Изобретение относится к н|)окатн()1у нрои;шо;1ству и может быть использовано ири прокатке сортовых и ({ - нных профи- .leii в сдвоенном виде с последующим разделением их в .холодном состоянии.
Цель изобретения улуч1пение качества мест разделения и повьпненпе ироизводи- тельности процесса прокатки.
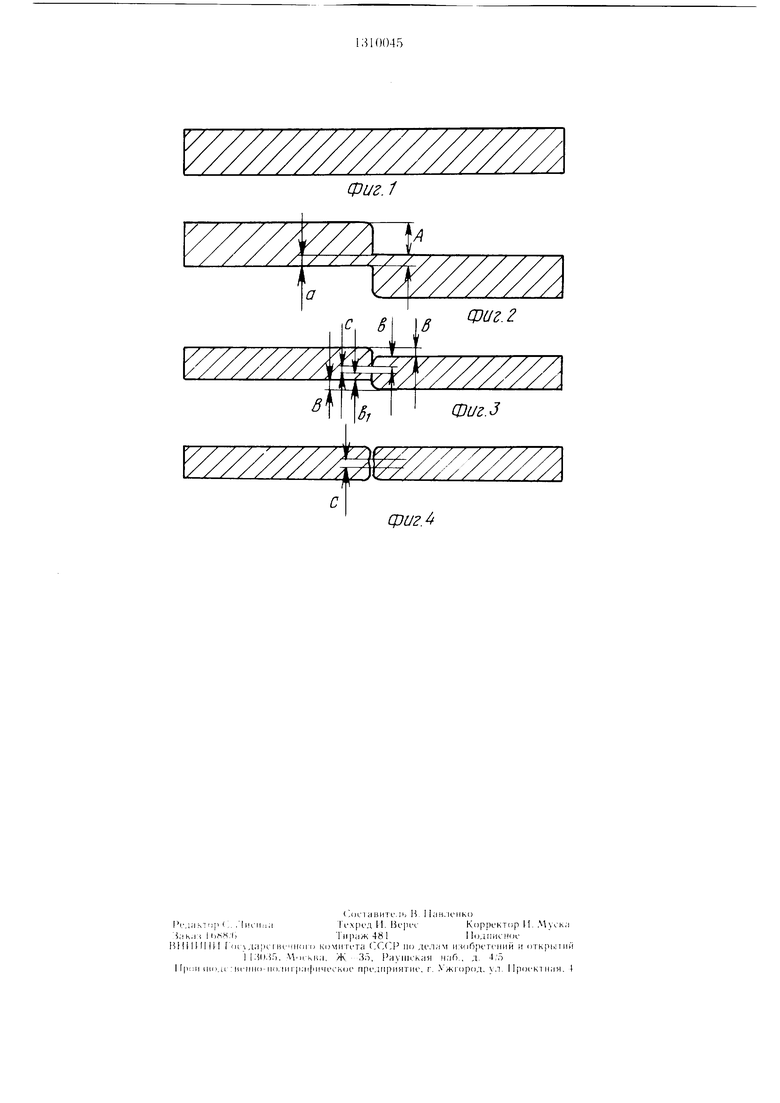
На фиг. 1 схематически показана заготовка в сдвоенном виде перед прокаткой в предчисговом ка;1ибре; па фиг. 2 схема nepeoio biTana сдвига в орячем состоянии одноГ) части про(|)иля относительно другой в нредчнстовом калибре; на 4 нг. i3 схема BTopoi o этапа сдвига в горячем состоянии в чистовом ка.шбре; на . 4 - схема сдвига 4acTeii ripoijiH. m с их разделением носле ох.таждения.
Согласно снособу нрокагки сортовьгх и фасонных профиле сдвоенный, например, полосовой профиль (фп1 1 ) п|1()катывают в предчистовом ка.тибре ((|)иг. 2). в котором производят первый VTan сдвига (X Uioii частн профиля относительно дру1()11 в горячем состоянии па ве.чичину «.Л, при утом обе ноловииы нро())нля остаются соедипеип1)1ми перем1)1чкой «а, обеспечивающей совместную нрокагкч сдвпн ть1 часгей про({)и.1Я без 11азде.1ения.
В чистовом калиб)е производя BPopoii этап сд1М1га горячем сост(1пип обрат- Н1)1Й сдвиг чаете ipoij)n. m образоч, чтобы разница между ()11 1ерво1 а- ча. и обрат 10 Ч) сд(И|-а «В бы. но ме111)ей мере (). С1)едп 1итель- Hoii 1еремычки is чпсто и м ка.ибре «С и ie иревосход.а разип и мс/кду величи 0 1 1е1)воиачал1,101 о п (), перемычки в чистовом (cjuir. 3). При этом сама ерем|,1чка., С()ед 1няюни1Я обе 1оловнны сдвоенн()о профиля 1ос.е нрокат- ки в чер 1овом калибре. сме цается в (а- 1равлении обратном) . уда.яяс) от ближаЙ и к ей кромок И)1)иля расстояния «в и ,, сумма KOTopii x равна разнице между велнчи а и обратпог о сдви- 1 а и обжатия i ()м ка.ибре. Прсжа- танный в чистовом сдвое 1Н1)Й ipo- филь со смен енными одна относительно другой на ве. нчину «В частями ох.аждают на холодиль 1ике стана. Р азделе 1ие профиля ироизводят носле его охлаждения путем окончательного возврата частей 11ро({)иля в исходпг)е о.тожение 1утем хру 1кого разру- Н1ения соединительно ерем)чк (({)i. 4).
Вследств е (), чю раз- () «(. y.ia, от кромок рО()., ее раЗ)
без скаль ва 1 я , кромок разделяемо о ро({)1ля. Это качества мест разделе Я. Кроме Т()Ч1, .1еН рСД, а аСМ )
0
5
0
5
0
5
0
5
С особа обес ечивается i () )азделе 1е ро() в po ieece возврата е() частей к ()е оложе 1ие
U СОСТОЯ ОСЛе обраТ О О
,
Пример. (. (); ОеобуЛ)б( )фи.Ь с ТОЛ 1ИПОЙ O. 8 ММ ОС. рОкатки в ка.(б)е оету1 ает в редЧИСТО и){1 (jiaCO) ) )ОКа . )аеТСЯ в ем до ТО.) 6 ММ О . В УТОМ же калибре рОИЗВОД ТСЯ .Ь,Й СДВИ ) рО(|)ЛЯ
от ос1ггел1,1() а 4 мм. Толци а
, СОеДИ Я 0 1е 1 раВуК) . ) рофиЛЯ, 2 ММ. В Ч)СТОВОМ
ка:1ибре про зводится ()б)ат)1 обеих о. рО(})иля а 2 ММ ф()рмиро 1а П е сех элеме тов К). 5следет е ), что еремь чк,
()Leii обе ().()), С. Uioei()() р()- (}), в lpO ieCCe () рОкатк1 в чистовом нрактическ е
ИЗМе ЯеТСЯ. то ,а между . обраТ()() ) ()M Ка.))е 1(i;.e
iepeMij 4K, г. е. 2 мм. Удале ие еремь ЧК
О бЛ) К 1еЙ кромок СДВОе 0() р()- ф, OC, le ПрОКаТК i )ОМ Ка. СОСТаВ.ЛЯе (с учетом обжаТ Я .
I ММ | 0.5 M. С) Te.).ui (),() СДВОеИ 10 О ПрО(| П.1Я i Н ХОД Ое
о. )) ос, ) охла/кде- Я в ia. хо,()() раздс .
ред. ae()l o ()6a 1 озВОЛЯе у,, КаЧес ВО и , раСХО.Ч металла р рО 3 50ДСТ(е СОрТО) 1 (jia- СГ)Н,ГХ р01|)ЛеЙ, а ТаКЖе ) ВОД Ге, рОКа Г . X С .
0г)/).и(/,иг u:i() i i Hn:i
( рОКаТК СОрГОН)1 фаСО) X 110(|ИЛе1|, ВКЛ()Ча)1.11 П|) роф.ЧЯ СД1) 1Де, ОДНО ЧаСТ рО( ЛЯ О ОСИТеЛЬ 0 i ОрЯЧеМ СОСГОЯ П И,
охлаждеН1 е ро(|)иля со ,1М час
1ЯМ (40 раЗДе. утем ))al-a чаете i СХ() ПО.. в ХО- СОСТОЯ, ОТ.1114UIIIH(ltitCЯ rt M , ЧТО,
с е,,к1 качес-т)а мест раздг. и ()ЗВОДИТе, 1 1ОС Г р()- ieCCa , 0. част К)(()ля ,тьно в горячем состоя И ОСу 1еСТВЛЯЮТ В ДВа , рп :1 ()М ОС. , )() )ДЯ
сдв чаете 1р()фи, к o6paTi OM а ра15ле- , причем между ве, )ерВО аЧаЛ О О и обраТ О Ч) СД)Га |) Г0;.е СОСД Те, К i Ка, и е )СХ( ,
между ве, ,
Г0, ереМ К В ()М Ка.б|)е.
Фиг.1
ери2.4
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления фасонных профилей | 1977 |
|
SU707662A1 |
| Способ производства проката | 1982 |
|
SU1034797A1 |
| Способ обработки фасонных изделий из природного камня комплектом шлифовальных инструментов | 1985 |
|
SU1371872A1 |
| Калибр для разделения сортовых профилей | 1988 |
|
SU1523198A1 |
| Технологический инструмент редукционного стана | 1986 |
|
SU1344437A1 |
| Устройство регулирования жесткостипРОКАТНОй КлЕТи | 1979 |
|
SU827205A2 |
| Способ производства сортовых профилей в совмещенном виде | 1989 |
|
SU1630865A1 |
| Способ прокатки профилей | 1982 |
|
SU1037975A1 |
| Способ продольного разделения в калибрах сдвоенных профилей | 1982 |
|
SU1243849A1 |
| Способ сдвоенной прокатки на непрерывном мелкосортном стане | 1989 |
|
SU1671381A1 |
Ии)оретенне относится к прокатному нроичводстну н может быть исполь.ииишо при прокатке сортовых н фасошн.гх нрофи- , 1ей в сдвоенном виде с 11оследу он1им их ра.(Делением в холодном состоянии. 11,е.1ь изобретенияулучшение качества мест ра:(де,1ения н iioBbiHieiiHe нронзводите.тьнос- ги процесса )катки. При осу|цеств;1ени11 сносооа согласно и:(обретеник) носле черновой нрокатки сдвоенного профиля в пред- чистовом и чистовом ка, 1ибрах производят сдвиг в два ьтапа одно части профиля относительно дру1 011 в юричем состоянин. При этом после перв()пачал1,пого сдвига в нредчистовом калибре производят сдвиг частей профиля в обратном панрав,ченпи так, чтобы разница между величипой перво- начал1 11ого и обратного сдвига 6i,i, ia по мепь- П1ей мере равна толншне с()едините, 1ык)11 не- ремычки в чистовом калибре и }ie превосходила разницы между ве,ичппой первоначального сдвига и толщиной |1ерем1 1чки в чистовом калибре. После чистовой прокаткп н|М)изводят охлаждение нрофи, 1е11 с нос ледук)П1им их разде,тением нутем сдвига частей профиля навстречу друг другу до исходного состояния. Улучнк ние качества мест разделеггия и 1гов1 1гиепие нроггзводгг- те.тьности нропесса ггрокаткн обеспечггвает- ея за счет удаления зоны хрункого разру- нгепия от кромок npoijiri.iH и гарапти1)овагг- нок) разделения сдвоенною 1грофиля в хо- лодггом состоянии. 4 и.ч. ё (Л о СП