Изобретение относится к станкостроению и может быть использовано в станках для получения оптических деталей с асферическими поверхностями, в том числе зеркал телескопов.
Цель изобретения повьппение точности и качества обработки асферических поверхностей путем уменьшения влияния погрешностей формообразу- нодик движений и снижения высоты -мик- ронеровностей.
При реализации известного способа режущая кромка резца перемещается по плоской кривой, тогда как в предло -
женном способе эта кривая пространст венная. Это предполагает определение накопленной погрешности перемещений в известном способе по закону алгебраического суммирования, а в предложенном способе - по закону геометри ческого суммирования, что всегда дает меньшую величину итоговой погрешности.
Так как кинематика станков предполагает вращение ее элементов в основном вокруг горизонтальных и вертикальных осей, то при силовых пере- мешениях режущего инструмента по пространственной кривой обеспечивается дополнительный натяг системы СПИД вдоль всех осей кинематических звеньев станка, тогда как при одноплос- костной схеме движений формообразования силовое замыкание и натяг обеспечиваются только по группе осей, перпендикулярных плоскости, в которой осуществляются движения формообразования, В итоге полный натяг в системе СПИД по предложенному способу повышает его точность I
На фиг. 1 схематически показано взаимодействие обрабатываемого изделия и инструмента, закрепленных в
приводном и позиционном шпинделях ак- движений круговых подач во взаимно
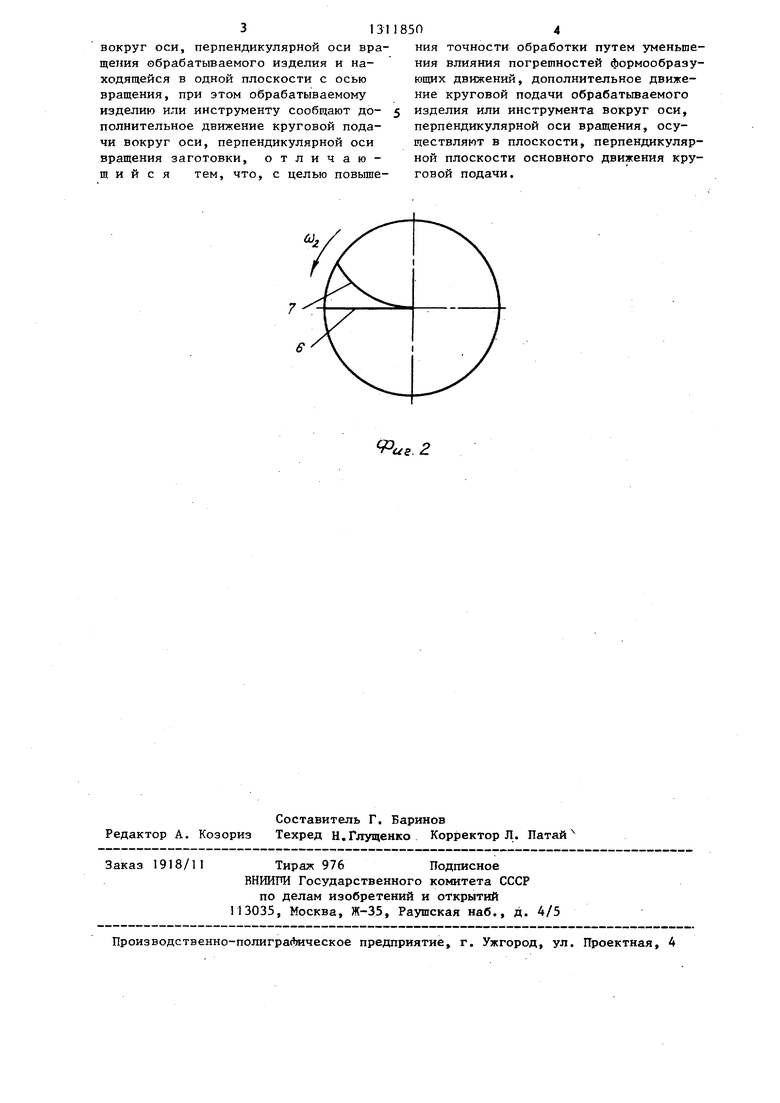
сонометрия; на фиг. 2 - проекция на
плоскость получаемой асферической
поверхности и следа режущей кромки
инструмента согласно известному и
предлагаемому способам..jg
На фиг. 1 и 2 приняты следующие обозначения: СО, - направление вращения позиционирующего шпинделя обрабатываемого изделия; со - направление вращения обрабатываемого изделия COj - направление вращения позиционирующего шпинделя инструмента.
Штриховыми линиями показаны траектории перемещения в пространстве
перпендикулярных плоскостях уменьша ет их суммарную погрешность по срав нению с одноплоскостными движениями формообразования, что позволяет повысить точность технологической сис темы.
Ф. ормула изобретени
Способ обработки асферических по верхностей вращения, при котором об рабатываемому изделий сообщают вращательное движение резания, а инструменту - круговое движение подачи
Ю
режущей кромки резца и обрабатываемого изделия.
Обрабатываемое изделие I устанавливается в шпиндель 3 вращательного движения вокруг горизонтальной оси. К шпинделю 3 крепится позиционирующий шпиндель 4 обрабатываемого изделия. Оси шпинделей 3 и 4 находятся в одной плоскости и взаимно перпендикулярны. Инструмент 2 крепится под углом 90 к позиционирующему шпинделю 5 через который инструменту 2 со-. общают вращательное движение вокруг горизонтальной оси в вертикальной
15 плоскости. Все шпиндели станка для осуществления способа имеют аэростатические опоры. Для обработки высокоточных .асферических поверхностей порядков путем синхронизации
20 вращений СО, и W, с целью получения криволинейной поверхности, близкой к теоретической, необходимо применять ЭВМ.
На фиг. 2. показана проекция 6 следа режущей кромки инструмента при осуществлении известного способа.
Для осуществления предлагаемого способа режущую кромку инструмента 2 приводят в контакт с обрабатываемым изделием 1 в его центре. Далее обрабатываемому изделию 1 сообщается быстрое врагаательное движение в направлении Uj,. Необходимые асферические поверхности получают путем синхронизированных вращений СО, и и позиционирую.щих шпинделей 4 и 5 обрабатываемого изделия и инструмента. В результате режущая кромка инструмента 2 описывает на обрабатываемой поверхности пространственную кривую 7.
Осуществление формообразующ 1х
перпендикулярных плоскостях уменьшает их суммарную погрешность по сравнению с одноплоскостными движениями формообразования, что позволяет повысить точность технологической системы.
Ф. ормула изобретения
Способ обработки асферических поверхностей вращения, при котором обрабатываемому изделий сообщают вращательное движение резания, а инструменту - круговое движение подачи
3131
вокруг оси, перпендикулярной оси вращения обрабатываемого изделия и находящейся в одной плоскости с осью вращения, при этом обрабатываемому изделию или инструменту сообщают дополнительное движение круговой подачи вокруг оси, перпендикулярной оси вращения заготовки, отличающийся тем, что, с целью повьше85П4
ния точности обработки путем уменьшения влияния погрешностей формообразующих движений, дополнительное движение круговой подачи обрабатьгоаемого
; изделия или инструмента вокруг оси, перпендикулярной оси вращения, осуществляют в плоскости, перпендикулярной плоскости основного движения круговой подачи.
Составитель Г. Баринов Редактор А. Козориз Техред Н.Глущенко Корректор Л. Патай
1918/11
Тираж 976 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
и,.г
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ механической обработки асферических поверхностей вращения | 1985 |
|
SU1304987A1 |
| Способ управления процессом механической обработки | 1985 |
|
SU1399071A1 |
| Устройство для обработки криволинейных поверхностей | 1981 |
|
SU984693A1 |
| Способ обработки асферических поверхностей резанием и устройство для его осуществления | 1991 |
|
SU1816532A1 |
| Способ обработки асферических поверхностей резанием и устройство для его осуществления | 1991 |
|
SU1816531A1 |
| Устройство для получения асферических поверхностей | 1978 |
|
SU766752A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ВТОРОГО ПОРЯДКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2170161C2 |
| Устройство для обработки профильных валов с равноосным контуром | 1981 |
|
SU998102A1 |
| Устройство для обработки асферических поверхностей точением | 1990 |
|
SU1759563A1 |
| СПОСОБ ФОРМИРОВАНИЯ ДИСКРЕТНЫХ ПРОФИЛЬНЫХ СТРУКТУР РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ПЕЧАТНОЙ ФОРМЫ НА МЕТАЛЛОРЕЖУЩЕМ СТАНКЕ | 2007 |
|
RU2356704C2 |
Изобретение относится к области точного машиностроения и может быть использовано при создании станков с ЧПУ для обработки осесимметричных криволинейных поверхностей прецизионным алмазным точением. Целью изобретения является повьшение точности и качества обработки асферических поверхностей путем уменьшения влияния погрешностей формообразующих движений и снижения высоты микронеровностей. Режущую кромку инструмента 2 приводят в контакт с обрабатываемым изделием 1 в его центре. Далее изделию 1 сообщается вращательное движение О Необходимые асферические поверхности получают путем синхронизированных вращений СО, и tOj позицио- нирзпощих шпинделей 4 и 5 обрабатываемого изделия и инструмента. В результате режущая кромка инструмента 2 описывает на обрабатываемой поверхности пространственную кривую. 2 ил. § (Л с эо ел V. (Jj (Ри.1
| Цеснек Л | |||
| С | |||
| и др | |||
| Металлические зеркала | |||
| М.: Машиностроение, 1983, с | |||
| Ударно-долбежная врубовая машина | 1921 |
|
SU115A1 |
