1
Изобретение относится к машиностроению, преимущественно к подшипниковой промьш ленности5 и предназначено для окончательной обработки шариков.
Цель изобретения - повьш1ение производительности и качества процесса обработки шариков за счет регулирования, что необходимо для обеспечения оптимальной температуры обработки и для работы станка с максимальной производительностью и минимально интенсивностью износа инструментов.
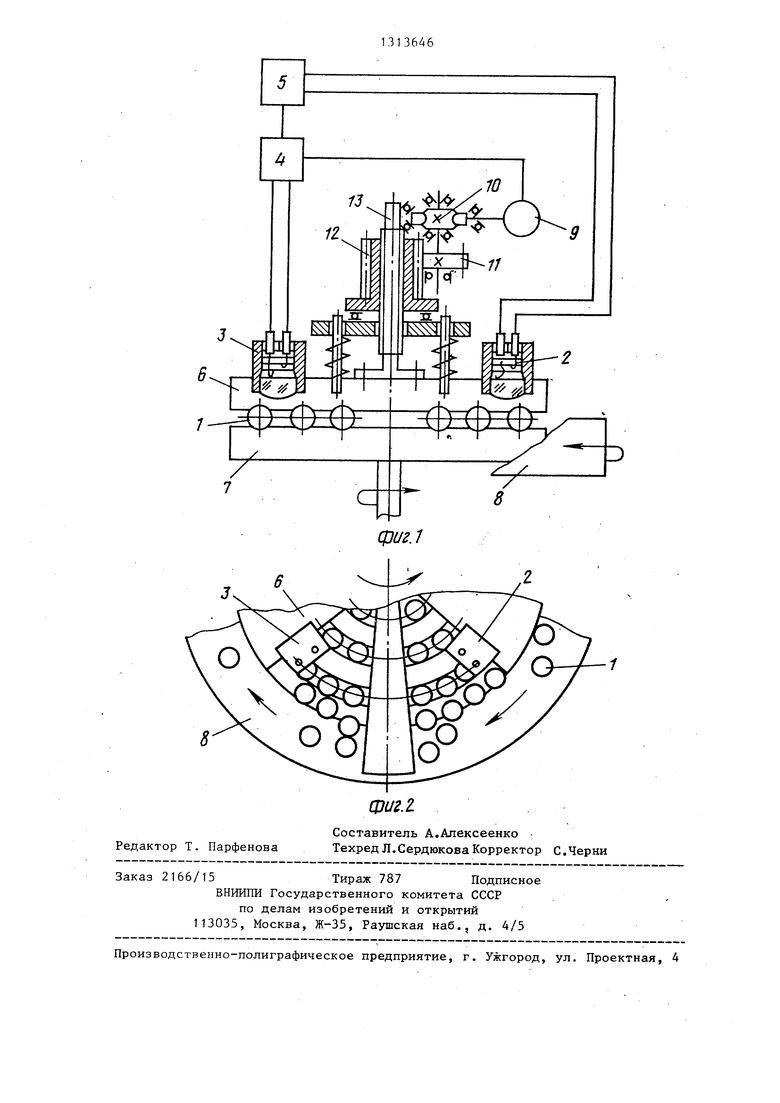
На фиг. 1 изображено устройство для осуществления предлагаемого способа, общий вид; на фиг, 2 - расположение приемников теплового излучения на прижимном диске.
Способ осуществляют устройством, Б котором в процессе обработки непрерывно контролируют температуру обрабатываемых шариков 1 с помощью приемников 2 и 3 теплового излучения, установленных соответственно на входе и выходе шариков 1 из рабочей зоны. Электрический сигнал приемника 3, пропорциональный температуре шариков на выходе из рабочей зоны, подают в блок сравнения 4, сравнивают с сигналом задатчика 5 и величиной рассогласования регулируют прижимное усилие. Так как в начальный момент времени после загрузки температура шариков 1 значительно н-иже оптимальной, что при отсутствии корректировки сигнала задатчика 5 вызвало бы максимальное значение сиг136462
нала рассогласования блока сравне- НИН 4 и привело бы к резкому увеличению прижимного усилия, недопустимого в процессе обработки шариков,
е частоту импульсов задатчика 5 измеряют постепенно до максимального значения в зависимости о т величины электростатического сигнала приемника 2 по мере прогревания шариков 1,
10 входящих Б рабочую зону. I
Устройство имеет также прижимной диск 6, приводной рабочий инструмент 7, элеватор 8 и регулировочный )5 привод, содержащий шаговый двигатель 9, червячную передачу 10, зубчатое колесо 11, гайку-шестерню 12 и винт 13
Формула изобретения
Способ управления процессом зле- ваторной обработки шариков, при котором измеряют величину параметра, характеризующего процесс обработки, сравнивают измеренную величину с заданной и сигналом рассогласования регулируют величину прижимного усилия, отличающийся тем, что, с целью повышения производительности и качества обработки, в качестве параметра, характеризующего процесс обработки, используют температуру шариков, выходящих из рабочей зоны, и дополнительно измеряют температуру шариков, входящих в рабочую зону, пропорционально которой изменяют заданную величину.
8
цзиг.1
Редактор Т. Парфенова
Составитель А.Алексеенко
Техред Л.Сердюкова Корректор С.Черни
Заказ 2166/15Тираж 787 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фиг.г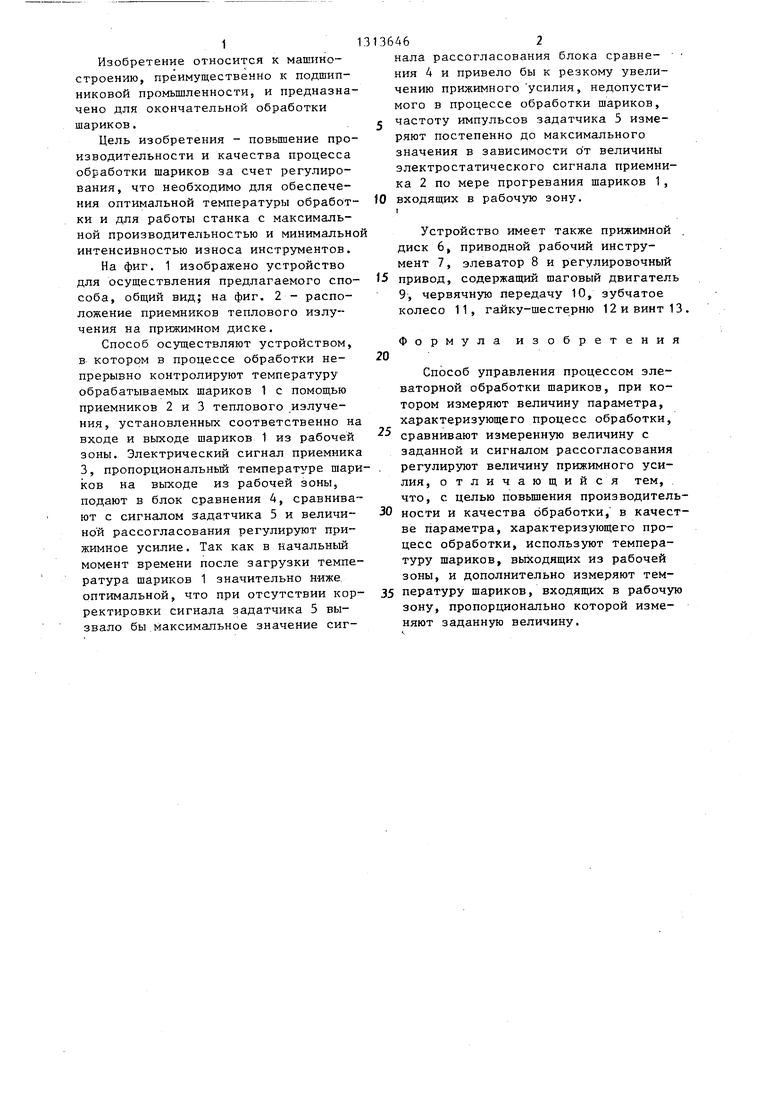
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления процессом элеваторной обработки шариков и устройство для его осуществления | 1982 |
|
SU1079410A1 |
| Способ обработки шариков и устройство для его осуществления | 1983 |
|
SU1080954A1 |
| Способ автоматического управления процессом обработки шариков | 1983 |
|
SU1133073A1 |
| Устройство для обработки шариков | 1983 |
|
SU1126415A1 |
| Способ управления процессом элеваторной обработки шариков и устройство для его осуществления | 1984 |
|
SU1247240A1 |
| Устройство автоматического управления процессом обработки шариков | 1983 |
|
SU1076261A1 |
| Способ подачи абразивной пасты | 1978 |
|
SU753625A1 |
| Станок-автомат для элеваторной обработки шариков | 1985 |
|
SU1310173A1 |
| Устройство управления процессом элеваторной обработки шариков | 1980 |
|
SU906672A1 |
| Способ автоматического управления процессом элеваторной обработки шариков | 1986 |
|
SU1328162A1 |
Изобретение относится к станкостроению, в частности к способам обработки шариков. Цель изобретения - повышение производительности и качества обработки за счет уменьшения прижо- гов и улучшения структуры noseiixHocTH шариков,а также повьш1ение стабильности процесса обработки.Управление процессом обработки осуществляют изменением усилия прижима в зависимости от значения разности температур шариков, выходящих из рабочей зоны (РЗ) и заданной величины, изменяющейся в зависимости от температуры шариков, входящих в РЗ. Определение температуры осуществляется с помощью приемников теплового излучения, установленных соответственно у входа и выходя шариков из рабочей зоны. 2 ил. со со О5 4i а
| Способ автоматического управления процессом обработки шариков | 1978 |
|
SU677887A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
