Изобретение относится к обработке металлов давлением.
Цель изобретения - повышение производительности труда йутем сок ращения переходов гибки и улучшение качества получаемых деталей.
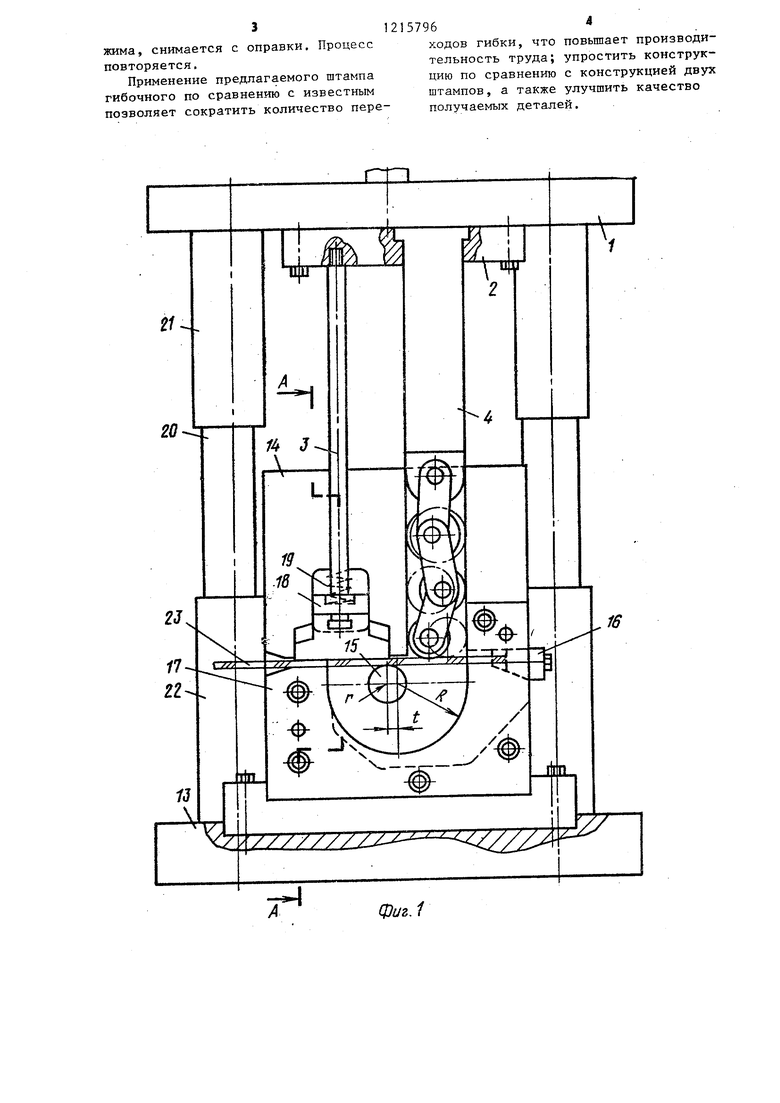
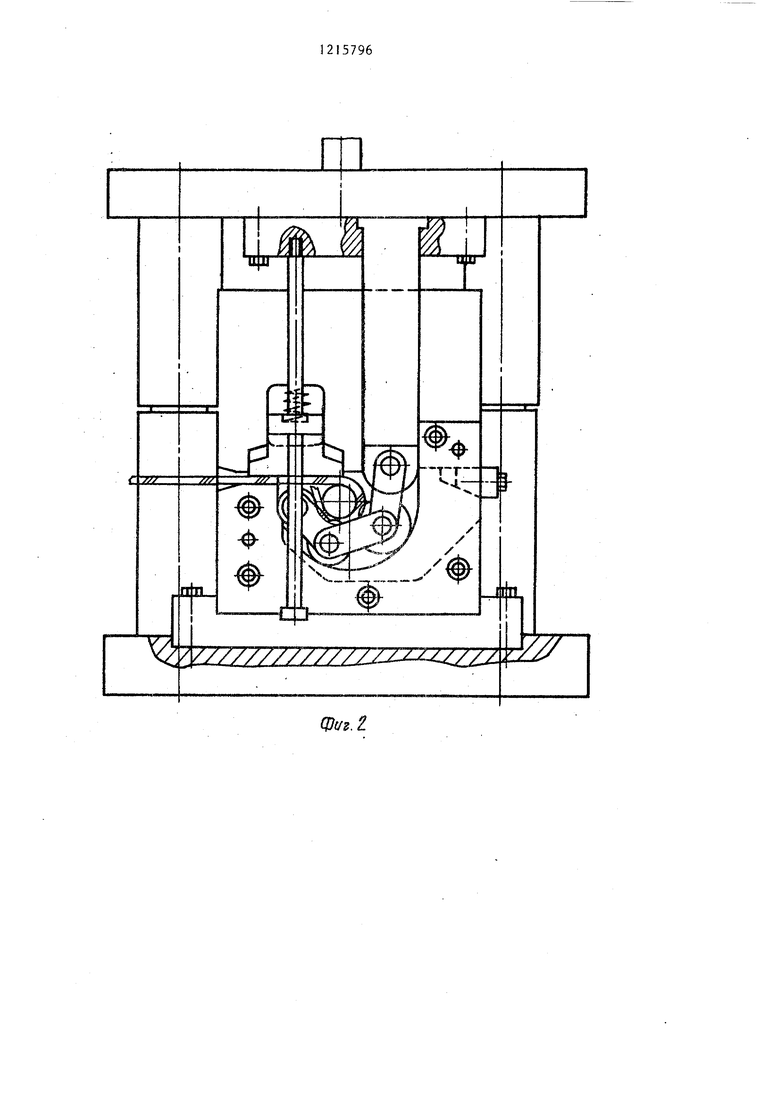
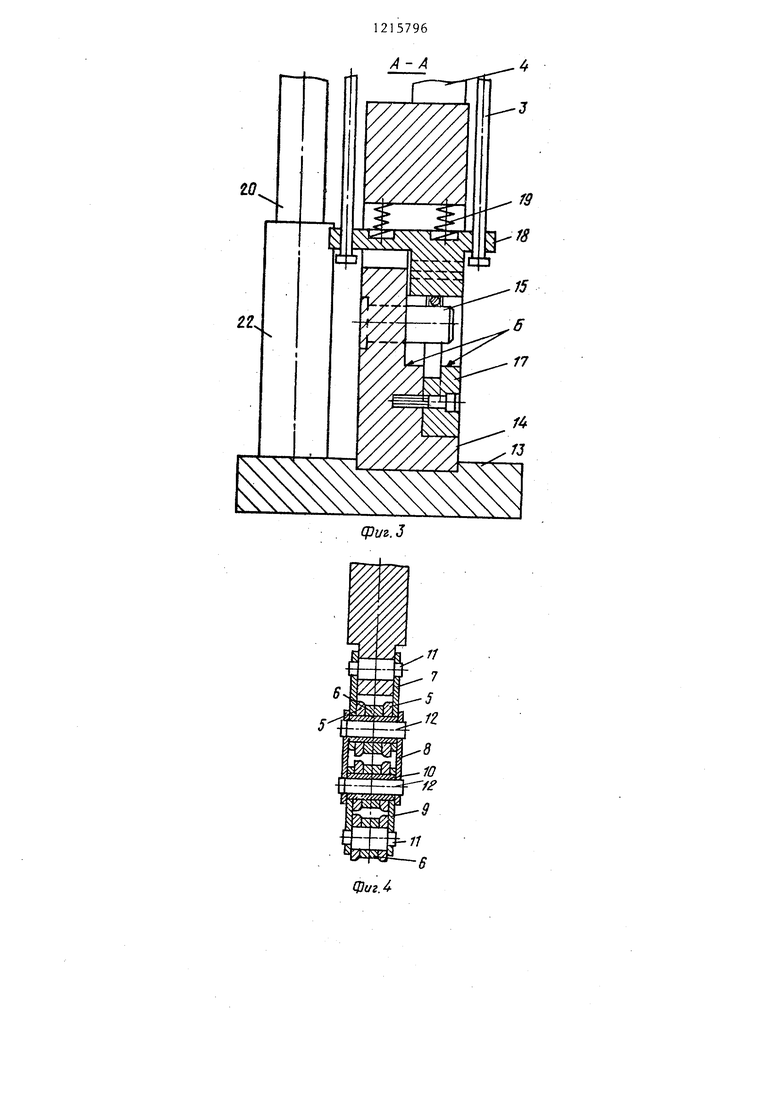
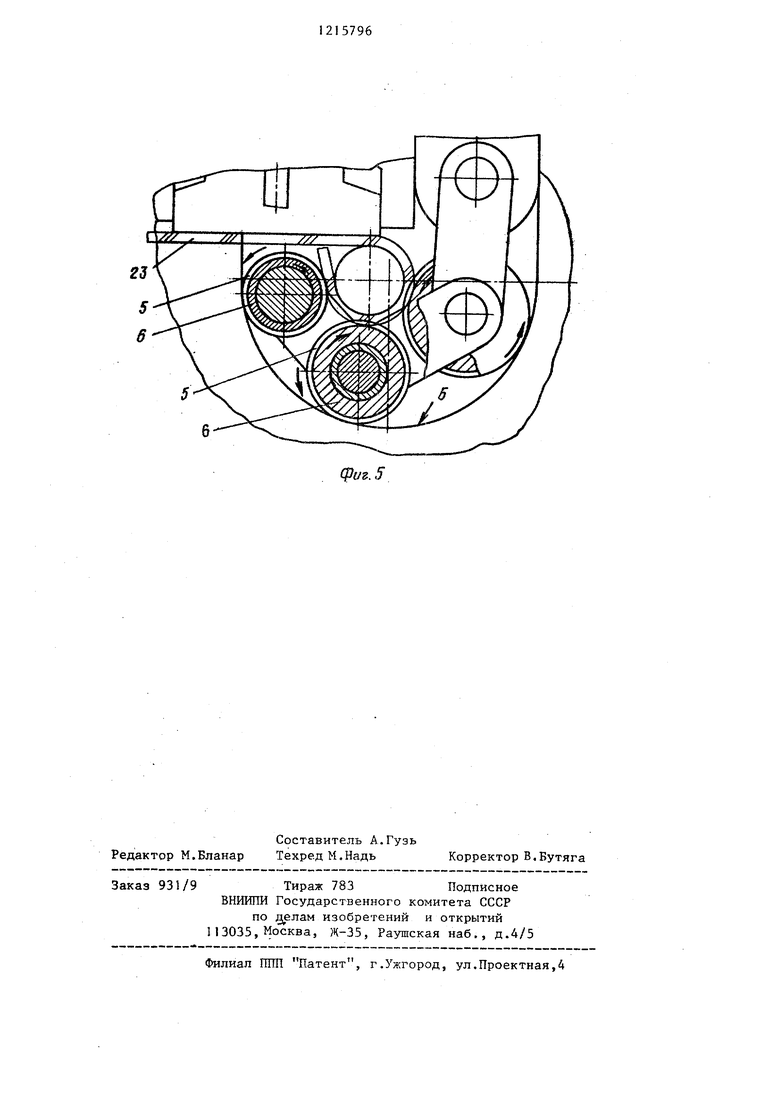
На фиг. 1 показан штамп в первоначальный момент гибки; на фиг.2 - то же, в конечный момент гибки; на фиг. 3 - разрез А-А на фиг.1; на ||)игТ 4 - гибочный пуансон, разрез по оси симметрии; на фиг. 5 - разре гибочного пуансона, положение гибочных роликов относительно поверхности изогнутой детали и положение направляющих роликов относительно направляющей поверхности Б, а также врщения направляющих и гибочных роликов в процессе гибки.
Штамп для гибки петель состоит из установленных на подвижной плите 1 с помощью державки 2 тяг 3, пуансона, состоящего из стойки 4, цепи из наборов направляющих 5 и гибочных 6 роликов-, соединениях между собой стойкой f с помощью соединительных звеньев, состоящих из планок 7-9, втулок 10, осей 1) и 12, установленной на основании ГЗ обоймы 14 с направляющим пазом и цилиндрической оправкой 15 упором 16, боковиной 17, прижимом 18, одетым на тяги 3, подпружиненного пружинами 19.
Направление подвижной плит ы щтам па осутцествляется с помощью колонок 20 и втулкой 21. На колонки 20 одеты ограничители 22, закрытой высоты,
Конструктивно центр цилиндрической поверхности Б обоймы 14 и боковины 1 7 , выполненньгх по радиусу К , смещен от центра поверхности оправки 15, выполненной по радиусу на растоянии i , что позволяет в конце хода ползуна пресса обжимать деталь по оправке,, а в начале хода вверх освобождать гибочные 6 и направляющие 5 ролики от контакта с деталью и криволинейной поверхностью Б обоймы 14 и боковины 17 и свободно возвращать пуансон в исходное положение .
Ролики 5 и б в наборах пуансона выполнены с увеличением наружных диаметров от конца цепи к стойке 4 так, что в конце хода пуансона компенсируется расстояние t между центрами оправки 15 и криволинейной поверхности Б и обжимается деталь по оправке.
В исходном положении штампа, когда ползун пресса находится вверху
заготовка 23 укладывается в паз, выполненный горизонтально в обойме, на оправку 15 до упора 16. В начале хода ползуна вниз заготовка 23 прижимается прижимом 18 под действием
0 пружин 19 к поверхности паза обой- Miii 14 и к оправке 15. Пуансон, дос- тигнув первым гибочным роликом 6 - заготовки и начав ее изгибать, занимает положение в обойме 14 змей5 кой слева направо или справа налево.
При дальнейшем ходе ползуна вниз первый направляющий ролик 5 катится по направляюшей поверхности Б обой0 мы 14 н боковины 17, а первый гибочный ролик 6 катится по заготовке 23, огибая ее вокруг оправки 15, В зто же время последующие направляющих 5 и гибочных 6 роликов, прео5 долевая усилие гибки, катятся направляющими роликами 5 по ггрямолиней- ным поверхностям обоймы 14 и боковины 17 вниз.
Второй набор направляющих роли- 0 ков 5 и гибог ного ролика 6, достигнув .гибочным роликом 6 поверхности заготовки 23, также начинает катиться по заготовке и изгибать ее вокруг оправки 15, а направляющие ролики 5 в зто же время достигают поверхности Б обоймы 14 и боковины 17. То же самое происходит и со всеми после- . .дующими наборами направляющих 5 и гибочного 6 роликов.
Б конце хода пресса все направляющие ролики 5 пуансона находятся в жестком контакте с криволинейной поверхностью Б обоймы 14 и боковины 17, а все гибочные ролики 6 пуансона в это же время обжимают изогнутую по оправка 15 деталь.
При обратном ходе ползуна вверх все гибочные 6 и направляющие 5 ролики, катясь по поверхности детали и по криволинейной поверхности Б обоймы 14, освобождаются от жесткого контакта с деталью и направляющей поверхностью Б обоймы 14 и боковины 17, пуансон свободно возвращается в исходное положение. В конце хода 5 ползуна вверх тяги 3, воздействуя иа прижим 18, который, преодолевая усилие пружин 19, поднимается вверх, деталь, освобожденная от усилия при5
0
5
0
жима, снимается с оправки. Процесс повторяется.
Применение предлагаемого штампа гибочного по сравнению с известным позволяет сократить количество переходов гибки, что повьппает производительность труда; упростить конструкцию по сравнению с конструкцией двух штампов, а также улучшить качество получаемых деталей.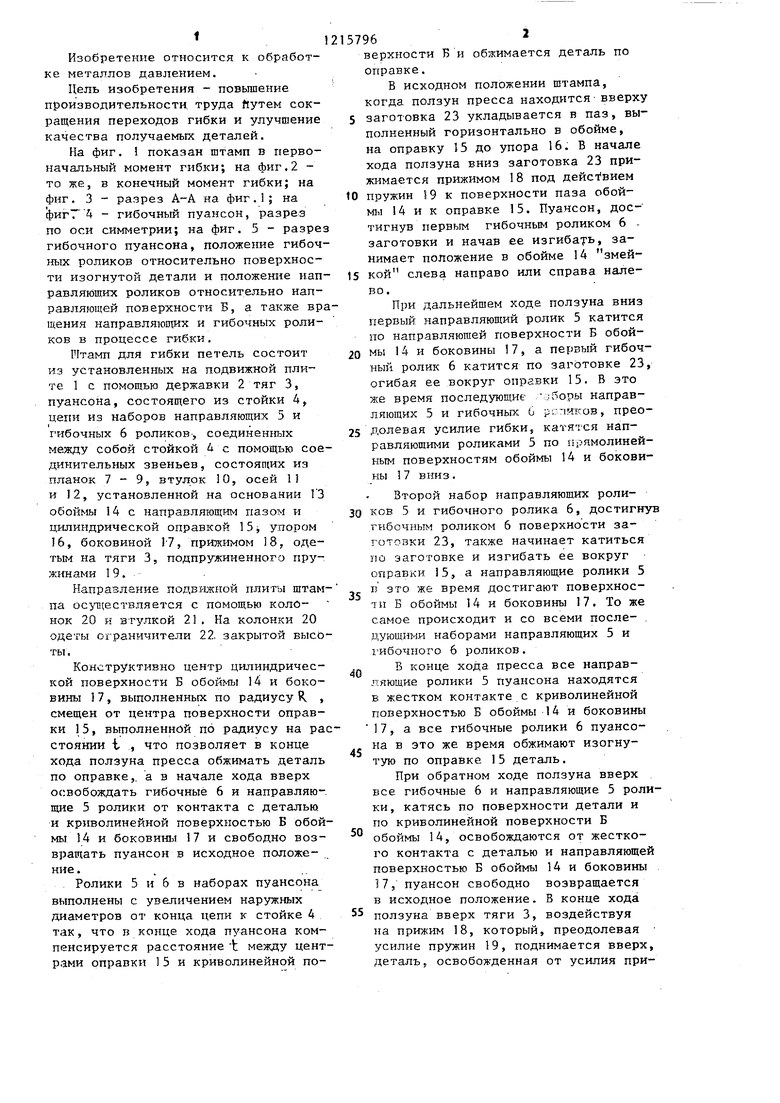
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки деталей,преимущественно,типа восьмерки | 1985 |
|
SU1304960A1 |
| Штамп гибочный | 1978 |
|
SU753517A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОГНУТЫХ ДЕТАЛЕЙ ИЗ ПРУТКА | 2007 |
|
RU2364458C2 |
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| Совмещенный штамп для гибки деталей типа крючок | 1987 |
|
SU1532132A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОГНУТЫХ ДЕТАЛЕЙ ИЗ ПРУТКА | 2002 |
|
RU2233205C1 |
| Штамп для изготовления коушей | 1990 |
|
SU1738436A1 |
| Штамп для изготовления деталей типа скобы | 1981 |
|
SU1076168A1 |
| Штамп для изготовления петель на концах лент | 1984 |
|
SU1235597A1 |
| Штамп для гибки скоб из прутковой заготовки | 1981 |
|
SU1015965A1 |
Фиг.1
//////////// /..j....
W//
(Hui.l
zo
zz.
(риг.З
дЗиг.5
Редактор М.Бланар
Составитель А.Гузь Техред М.Надь
931/9 Тираж 783 Подписное ВНИИПИ Государственного комитета СССР
по jjenaM изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Филиал пгат Патент, г.Ужгород, ул.Проектная,4
Корректор В.Бутяга
| Фогельман Г.А | |||
| Альбом конструкций з иверсальных штампов, блоков и узлов для холодной штамповки.-М.; Машиностроение, 1980, с | |||
| Машина для разделения сыпучих материалов и размещения их в приемники | 0 |
|
SU82A1 |
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
| Мещерин В.Т | |||
| Листовая штамповка | |||
| Атлас схем | |||
| М | |||
| : Машиностроение, 1975, с | |||
| Капельная масленка с постоянным уровнем масла | 0 |
|
SU80A1 |
| Приспособление для воспроизведения изображения на светочувствительной фильме при посредстве промежуточного клише в способе фотоэлектрической передачи изображений на расстояние | 1920 |
|
SU172A1 |
