11
Изобретение относится к машиностроению, в частности к производству многоэлектродных сварочных машин.
Целью изобретения является упрощение конструкции и уменьшение ее металлоемкости .
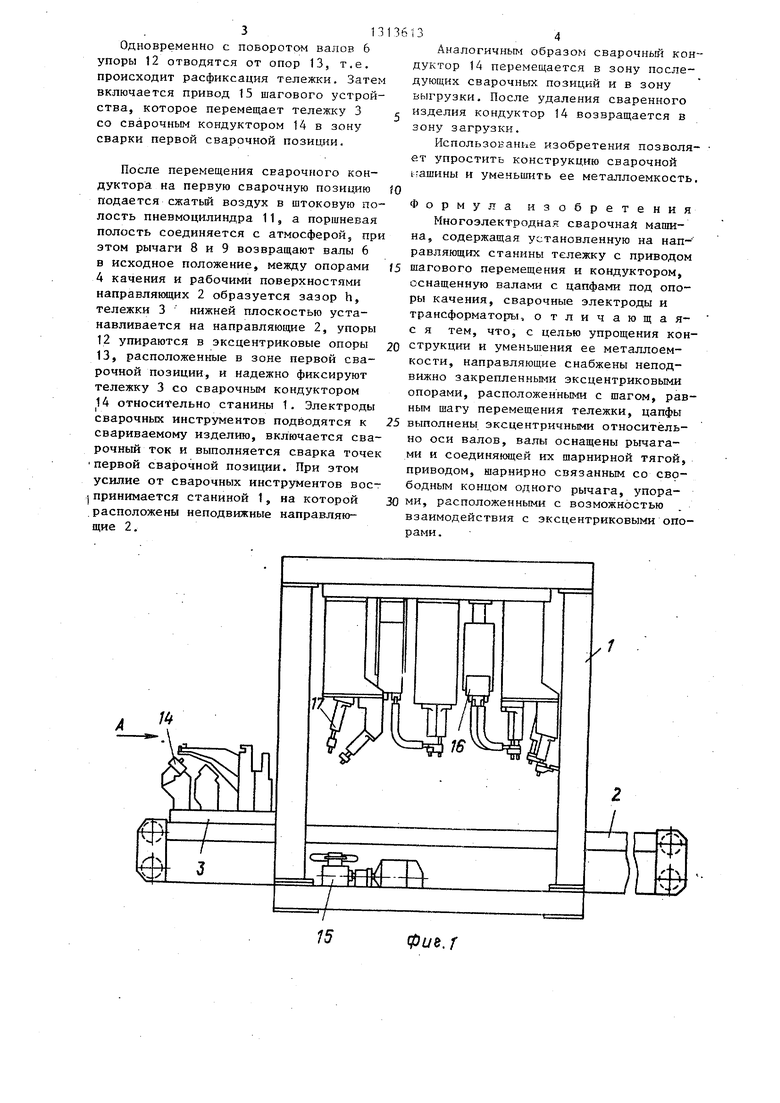
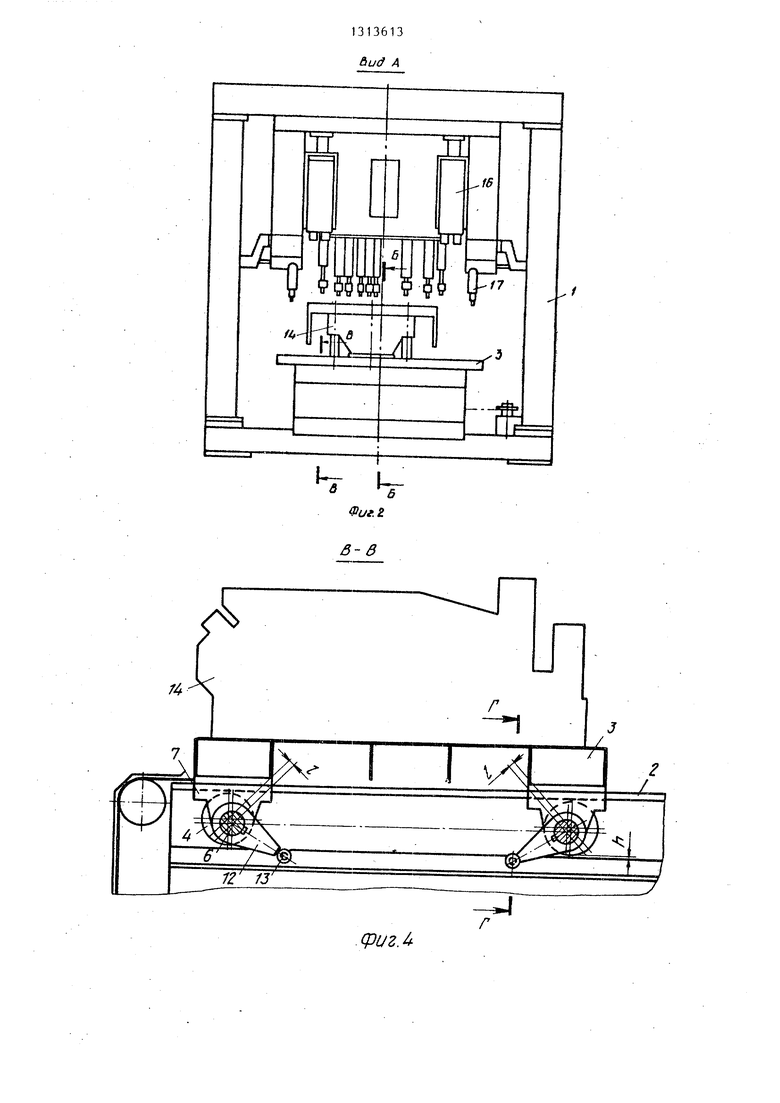
На фиг. 1 показана многоэлектродная сварочная машина, кондуктор которой находится на позиции загрузки; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2| на |фиг. 4 - разрез В-В на фиг. 2 (рабочее положение кондуктора), на фиг.5 то же (промежуточное положение кондуктора) ; на фиг. 6 - разрез Г-Г на фиг. 4.
Многоэлектродная сварочная машина содержит станину 1, в нижней части которой закреплены направляющие 2, в последних установлена тележка 3 на опорах 4 качения, насаженных на цапфы 5, выполненные на торцах двух валов 6 эксцентрично с эксцентриситетом . Валы 6 установлены на тележке с возможностью поворота относительно ее в подшипниках 7 посредством закрепленных на валах рычагов 8 и 9. Последние соединены между собой шарнирной тягой 10. Рычаг 8 вторым концом соединен шарнирно со штоком пневмоцилиндра 11, шарнирно установленного на тележке. На валах 6 закреплены упоры 12 с возможностью взаимодействия с эксцентриковыми опорами 13, установленными на направляющих станины с шагом, равным шагу перемещения.тележки.
На тележке 3 установлен сварочный кондуктор 14, содержащий базовые элементы для свариваемого изделия, прижимы, контрэлектроды и пр.
Для позиционного перемещения те- лежки машина имеет шаговое устройство с приводом 15, расположенное между направляю1цими.
В верхней части сварочной машины расположены сварочные трансформаторы 16 и сварочные инструменты 17.
Сварочная машина работает следу- wmyiM образом.
Сварочный кондуктор 14 первоначально находится в исходном положении на позиции загрузки. При этом нижняя плоскость тележки 3 опирается на направляющие 2, а опоры 4 качения расположены с зазором h относительно рабочих поверхностей направляющих 2 . Шток пневмоцилиндра 11 задвинут.
3613 2
Свариваемое изделие укладывают на базовые элементы кондуктора 14. Оператор нажимает кнопки Пуск, после чего свариваемое изделие зажима5 ется и одновременно подается сжатый воздух в поршневую полость пневмоцилиндра 11. Шток пневмоцилимдра выдвигается и посредством рычагов 8 и 9 и тяги 10 поворачивает валы 6 на
10 угол (3 , при этом из-за наличия смещения оси ципфы 5 относительно оси вала 6 на величину эксцентриситета е зазор h между опорой 4 качения и рабочей поверхностью направляющих
J5 2 выбирается до нуля, после чего тележка 3 вместе с кондуктором 14 под- (Нимается, в результате чего между нижней плоскостью тележки 3 и направляющими 2 Образуется зазор Н, обес0 печиваюший беспрепятственное перемещение тележки посредством шагового устройства в зону сварки первой сварочной позиции. I
Усилие Q, обеспечивающее под-ьем тележки 3 со сварочным кондуктором 14 над плоскостью направляющих, определяют по формуле
30
Q. Р Ri Ltg (ot +Ч,) if Jr, ;i)
где P - усилие на штоке пневмоцилиндра 1 1 ;
R - расстояние от точки приложе- ния усилия Р до оси вала 6j г - расстояние от оси вала 6 до точки соприкосновения опоры 4 качения с рабочей поверхностью направляющих 2;
ы - угол между отрезком, соединяющим ось вала 6 с точкой соприкосновения опоры 4 качения с рабочей поверхностью направляющих 2 и осью опоры 4 качения;
tg4 - коэффициент трения на рабочей поверхности направляющих 2;
tgtf - коэ(3эфициент трения на цап- фе 5.
При tg (oL +4-) 0,2; ,05; - 3,5 г формула (1) принимает вид
55
П .2 1Д-Р 0,25
(2)
Формула (2) показывает, что для подъема сварочного кондуктора над плоскостью направляющих требуется привод достаточно малой мощности.
313
Одновременно с поворотом валов 6 упоры 12 отводятся от опор 13, т.е. происходит расфиксация тележки. Затем включается привод 15 шагового устройства, которое перемещает тележку 3 со сварочным кондуктором 14 в зону сварки первой сварочной позиции.
После перемещения сварочного кондуктора на первую сварочную позицию подается сжатьй воздух в штоковую полость пневмоцилиндра 11, а поршневая полость соединяется с атмосферой, при этом рычаги 8 и 9 возвращают валы 6 в исходное положение, между опорами 4 качения и рабочими поверхностями направляющих 2 образуется зазор h, тележки 3 нижней плоскостью устанавливается на направляющие 2, упоры 12 упираются в эксцентриковые опоры 13, расположенные в зоне первой сварочной позиции, и надежно фиксируют тележку 3 со сварочным кондуктором 14 относительно станины 1. Электроды сварочных инструментов подводятся к свариваемому изделию, включается сварочный ток и выполняется сварка точек первой сварочной позиции. При этом усилие от сварочных инструментов вос- I принимается станиной 1, на которой расположены неподвижные направляющие 2,
134
Аналогичным образом сварочный кондуктор 14 перемещается в зону последующих сварочньгх позиций и в зону выгрузки. После удаления сваренного изделия кондуктор 14 возвращается в зону загрузки.
Использование изобретения позволяет упростить конструкцию сварочной 1 ашинь и уменьшить ее металлоемкость.
Формула изобретения Многоэлектродная сварочнай машина, содержащая установленную на направляющих станины тележку с приводом шагового перемещения и кондуктором, оснащенную валами с цапфами под опоры качения, сварочные электроды и трансформаторы, отличающая- с я тем, что, с целью упрощения конструкции и уменьшения ее металлоемкости, направляющие снабжены неподвижно закрепленными эксцентриковьми опорами, расположенными с шагом, равным шагу перемещения тележки, цапфы выполнены эксцентричными относительно оси валов, валы оснащены рычагами и соединяющей их шарнирной тягой, приводом, шарнирно связанным со свободным концом одного рычага, упорами, расположенными с возможностью взаимодействия с эксцентриковыми опорами.
Г5
фик.Г
uud A
qpuz.
Фие.В
Составитель Э. Ветрова Редактор Т. Парфенова Техред Л. Олийнык Корректор С. Черни
Заказ 2163/13 Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4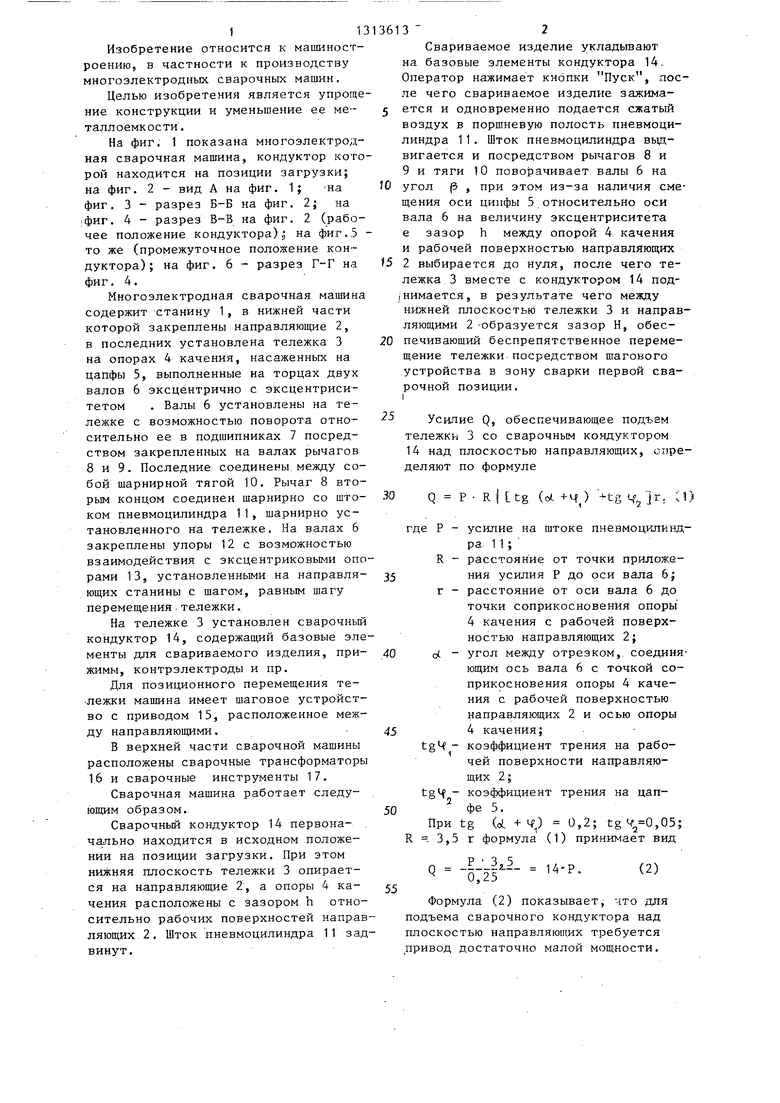
| название | год | авторы | номер документа |
|---|---|---|---|
| Кондуктор для сварки продольного шва обечайки | 1983 |
|
SU1261765A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2011 |
|
RU2486040C2 |
| Машина для многоточечной контактной сварки | 1977 |
|
SU707725A1 |
| Автоматизированная поточная линия для изготовления сварных конструкций | 1991 |
|
SU1784430A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ШОВНОЙ СВАРКИ | 1968 |
|
SU220375A1 |
| Линия для изготовления пространственных арматурных каркасов | 1983 |
|
SU1142244A1 |
| Устройство для изготовления пространственных арматурных каркасов | 1986 |
|
SU1409435A1 |
| МАШИНА ДЛЯ ШОВНОЙ СВАРКИ | 1969 |
|
SU238035A1 |
| Роботизированная линия для точечной сварки узлов легковых автомобилей | 1986 |
|
SU1357176A1 |
| Линия для изготовления пространственных арматурных каркасов | 1987 |
|
SU1440646A1 |
Изобретение относится к машиностроению, в частности к производству многозлектродных сварочных машин. Целью изобретения является упрощение конструкции и уменьшение ее металлоемкости. Шток пневмоцилиндра 11 выдвигается и посредством рычагов 8 и 9 и тяги 10 поворачивает валы (В) 6 на угол К , при этом из-за наличия смещения оси цапфы относительно оси В 6 зазор между опорой 4 качения и рабочей поверхностью направляющих 2 выбирается до нуля. Тележка 3 вместе .S-S . № го с кондуктором 14 и свариваемым изделием поднимается, между нижней плоскостью тележки 3 и направляющими 2 образуется зазор, обеспечивающий беспрепятственное перемещение тележки посредством шагового устройства в зону сварки. Одновременно с поворотом В 6 упоры 2 отводятся от опор 13 и происходит расфиксация тележки. При достижении тележкой первой позиции сварки срабатывает пневмоцилиндр 11, рычаги 8 и 9 возвращают В 6 в исходное состояние, между опорами 4 и рабочими поверхностями направляющих 2 образуется зазор, тележки 3 нижней плоскостью устанавливаются на направляющих 2, упоры 12 упираются в эксцентриковые опоры 13 и надежно фиксируют тележку со сварочным кондук-. тором относительно станины. Электроды подводятся к свариваемому изделию, включается сварочный ток, выполняется сварка, при этом усилие от электродов воспринимается станиной. 6 ил. с (Л с :л ifs CR) DO 12
| Машина для контактной сварки | 1977 |
|
SU692708A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
