гибочные ролики 7 и 10 обоих узлов выполнены и установлены одинаково. Узел горизонтальной гибгси содержит один силовой цилиндр 2, а узел вертикальной гибки - два силовых цилиндра 3. Гибочные шаблоны выполнены на половину длины окружности со стороны, противоположной станине одноребордными и установлены с возможностью поворота на 180 в сторону обкатки их гибочными роликами. Такое выполнение и установка шаблонов позволяют облегчить съем готовых изделий. 2 з.п. ф-лы, 5 ил. с ( 25 2J 26 Г + . + (Л со о 4 СО ел 00 Фие. 1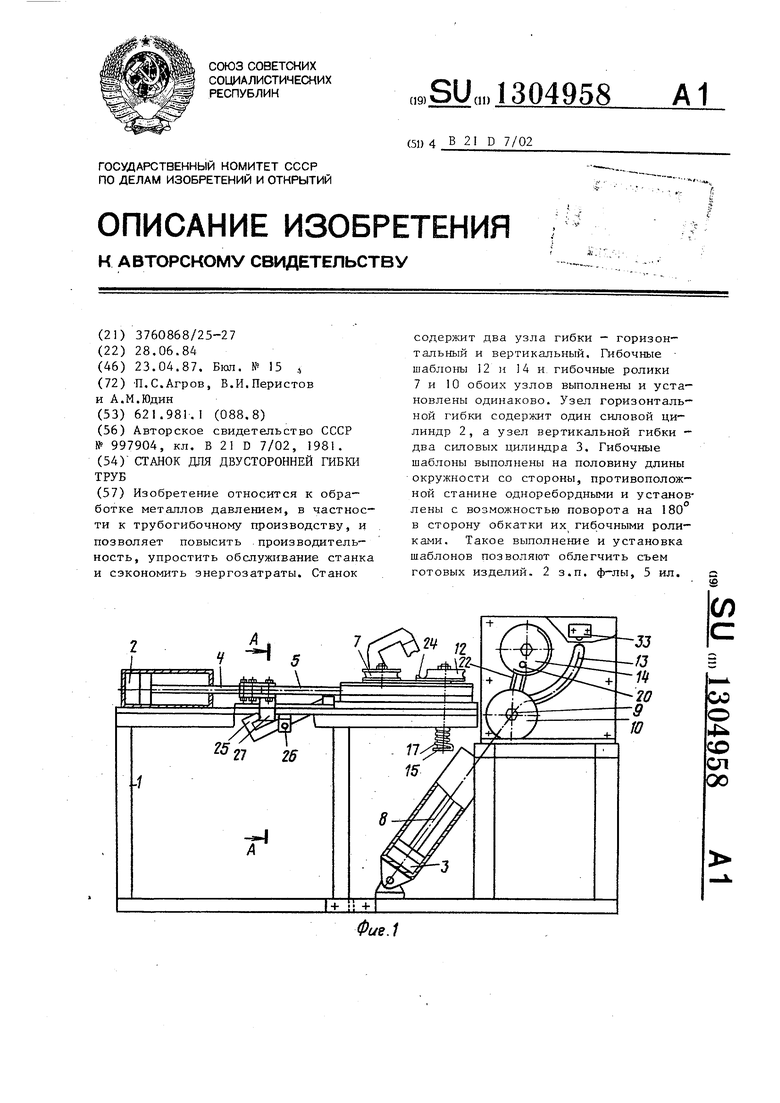
| Станок для двусторонней гибки деталей из труб | 1981 |
|
SU997904A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
