Изобретение относится к упаковочной технике и может быть использовано в пищевой и химической отраслях промышленности.
Цель изобретения - повышение ка честна при сваривании запыленных поверхностей.
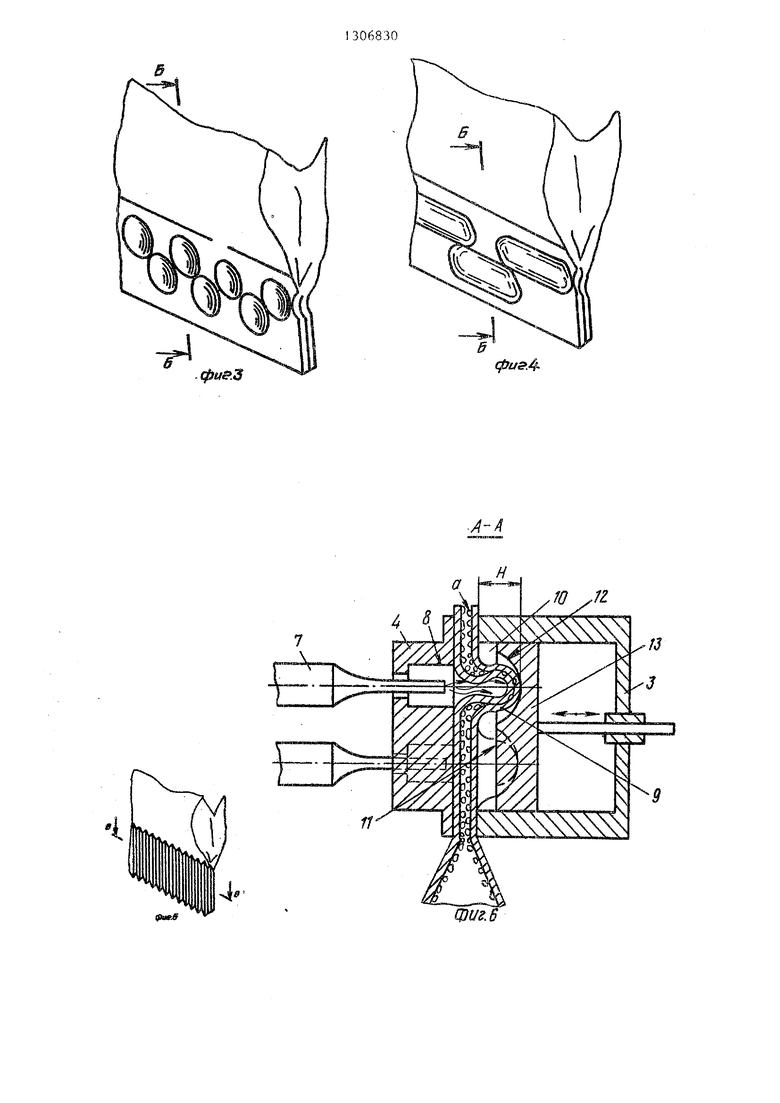
На фиг,1 показана схема сваривания полимерных пленок, вариант выполнения сварного соединения в форме за клепок; на фиг,2 - то же, вариант выполнения сварного соединения с прямым рифлением на фиг,3 - сварное соединение, в форме круглых заклепок; на фиг,4 - то же, в форме овйльных заклепок; на фиг,5 - то же, с прямым рифлением; на фиг,6 - сечение А-А на фиг,1; на фиг,7 - сечение Б-Б на фиг,3, на фиг,4; на фиг,8 сечение В-В на фиг,5,
Пример 1, Устройство для сваривания рукава 1 полимерной пленки с продуктом 2 с частицами пыли q содержит прижимы 3 и 4 для передней и задней стенок 5 и 6 рукава патрубки 7 для подачи горячего воздуха в отверстия 8 прижима 4, Для формования деформированной сферической поверхности 9 служит камера Ю, она образована прижимами 3 и 4, Фор- мующей рабочей поверхностью П и сферическими выемками 12 матрицы 13, Поверхность 1 и выемки 12 выполнены с актиадгезионным покрытием.
Рукав 1 полимерной пленки, зава- ренный с одной стороны и заполненный дозой сыпучегр пылящего продукта 2, помещают между прижимами 3 и 4 для наложения друг на друга передней и задней стенок 5 и 6 рукава 1 , между которыми находятся частицы пыли а продукта 2, Фиксируют их между собой в сведенном положении.
Включают систему подачи теплоноси теля горячего воздуха, температура которого равна температуре пленки,, через патрубки 7, расположенные в . шахматном порядке в отверстиях 8 прижима 4, Участки стенок 5 и 6 рукава 1, разогревают до температуры текучести в зоне интенсивного разогрева, ограниченной диаметром отверстий 8
в прижиме 4, Площадь разогретых пооверхностей увеличивают при темпера-
туре размягчения путем принудительной деформации под давлением подаваемого воздуха. Образуют увеличеннут сферическую поверхность 9, заполняю
-
5 0
5
j
0
щую камеру 10, которая ограничен: лоперхностью прижима 4, поверхностью стенок 5 и 6 рукава 1, корпусом прижима 3 и формуюгаей рабочей поверхностью 11.со сферическими выемками 12 матрицы 13, расположенными соосно с патрубками 7,
Сварку осудествляют матрицей 13, имеющей температуру ниже температуры плавления пленки, при передвижении ее в направлении к прижиму 4 в направлении, обратном направлению подачи горячего воздуха через патрубки 7, и зажатии участков деформированной сферической поверхности 9 пленки по замкнутой поверхности, в частности по кольцу в зонах Ь и В , Сварной шов по замкнутой поверхности (кольцу образуется после смыкания плоскости прижима 4 и поверхности 1 прижима 3, по периферии отверстий 8 прижима 4 и выемок 12,
После завершения процесса сварки матрицу 13 возвращают в исходное положение. Прижимы 3 и 4 расходятся, готовый пакет 14 отрезают и отводят, цикл повторяется.
Если заклепки расположены в шахматном порядке, то сварной шов образует заклепки, примыкающие одна к другой, обеспечивая качественное соединение, при котором целостность свариваемых пленок не нарушается, Сварка пленок происходит по кольцу в основном внешними поверхностями пленок в зонах S и Ь , свободными от цыли, а между свариваемыми пленками уменьшается степень запыленности пленки по всей образующей заклепки, Следовательно, увеличивается свариваемость пленок за счет образования участков свободных от пыли,
В зависимости от формы отверстий 8 в прижиме 4 и выемок 12 на матрице 13 и в зависимое и от их расположения j сварной шов может иметь элипсную или овальную форму. Изменяя размер камеры 10 путем перемещения матрицы 3 вдоль оси прижимов 3 и 4 можно задавать различную величину растяжения разогретого участка пленки в зависимости от ее толщины и степени за- пьшенности, не допускания разрыва пленки.
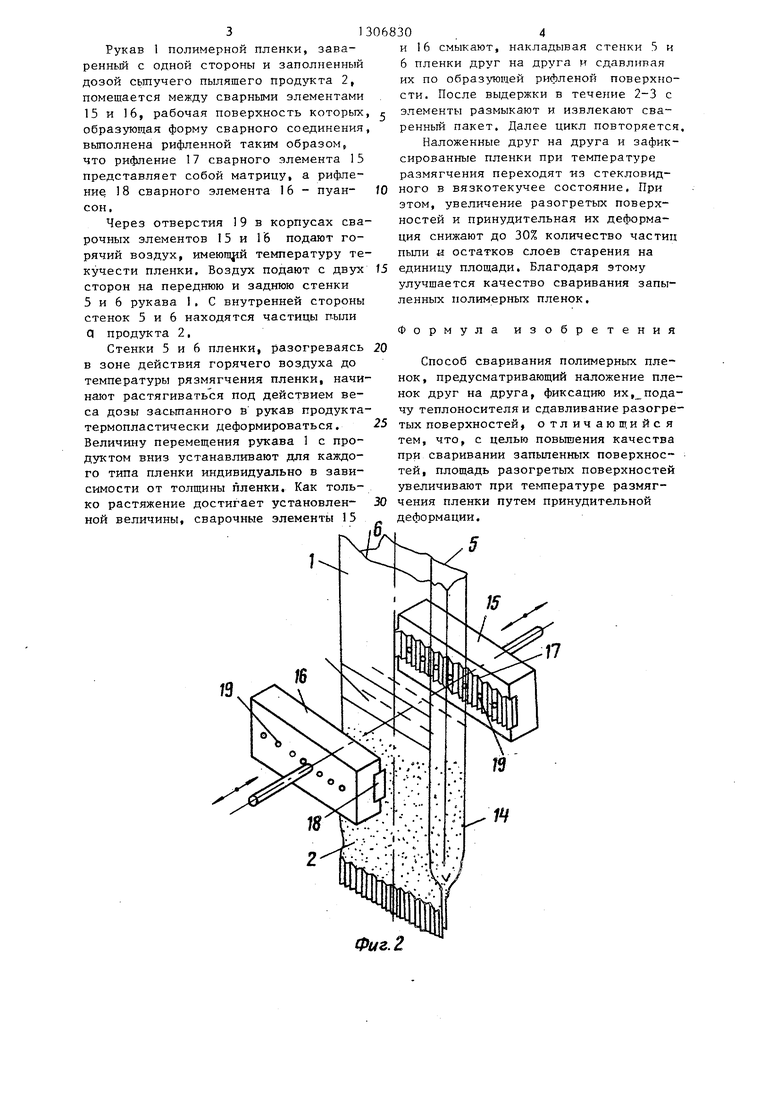
Пример 2, Для сваривания используют сварные элементы 15 и 16 с рифлениями 17 и 18 и отверстиями 19,
Рукав 1 полимерной пленки, зава- ренньш с одной стороны и заполненный дозой сьшучего пылящего продукта 2, помещается между сварными элементами 15 и 16, рабочая поверхность которых образующая форму сварного соединения вьшолнена рифленной таким образом что рифление 17 сварного элемента 15 представляет собой матрицу, а рифление 18 сварного элемента 16 - пуан- сон,
Через отверстия 19 в корпусах сварочных элементов 15 и 16 подают горячий воздух, имеюпц1Й температуру текучести пленки. Воздух подают с двух сторон на переднюю и заднюю стенки 5 и 6 рукава I, С внутренней стороны стенок 5 и 6 находятся частицы пыли О продукта 2,
Стенки 5 и 6 пленки, разогреваясь в зоне действия горячего воздуха до температуры рязмягчения пленки, начинают растягиваться под действием веса дозы засыпанного в рукав продуктатермопластически деформироваться. Величину перемещения рукава 1 с продуктом вниз устанавливают для каждого типа пленки индивидуально в зависимости от толщины пленки. Как только растяжение достигает установленной величины, сварочные элементы 15
13
fО
t5
0
5
0
и 16 смыкают, накладывая стенки 5 и 6 пленки друг на друга и сдавливая их по образующей рифленой поверхности. После выдержки в течение 2-3 с элементы размыкают и извлекают сваренный пакет. Далее цикл повторяется. Наложенные друг на друга и зафиксированные пленки при температуре размягчения переходят из стекловидного в вязкотекучее состояние. При этом, увеличение разогретых поверхностей и принудительная их деформация снижают до 30% количество частип пыли и остатков слоев старения на единицу площади. Благодаря этому улучщается качество сваривания запыленных полимерных пленок.
Формула изобретения
Способ сваривания полимерных пленок, предусматривающий наложение пленок друг на друга, фиксацию их,подачу теплоносителя и сдавливание разогретых поверхностей, отличающийся тем, что, с целью повышения качества при сваривании запыленных поверхностей, площадь разогретых поверхностей увеличивают при температуре размягчения пленки путем принудительной деформации.
Фиг. 2
фи.З
(pus.4
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упаковки в термосклеивающуюся пленку сыпучих материалов и устройство для сварки пленки | 1981 |
|
SU1027084A1 |
| Способ упаковывания пылящих продуктов в термосвариваемую пленку | 1988 |
|
SU1578031A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ МЕШКОВ ИЗ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
SU1697370A1 |
| Способ сварки термопластичных пленок и устройство для его осуществления | 1979 |
|
SU897546A1 |
| СПОСОБ ПРОИЗВОДСТВА ЯЧЕИСТОГО ПОЛОТНА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2599303C2 |
| Способ автоматического изготовления, наполнения продуктом и запечатывания мешков из рукавной полимерной пленки | 1989 |
|
SU1792877A1 |
| Способ сварки горловин пакетов из полимерных пленочных материалов | 1984 |
|
SU1219398A1 |
| СПОСОБ ПЛОЩАДНОГО СВАРИВАНИЯ ДЕТАЛЕЙ ИЗ ТЕРМОПЛАСТОВЫХ ЗАГОТОВОК ПОЗИСТОРНЫМ СВАРНИКОМ | 2004 |
|
RU2254236C1 |
| СПОСОБ СМЫСЛОВА ДЛЯ СКРЕПЛЕНИЯ ТЕРМОПЛАСТОВОЙ ДЕТАЛИ С НЕСВАРНОСПОСОБНОЙ С НЕЙ ДЕТАЛЬЮ | 2000 |
|
RU2200091C2 |
| Устройство для сварки термопластичных пленок | 1982 |
|
SU1073113A1 |

Изобретение относится к упаковочной технике. Может быть использовано в пищевой и химической промьппФиг,1 ленности. Позволяет повысить качество сварного соединения при сварке пленок, загрязненных пылящими материалами. Теплоноситель (горячий воздух) подают на наложенные одна на другую и зафиксированные в сведенном положении прижимами 3 и 4 стенки 1 и 2 пленочного рукава с порцией сыпучего пылящего продукта. Площадь разогретых поверхностей увеличивают при температуре размягчения пленки путем принудительной деформации. Сварное соединение образз ют в виде заклепок или рифлений. Увеличение площади пленок снижает до 30% количество частиц пыли и остатков .слоев старения на единицу площади. 8 ил. 6 5 i (Л --3 ОО О О5 00 со W
да
а
/J
(puff
Редактор И, Сегляник
Составитель А. Горбачева
Техрел Н.Глущенко Корректор М. Шароши
Заказ 1489/17Тираж 646Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Способ сварки материалов, имеющихпОлиМЕРНОЕ пОКРыТиЕ, и уСТРОйСТВОдля ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU821169A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для заполнения и запечатывания пакетов из термопластичного материала | 1980 |
|
SU878665A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
