113
Изобретение относится к металлургии, конкретнее к высокотемпературной термомеханической обработке быстрорежущих инструментальных сталей.
Целью изобретения является улучшение красностойкости, ударной вязкости, прочности и эксплуатационной стойкости стали.
П р и м е р. Заготовки быстрорежущей стали нагревают до температуры закалки, .подстуживают до температур на 90-240 С ниже принятых температур начала ковки, куют на паровоздушном молоте-обжатиями в течение (0,373-0,718) .102 с, которое адекватно отношению максимальной степени 0,41-0,95 к скорости 110-133 очаге деформации. При этом, ut (2,41-3,89)-. . Измеряют величину осадки для определения средней степени деформации и вычисляют максимальную степень деформации. Контроль температуры и вре- мени осуществляют зачеканенными термопарами в центральную область очага деформаций и осциллографированием.
После завершения процесса ковки производят закалку в масле. (30-100 С), .жидких смесях (KNOj+NaOH при 350Пркиечаннг. Точность нзиеренкя температуры t5°C.
Рвработку резанием производят ка стали с сорбитной структурой. Ударная вязкость по изгнву.
.LaKaj 23J8/27 Тираж 549 Полписное
1роизв.-гтолигр. пр-тие, г. Ужгород, ул. 1 роекгная, 4
15491
400 С)
с; последующим охлаждением на
воздухе. После закалки производят трехкратный отпуск при 550-560 С (охлаждение на воздухе). Изготавливают сверла и испытывают на стойкость (обрабатываемый материал, скорость подачи, глубина резания во всех случаях одинаковы).
Сравнительные результаты влияния условий деформации на свойства быстрорежущих сталей даны в таблице.
Формула изобретения
5
0
Способ обработки быстрорежащих сталей, включающий нагрев до температуры закалки, подстуживание до температуры деформации, пластическую деформацию и закалку, отличающий- с я тем, что, с целью улучшения красностойкости, ударной вязкости, прочности и-эксплуатационной стойкости, пластическую деформацию начинают осуществлять при температуре на ut 90-240°С ниже принятой, причем u t определяют по соотношению At (2,41-3,89)-Ю , где - степень деформации; - скорость деформации.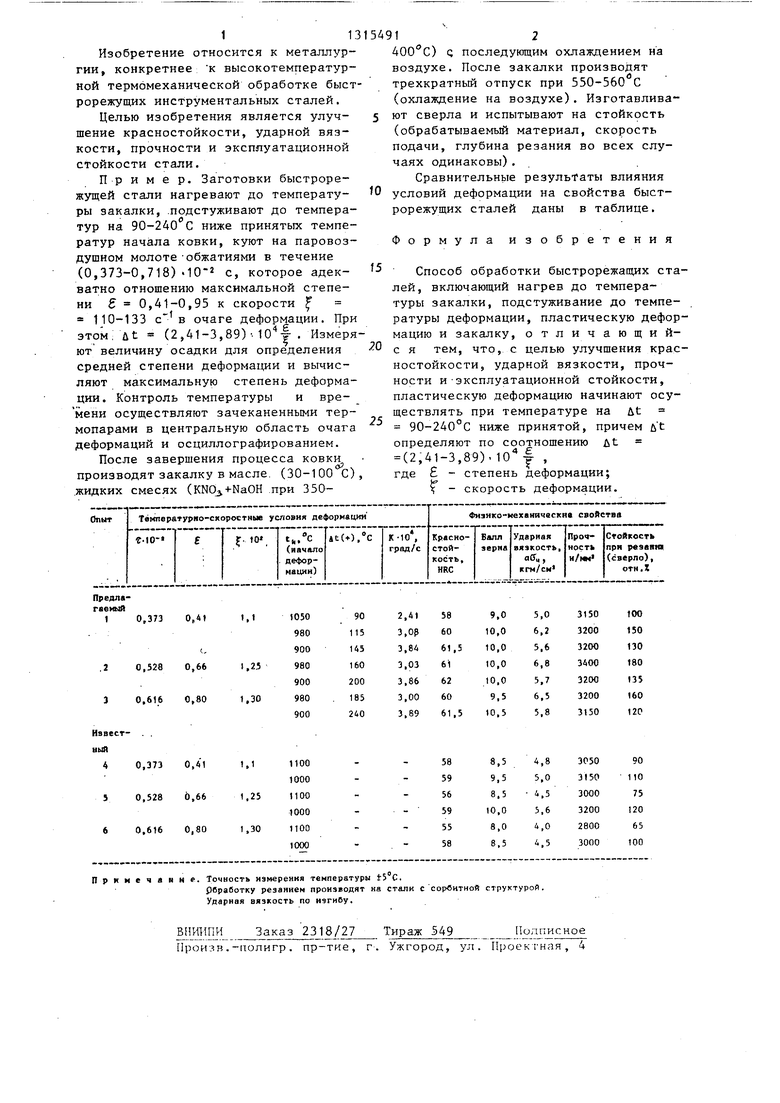
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕЛКОРАЗМЕРНОГО РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2006 |
|
RU2315675C1 |
| Способ изготовления инструмента из быстрорежущей стали | 1982 |
|
SU1186661A1 |
| Способ термомеханической обработки быстрорежущей стали | 1978 |
|
SU876747A2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩИХ СТАЛЕЙ | 2013 |
|
RU2543027C2 |
| Способ термической обработки литой быстрорежущей стали | 1981 |
|
SU1014938A1 |
| Способ термической обработки инструмента из быстрорежущей стали | 1991 |
|
SU1797626A3 |
| Способ термомеханической обработки инструмента из быстрорежущей стали | 1979 |
|
SU863677A1 |
| Способ термической обработки инструмента из быстрорежущей стали | 1983 |
|
SU1121304A1 |
| Сталь | 1989 |
|
SU1694684A1 |
| Инструментальная сталь с интерметаллидным упрочнением | 2015 |
|
RU2620233C1 |
| Способ низкотемпературной термомеханической обработки изделий из быстрорежущих сталей | 1978 |
|
SU722962A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ высокотемпературной термомеханической обработки быстрорежущей стали | 1981 |
|
SU1006510A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Гребенчатая передача | 1916 |
|
SU1983A1 |
