В применяющихся в настоящее время в промыщленности стеклянного волокна стеклоплавильных сосудах загрузка стеклянных шариков осуществляется непосредственно над фильерами.
Расплавляемая стекломасса совершает вертикальное движение сверху вниз и поступает к фильерам на формование волокна. При этом длина пути, совершаемого стеклом в сосуде, определяется исключительно высотой рабочего уровня стекломассы и не превышает 90-100 мм. Увеличение величины рабочего уровня стекломассы путем увеличения высоты корпуса сосуда связано с дополнительными затратами драгоценного металла (платинородиевого сплава) и полной заменой электропитающей аппаратуры, ввиду увеличения при этом потребляемой электрической мощности.
При значениях уровня в 90-100 мм расплавляемая стекломасса, поступающая к фильерам на формование, не успевает в достаточной мере прогреваться и гомогенизироваться. В результате этого в стекломассе возникают термические неоднородности, которые совместно с существующими в ней химическими неоднородностями вызывают увеличенную обрывность волокон в процессе вытягивания.
С целью гомогенизации стекломассы, предлагается стеклоплавильный сосуд с внутренними перегородками, удлиняющими путь стекломассы до фильер.
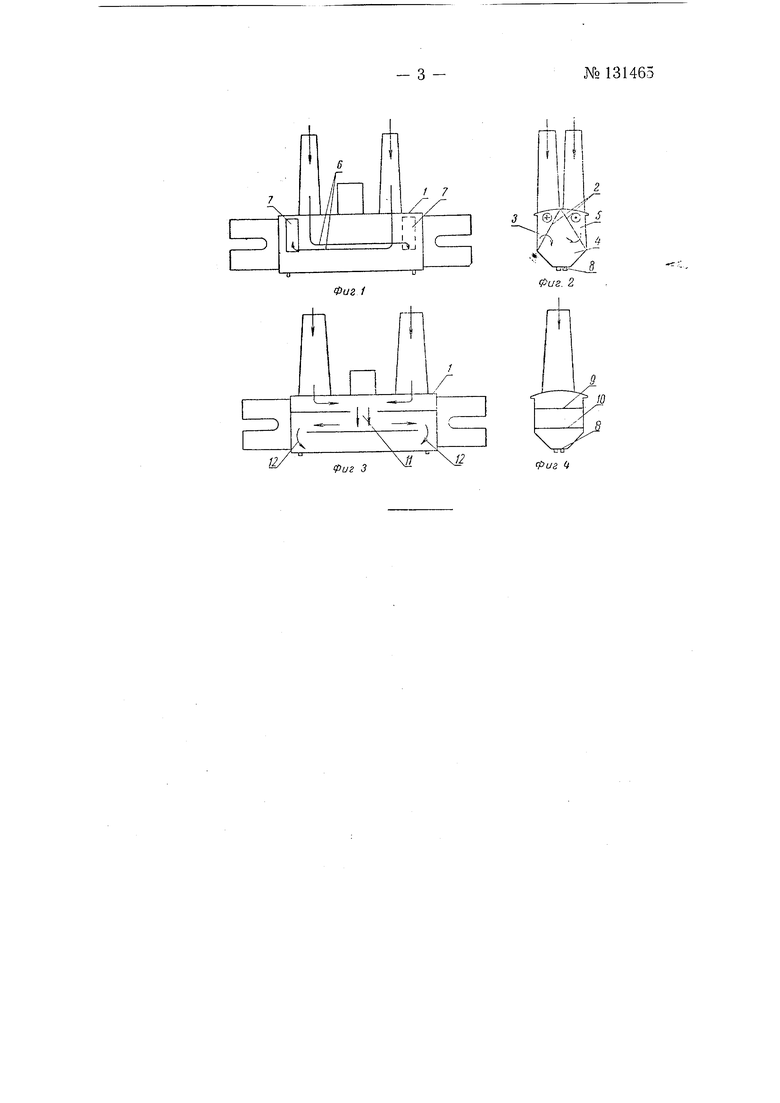
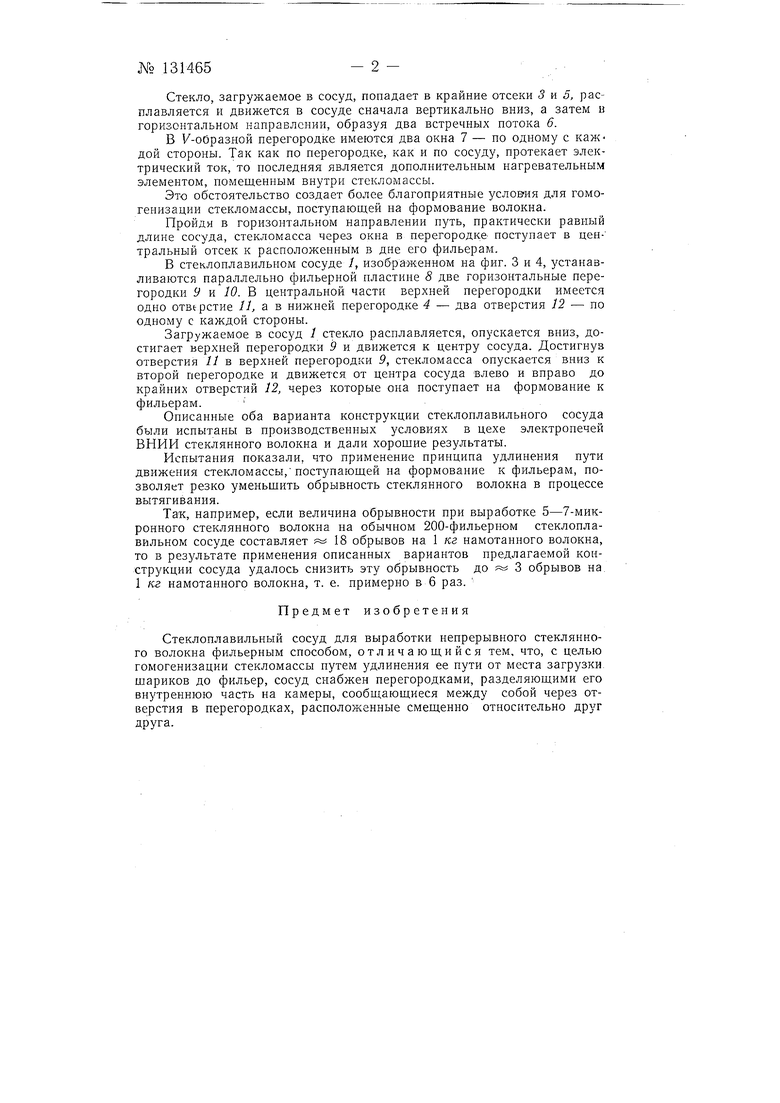
На фиг. 1 изображен предлагаемый стеклоплавильный сосуд в продольном разрезе; на фиг. 2 - то же, в поперечном разрезе; на фиг. 3 - вариант стеклоплавильного сосуда в продольном разрезе; на фиг. 4 - то же, в поперечном разрезе
Как видно из фиг. 1 и 2 сосуд / разделяется 1 -образной перегородкой 2 на три отсека 3, 4, 5. Отсек 4 является как бы выработочной зоной отделенной от зон плавления и гомогенизации.
№ 131465- 2 -.
Стекло, загружаемое в сосуд, попадает в крайние отсеки 5 и 5, расплавляется и движется в сосуде сначала вертикально вниз, а затем в горизонтальном направлении, образуя два встречных потока 6.
В 1 -оОразной перегородке имеются два окна 7 - по одному с каж дои стороны. Так как по перегородке, как и по сосуду, протекает электрический ток, то последняя является дополнительным нагревательным элементом, помещенным внутри стекломассы.
Это обстоятельство создает более благоприятные условия для гомогенизации стекломассы, поступающей на формование волокна.
Пройди в горизонтальном направлении путь, практически равный длине сосуда, стекломасса через окна в перегородке поступает в центральный отсек к расположенным в дне его фильерам.
В стеклоплавильном сосуде /, изображенном на фиг. 3 и 4, устанавливаются параллельно фильерной пластине 8 две горизонтальные перегородки 9 и 10. Б центральной части верхней перегородки имеется одно отверстие 11, а в нижней перегородке 4 - два отверстия 12 - по одному с каждой стороны.
Загружаемое в сосуд / стекло расплавляется, опускается вниз, достигает верхней перегородки 9 и движется к центру сосуда. Достигнув отверстия 11 в верхней перегородки 9, стекломасса опускается вниз к второй перегородке и движется от центра сосуда влево и вправо до крайних отверстий 12, через которые она поступает на формование к фильерам.
Описанные оба варианта конструкции стеклоплавильного сосуда были испытаны в производственных условиях в цехе электронечей ВНИИ стеклянного волокна и дали хорощие результаты.
Испытания показали, что применение принципа удлинения пути движения стекломассы,поступающей на формование к фильерам, позволяет резко уменьшить обрывность стеклянного волокна в процессе вытягивания.
Так, например, если величина обрывности при выработке 5-7-микронного стеклянного волокна на обычном 200-фильерном стеклоплавильном сосуде составляет « 18 обрывов на 1 кг намотанного волокна, то в результате применения описанных вариантов предлагаемой конструкции сосуда удалось снизить эту обрывность до « 3 обрывов на. 1 кг намотанного волокна, т. е. примерно в 6 раз.
Предмет изобретения
Стеклоплавильный сосуд для выработки непрерывного стеклянного волокна фильерным способом, отличающийся тем, что, с целью гомогенизации стекломассы путем удлинения ее пути от места загрузки, шариков до фильер, сосуд снабжен перегородками, разделяющими его внутреннюю часть на камеры, сообщающиеся между собой через отверстия в перегородках, расположенные смещенно относительно друг друга.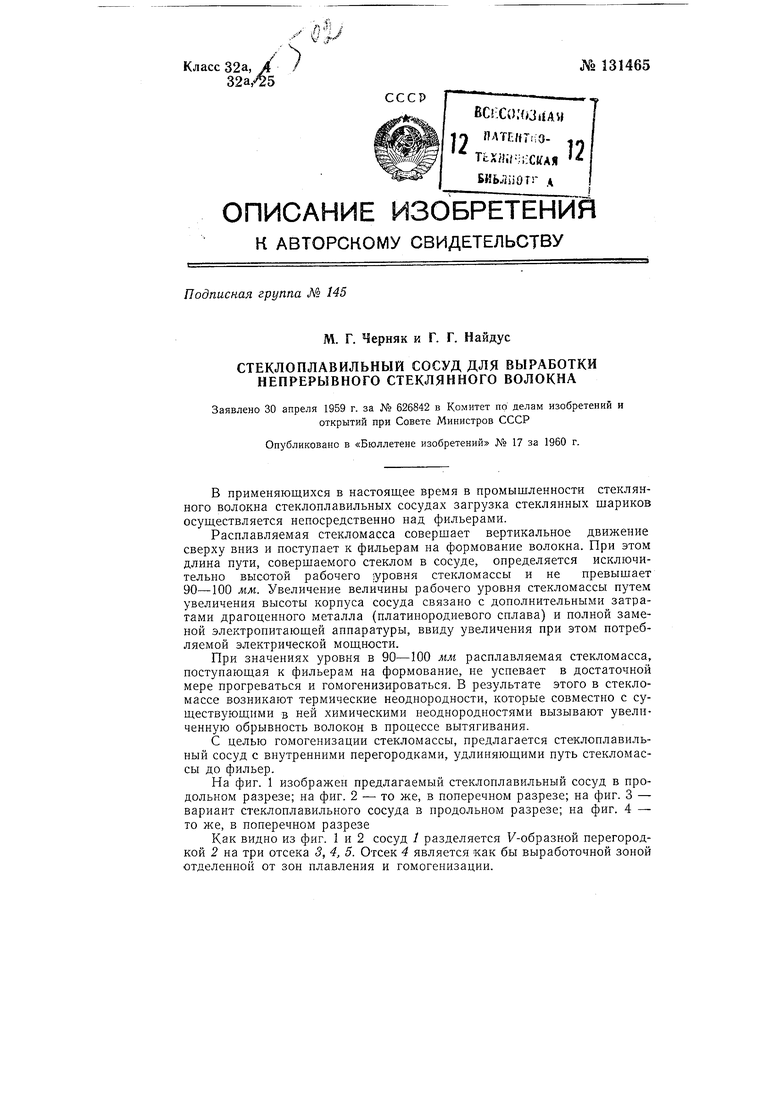
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОВОЛОКНА | 1991 |
|
RU2013387C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ЛИНЕЙНОЙ ПЛОТНОСТИ СТЕКЛЯННОЙ НИТИ | 1991 |
|
RU2008282C1 |
| СТЕКЛОПЛАВИЛЬНОЕ УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ СТЕКЛОВОЛОКНА | 2000 |
|
RU2171235C1 |
| Устройство для получения волокон из термопластичного материала | 1981 |
|
SU998399A1 |
| Стеклоплавильная установка | 1981 |
|
SU962226A1 |
| СТЕКЛОПЛАВИЛЬНЫЙ СОСУД | 1999 |
|
RU2147297C1 |
| Стеклоплавильный сосуд для выработки стеклянного волокна | 1983 |
|
SU1131838A1 |
| Стеклоплавильный сосуд для формованияНЕпРЕРыВНОгО СТЕКляННОгО ВОлОКНА | 1979 |
|
SU842067A1 |
| Стеклоплавильный сосуд для получения волокна | 1983 |
|
SU1110760A2 |
| Стеклоплавильный сосуд | 1980 |
|
SU885163A1 |