Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию формирования ковра в произ- водсте древесных плит.
Цель изобретения - повышенипе качества плит.
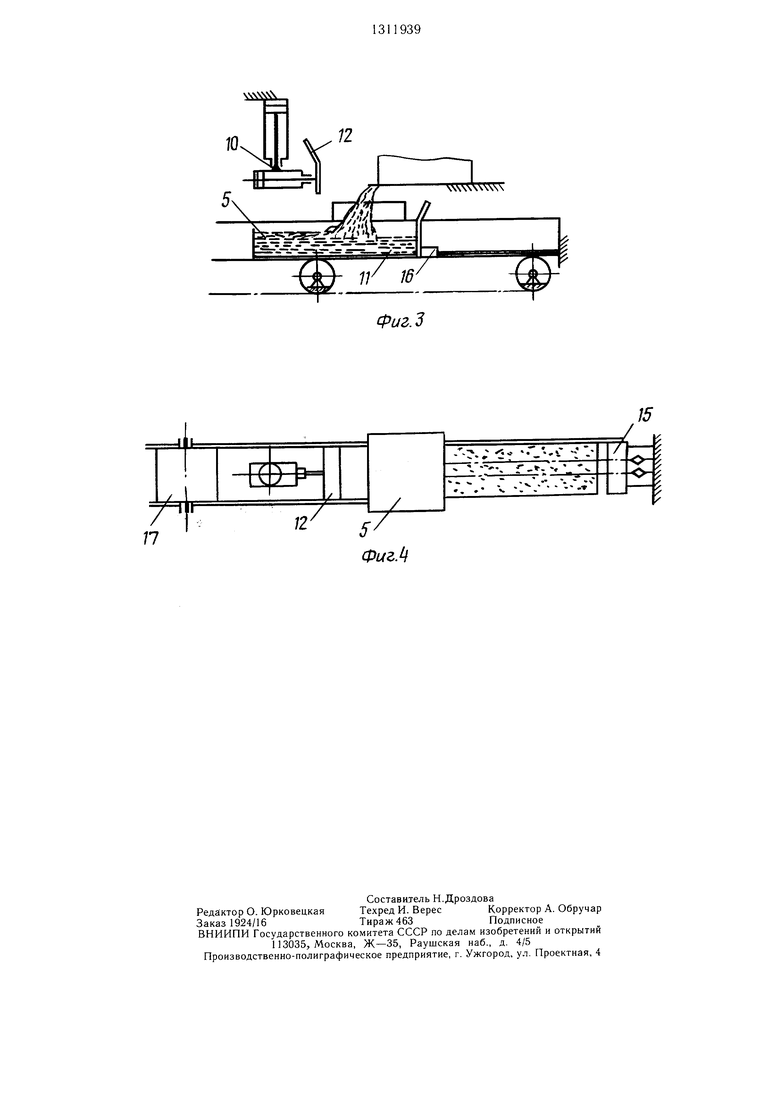
На фиг. 1 изображена схема линии изготовления плит; на фиг. 2 и 3 - узел формирования верхнего слоя, вид сбоку; на фиг. 4 - то же, вид сверху.
Линия изготовления древесных плит с лицевыми слоями из шлифовальной пыли включает главный конвейер 1 с поддонами 2 и узлами 3-5 формирования нижнего, среднего и верхнего пылевидного слоев, соответственно подпрессовщик 6, пресс 7 с загрузочной 8 и разгрузочной 9 этажерками и привод 10, причем узел 5 формирования верхнего пылевидного слоя выполнен с размещенным над главным конвейером 1 коробом 11, передняя стенка 12 которого подвижна в вертикальной и горизонтальной плоскостях при помощи гидроцилиндров 13 и 14, а задняя стенка 15 смонтирована на подвижной каретке 16, при этом за коробом 11 по ходу движения поддона 2 установлен под- прессовочный валец 17. Кроме того, короб 11 имеет боковые стенки 18 -л 19.
Линия работает следующим образом.
С помощью узлов 3 и 4 насыпают на поддоны 2 нижний и средний слои 4, и конвейером 1 подают наполненные поддоны 2 к подпрессовщику 6, который уплотняет сформированный ковер.
Далее конвейер 1 подает поддоны 2 с ковром к узлу 5 формирования верхнего слоя. После подпрессовки и длительного транспортирования поддонов 2 средний слой значительно уплотняется, зазоры между крупными частицами среднего слоя уменьшаются, и поэтому при насыпании верхнего слоя на средний значительно уменьФиг.1
0
5
0
5
0
5
шается перемещение верхних мелких частиц между крупными средними.
При перемещении поддона 2 под узлом 5 формирования поддон 2 нажимает на переднюю стенку 12 и перемещает ее в сторону пресса 7, формируя таким образом передний край верхнего слоя, после этого гидроцилиндром 13 перемещают переднюю стенку 12 вверх для дальнейшего перемещения поддона 2. Задняя стенка 15 проходит под узлом 5 формирования и способствует формированию заднего края верхнего слоя. Гидроцилиндром 14 возвращ,ают переднюю стенку 12 в переднее положение. Боковые стенки 18 и 19 предназначены для формирования боковых краев верхнего слоя. Подпрессовочным вальцом 17 выравнивают и уплотняют верхний слой.
После этого поддон 2 со сформированным ковром направляют на загрузочную этажерку 8, в пресс 7, а затем в разгрузочную этажерку 9. Цикл повторяют.
Изобретение позволит значительно улучшить качество лицевых сторон плит. Формула изобретения
Линия изготовления древесных плит с лицевыми слоями из шлифовальной пыли, включающая главный конвейер с поддонами и узлами формирования нижнего, среднего и верхнего пылевидного слоев, подпрессовщик, пресс с загрузочной и разгрузочной этажерками и привод, отличающаяся тем, что, с целью повышения качества плит, узел формирования верхнего пылевидного слоя выполнен с размещенным над главным конвейером коробом, передняя стенка которого выполнена подвижной в вертикальной и горизонтальной плоскостях при помощи гидроцилиндров, а задняя смонтирована на подвижной каретке, при этом за коробом по ходу движения поддона установлен подпрессовоч- ный валец.
ю
ч
12
3j i lj I
U-L
1/ Ю
Фиг.З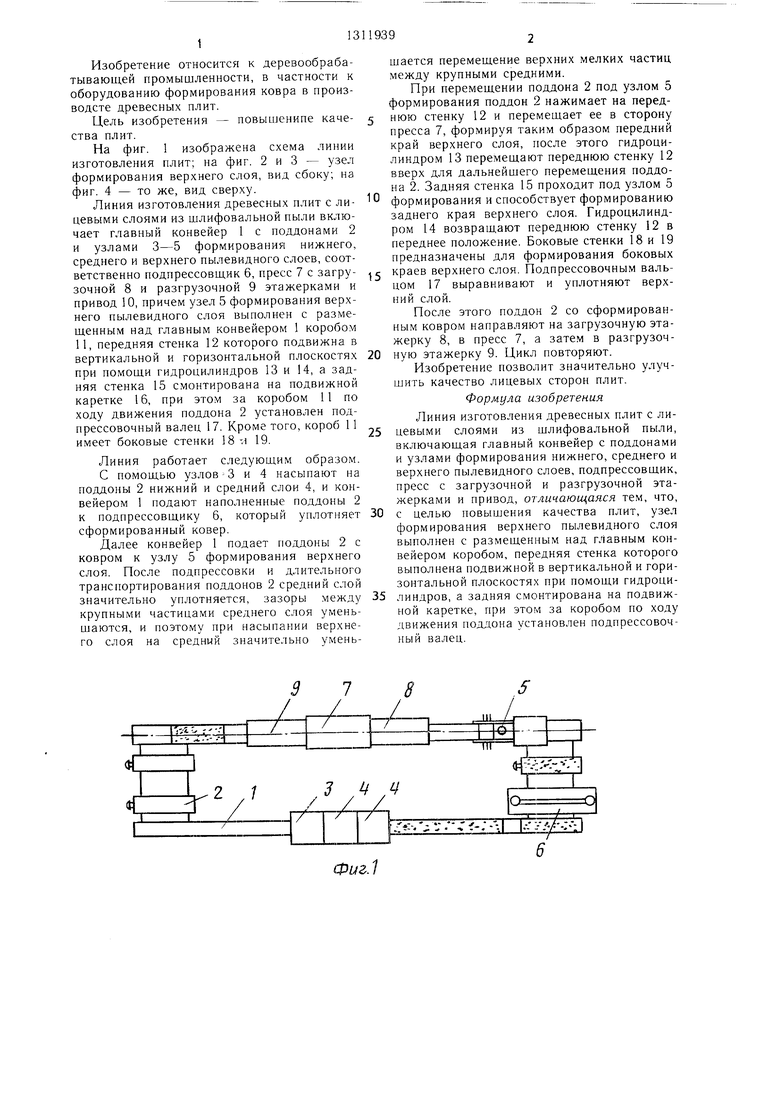
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия изготовления многопустотных древесно-стружечных плит | 1986 |
|
SU1333580A1 |
| Линия изготовления древесно-стружечных плит | 1983 |
|
SU1140957A1 |
| Поточная линия по производству древесностружечных плит | 1980 |
|
SU905117A1 |
| Устройство для изготовления древесноволокнистых плит | 1987 |
|
SU1445972A1 |
| Линия для производства древесностружечных плит | 1982 |
|
SU1092048A1 |
| Линия изготовления облицовочных плит | 1986 |
|
SU1362622A1 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ БРИКЕТА ИЗ ИЗМЕЛЬЧЕННЫХ ДРЕВЕСНЫХ ЧАСТИЦ | 1991 |
|
RU2026181C1 |
| Линия для изготовления древесностружечных плит | 1983 |
|
SU1106670A1 |
| Способ изготовления плосковыклейных профильных деталей и устройство для его осуществления | 1990 |
|
SU1724465A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДРЕВЕСНЫХ ПЛИТ БЕЗ ДОБАВЛЕНИЯ СВЯЗУЮЩЕГО И ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2005596C1 |
Изобретение относится к деревообраба- тываюш.ей промышленности. Цель изобретения - повышение качества плит. В линии узел формирования 5 верхнего пылевидного слоя выполнен в виде короба 11, передняя стенка 12 которого подвижна в вертикальной и горизонтальной плоскостях. Задняя стенка 15 короба смонтирована на подвижной каретке 16. За коробом 11 по ходу движения поддона установлен подпрессовоч- ный валец 17. Поддон с насыпанными и подпрессованными нижним и средним слоями подают под узел формирования 5 верхнего слоя. Поддон нажимает на переднюю стенку 12 короба И и перемешает ее в сторону пресса 7, формируя передний край верхнего слоя. Затем гидроцилиндром 13 перемешают переднюю стенку поддона. С помошью задней стенки 15 формируют и уплотняют задний край верхнего слоя. 4 ил. (Л п оо со оо со Фиг. 2
| Карасев Е | |||
| И | |||
| Оборудование предприятий по производству древесных плит.- М.: Лесная промышленность, 1978, с | |||
| Способ получения суррогата олифы | 1922 |
|
SU164A1 |
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
