.-
113
Изобретение относится к шлифовальным устройствам для обработки деревянных деталей со сферическим торцом и является усовершенствованием известного устройства по авт.св. № 1135617
Целью изобретения является повышение качества обработки, а также повышение производительности за счет повышения надежности работы устройства.
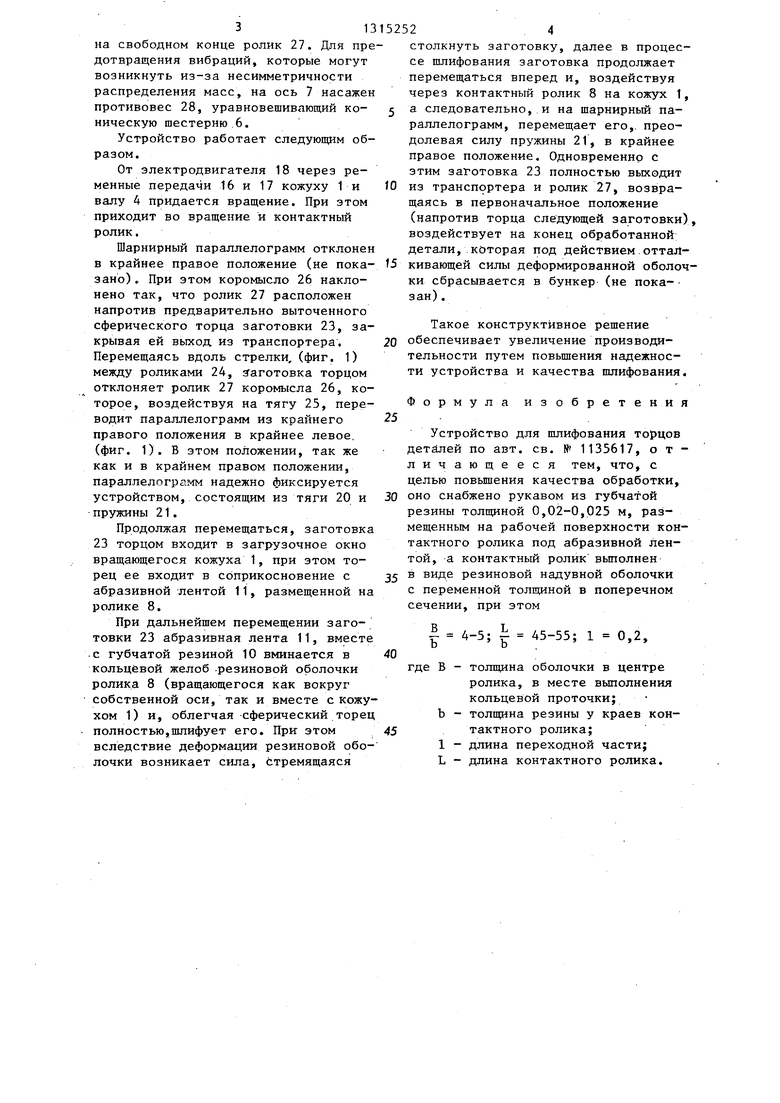
На фиг. 1 показана кинематическая схема предлагаемого устройства; на фиг. 2 - заготовка на подходе к контактному ролику; на фиг. 3 - момент шлифования торца заготовки; на фиг.4 зависимость толщины резиновой оболоч ки контактного ролика.
Устройство содержит кожух 1, снабженный жестко закрепленной втулкой 2 со шкивом 3. Внутри втулки 2 установлен соосно окну кожуха 1 с возможно- стью вращения вал 4. На один конец вала .4 жестко насажена коническая шестерня 5, которая зацеплена с конической шестерней 6, жестко посаженной на ось 7 контактного ролика 8, вы - полненного надувным, причем резиновая оболочка 9 вьтолнена переменной толщины в поперечном сечении таким образом, что между толщинами различных участков оболочки по длине контактного ролика выдерживается зависимость
Ъ
где В
В . L
., /1т- Ч
К b
45-55; 1 0,2 L,
толщина оболочки в центре, в месте выполнения кольцево проточки;
b - толщина резины у краев контактного ролика; 1 - длина переходной части; L - длина контактного ролика. Устройство содержит также несущу губчатую резину 10 толщиной 0,02- 0,025 м, на которую надевается абразивная лента 11.
Вьтолнение резиновой оболочки с кольцевым желобом, повторяющим .форму торца обрабатываемой детали с соотношением
5. Л-5- - 45-55- b b
1 0,2 L,
обеспечивает надежное облегчение шлифуемого торца абразивной лентой, а снабжение контактного ролика рукавом из губчатой резины толщиной 0,02- 0,025 м обеспечивает равномерный износ абразивной ленты.
Выполнение толщины резиновой оболочки в зоне кольцевого желоба в
соотношении т- 4-5 является мини- Ъ
мально необходимым и достаточным для сохранения формы желоба при накачивании ролика воздухом, а выдерfO
f5
25
30
35
40
45
50
живание зависимости т- 45-55
b
и 1
0,2 с плавным увеличением толщины оболочки от краев ролика к центру обеспечивает при работе устройства для шлифования торцов податливость и перемещение кольцевого желоба резиновой оболочки строго вдоль оси вращения кожуха (вдоль зтой же оси происходит перемещение торца шлифуемой заготовки), что практически сводит дисбаланс кожуха (за счет смещения центра тяжести надувного ролика) к минимуму. Это при значительной частоте вращения кожуха (п 1000 об/мин) имеет существенное значение.
Указанные зависимости установлены и подобраны опытным путем на основании многочисленных экспериментов.
Использование контактного ролика без губчатой резины требует большего чем О,,2-0,5 кг/см усилия давления на контактный ролик и не обеспечивает полного облегания абразивной лентой сферического торца обрабатываемой заготовки, вследствие чего имеют место как недошлифовки, так и неравномерный износ абразивной ленты.
Воздух накачивается в камеру через клапан 12. Вал 4 и шкив 13, закрепленный на другом конце вала, образуют независимый привод контактного ролика 8. Кожух 1 установлен на подшипниках 14, закрепленных на шатуне
15шарнирного параллелограмма. Шкивы
3 и 13 связаны ременными передачами ,
16и 17 с электродвигателем 18, закрепленным на том же шатуне 15. Коромысло 19 параллелограмма снабжено устройством, содержащим тягу 20 и пружину 21. На свободном конце коромысла 19 закреплен груз 22.
Шарнирный параллелограмм установлен так, что в его крайних левом и правом положениях загрузочное окно кожуха 1 находится напротив торца заготовки 23, лежащей межд роликами 24 транспортера.
Шарнирный параллелограмм через тягу 25 связан с коромыслом 26, несущим
313
на свободном конце ролик 27. Для предотвращения вибраций, которые могут возникнуть из-за несимметричности расцределения масс, на ось 7 насажен противовес 28, уравновешивающий коническую шестерню.6.
Устройство работает следующим образом.
От электродвигателя 18 через ременные передачи 16 и 17 кожуху 1 и валу 4 придается вращение. При этом приходит во вращение и контактный ролик.
Шарнирный параллелограмм отклонен в крайнее правое положение (не показано) . При этом коромысло 26 наклонено так, что ролик 27 расположен напротив предварительно выточенного сферического торца заготовки 23, закрывая ей выход из транспортера. Перемещаясь вдоль стрелки, (фиг. 1) между роликами 24, заготовка торцом отклоняет ролик 27 коромысла 26, которое, воздействуя на тягу 25, переводит параллелограмм из крайнего правого положения в крайнее левое, (фиг. 1). В этом положении, так же как и в крайнем правом положении, параллелограмм надежно фиксируется устройством, состоящим из тяги 20 и пружины 21.
Продолжая перемещаться, заготовка 23 торцом входит в загрузочное окно вращающегося кожуха 1, при этом торец ее входит в соприкосновение с абразивной лентой 11, размещенной на ролике 8.
При дальнейшем перемещении заготовки 23 абразивная лента 11, вместе с губчатой резиной 10 вминается в кольцевой желоб -резиновой оболочки ролика 8 (вращающегося как вокруг собственной оси, так и вместе с кожухом 1) и, облегчая сферический торец полностью,шлифует его. При этом вследствие деформации резиновой обо- лочки возникает сила, стремящаяся
52524
столкнуть заготовку, далее в процессе шлифования заготовка продолжает перемещаться вперед и, воздействуя через контактный ролик 8 на кожух 1, 5 а следовательно, и на шарнирный параллелограмм, перемещает его,, преодолевая силу пружины 21, в крайнее правое положение. Одновременно с этим заготовка 23 полностью выходит 0 из транспортера и ролик 27, возвращаясь в первоначальное положение (напротив торца следующей заготовки), воздействует на конец обработанной детали, которая под действием.оттал- 15 кивающей силы деформированной оболочки сбрасывается в бункер (не пока- зан).
Такое конструктивное решение 0 обеспечивает увеличение производительности путем повьш1ения надежности устройства и качества шлифования.
Формула изобретения
5
Устройство для шлифования торцов деталей по авт. св. № 1135617, отличающееся тем, что, с целью повышения качества обработки,
30 оно снабжено рукавом из губчатой резины толщиной 0,02-0,025 м, размещенным на рабочей поверхности контактного ролика под абразивной лентой, а контактньш ролик вьшолнен
J5 в виде резиновой надувной оболочки с переменной толщиной в поперечном сечении, при этом
40
I 4-5; 45-55; 1 0,2,
где В - толщина оболочки в центре ролика, в месте выполнения кольцевой проточки; b - толщина резины у краев кон- тактного ролика;
1 - длина переходной части; L - длина контактного ролика.
14 1 28
I
/T X
2
5 J
б 15
Vu,.l
11
Фш.З
Составитель Л. Сергеева Редактор И.Николайчук Техред Л.Олийнык Кор)ректор М. Пожо
Заказ 2255/15Тираж 715Подписное
ВНИИ1Ш Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д, 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, А
Фиг Л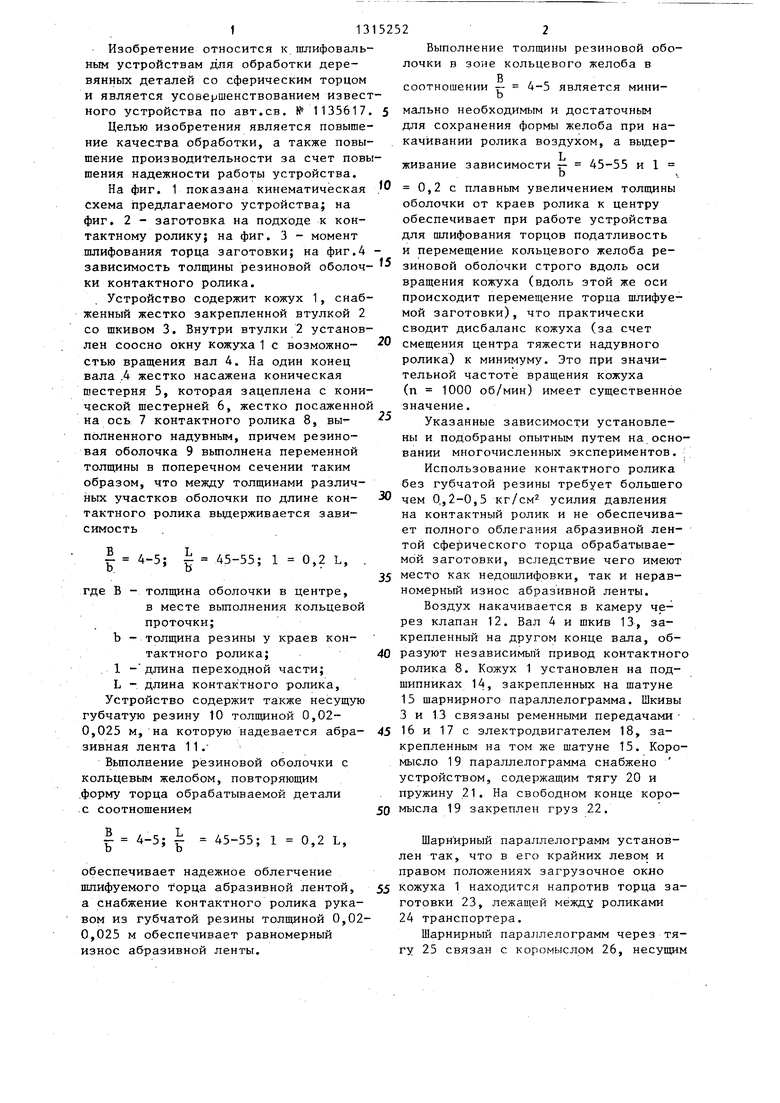
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования торцов деталей | 1983 |
|
SU1135617A2 |
| Устройство для шлифования торцев деталей | 1982 |
|
SU1065158A1 |
| Устройство для шлифования торцов деталей | 1987 |
|
SU1523310A1 |
| Устройство для шлифования сферического торца | 1980 |
|
SU876379A1 |
| Устройство для ленточного шлифования | 1989 |
|
SU1646828A1 |
| Устройство для шлифования деталей круглого сечения из древесины | 1981 |
|
SU1007936A2 |
| Устройство для шлифования деталей круглого сечения | 1985 |
|
SU1321559A1 |
| Устройство для шлифования деталей круглого сечения из древесины | 1980 |
|
SU929407A2 |
| Устройство для шлифования деталей из древесины | 1983 |
|
SU1094725A1 |
| Способ ленточного шлифования внутренних сферических поверхностей изделий и устройство для его реализации | 1989 |
|
SU1743817A1 |

Изобретение относится к механической обработке и касается шлифовальных устройств для обработки деревянных деталей со сферическим торцом. Целью изобретения является повышение качества обработки. Для этого контактный ролик выполнен надувным в виде резиновой оболочки с переменной толщиной в поперечном сечении, при этом В : В 4-5; L : В 45-55; 1 0,2, где В - толщина оболочки в центре, в месте выполнения желоба; b - толщина резины у краев контактного ролика; 1 - длина переходной части; L - длина контактного ролика. Резиновая оболочка несет рукав из губчатой резины толщиной 0,02-0,025 м, на который надевается абразивный рукав. При шлифовании (контакте заготовки с роликом) абразивная лента 11 вместе с губчатой резиной 10 вминается в кольцевую проточку резиновой оболочки. 9 ролика и, облегая сферический торец, полностью шлифует его. Вследствие деформации резиновой оболочки возникает сила, которая к концу шлифования выталкивает заготовку в бункер. 5 ил. i (Л INJ (Риг. 2
| Устройство для шлифования торцов деталей | 1983 |
|
SU1135617A2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
