Изобретение относится к оборудоваг нию для удаления с поверхности полосового проката окалины, окислов и за- грязнений перед холодной прокаткой, нанесением покрытий, при гфоизводстве 5 биметалла и может быть использовано на предприятиях черной и цветной металлургии.
Целб изобретения - стабилизация межэлектродного зазора и повышение О качества очистки.
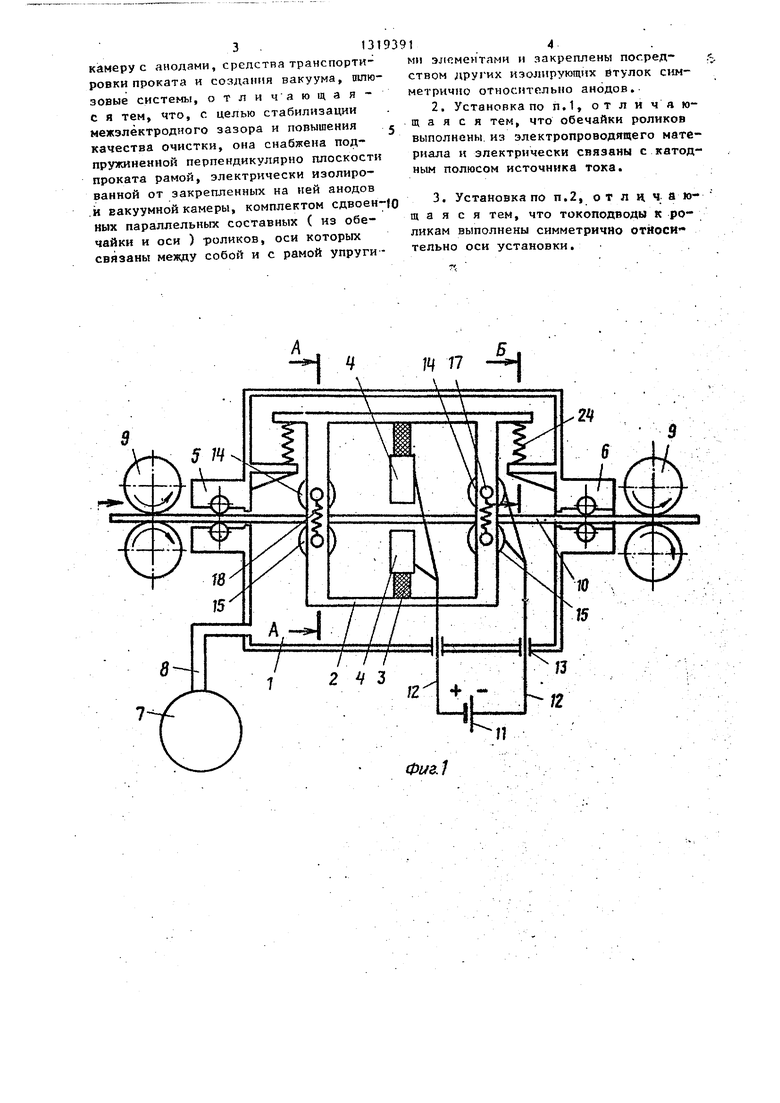
На фиг,1 изображена установка для электродуговой очистки полосового проката в вакууме, общий вид; на фиг.2 дан разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1;на иг.А- 1 азрез В-В на фиг.2.
Установка дЛя электродуговой очистки полосового проката в вакууме со1А и 15, оси которых СТЯГИРЯЮТСЯ пружинами 18, обеспечивая через обечайки 21 надежиьй контакт щеток 19 с полог.оным прокатом 10.
При движении полосового проката 10., имеющего остаточную рулонную кривизну, волнистость или пропеллер- ность, рама 2, опирающаяся на пружины 24, сдвоенными роликами 14 и 15 перемещается к центру кривизны, таким образом расстояние между анодами 4 и полосовым прокатом 10 в процессе работы установки остается практически неизменным, Вакуумнасос 7 через трубопроводы 8 понижает давление в обье- ме вакуумной камеры до тор Па/, Включая источник тока 11, создают разность потенциалов между полосовым прокатом 10 и анодами 4,
держит вакуумную камеру 1 с рамой 2, 20 На очищаемых поверхностях загорается в которой на изоляторах 3 смонтирова- катодный дуговой разряд 27, катодные
ны аноды 4. В торцовых частях вакуумной камеры 1 закреплены вводной 5 и выводной 6 шлюзы. Вакуумнасос 7.и трубопроводы 8 входят в систему соз- Дания и поддерживания вакуума. При- , водные тянущие ролики 9 смонтированы на входе вводного пшюза 5 и выходец выводного шлюза 6 и предназначены для
30
пятна которого перемещаясь по движущейся поверхности металла, производят его очистку от .окалины, окислов и загрязнений. Плотность катодных пятен на обрабатываемом участке остается постоянной в течение всего времени работы установки, что обусловлено равенством катодных потенциалов на участке полосового проката 10, ограниченном сдвоенными роликами 14 и 15, с симметрично расположенными щетками 19 токоподводов к обечайкам 21. На установке для злектродуговой
. создания натяжения полосового проката 10. Анодный полюс источника тока 11 проводниками 12 через вакуумплот- ный ввод 13 соединен с анодами 4. Сдвоенные ролики 14 и 15 закреплены на раме 2 при помощи изолирующих вту- 35 очистки полосового проката в вакууме лок 16 с возможностью их независимого предложенной конструкции можно произ- радиального перемещения, а оси 17 ро- водить очистку полос из черных или ликов 14 и 15 соединены между собой цветных металлов и сплавов произволь- и с рамой 2 упругими элементами пру- ного сечения, в том числе проката с жинами 18. Щетки 19,. соединеиные 40 дефектами плоскостности, проводниками 12 через вакуумплотные Стабильное расстояние между анода- вводы 13 с катодным полюсом источника . ми и обрабатываемой поверхностью,- тока 11,. злектроизолированными от ра- равномерное распределение катодных пя- мы 2 пружинами 20, поджимаются к обе- тен позволяют получать поверхности чайкам 21 роликов 14 и 15. Рама 2 за- 45 со стабильньм по длине и ширине каче- креплена в вакуумной камере птильками ством очистки,, с заданными физико-ме- 22 и гайками 23 через пружины 24 и . ханическими свойствами, электрически изолирована втулками 25 Обработанный электродуговым катод- и прокладками 26.- Щетки 19 закреплены ным разрядом в вакууме полосовой про- в раме 2 симметрично относительно про-50 кат имеет хороший товарный вид, повы дольной оси симметрии установки, шена его коррозионная стойкость, поУстановка работает следующим образом.
Полосовой прокат 10 при помощи тя- иyjqnx роликов 9 через ишюзы 5 и 6 задают в вакуумную камеру 1 и начи- i нают транспортировать с натяжением. При этом полоса зажимается роликами
1А и 15, оси которых СТЯГИРЯЮТСЯ пружинами 18, обеспечивая через обечайки 21 надежиьй контакт щеток 19 с полог.оным прокатом 10.
При движении полосового проката 10., имеющего остаточную рулонную кривизну, волнистость или пропеллер- ность, рама 2, опирающаяся на пружины 24, сдвоенными роликами 14 и 15 перемещается к центру кривизны, таким образом расстояние между анодами 4 и полосовым прокатом 10 в процессе работы установки остается практически неизменным, Вакуумнасос 7 через трубопроводы 8 понижает давление в обье- ме вакуумной камеры до тор Па/, Включая источник тока 11, создают разность потенциалов между полосовым прокатом 10 и анодами 4,
пятна которого перемещаясь по движущейся поверхности металла, производят его очистку от .окалины, окислов и загрязнений. Плотность катодных пятен на обрабатываемом участке остается постоянной в течение всего времени работы установки, что обусловлено равенством катодных потенциалов на участке полосового проката 10, ограниченном сдвоенными роликами 14 и 15, с симметрично расположенными щетками 19 токоподводов к обечайкам 21. На установке для злектродуговой
очистки полосового проката в вакууме предложенной конструкции можно произ- водить очистку полос из черных или цветных металлов и сплавов произволь- ного сечения, в том числе проката с ефектами плоскостности, Стабильное расстояние между анода- и и обрабатываемой поверхностью,- авномерное распределение катодных пя- тен позволяют получать поверхности со стабильньм по длине и ширине каче- ством очистки,, с заданными физико-ме- аническими свойствами, Обработанный электродуговым катод- ным разрядом в вакууме полосовой про- кат имеет хороший товарный вид, повыверхность становится более развитой, что важно при нанесении металлопокрытий в производстве биметалла,
Формула изобретени.я
1.Установка для электродуговой очистки полосового проката в вакууме, содержащая источник тока, вакуумную
3131939
KiaiMepy с анодами, средстна транспортировки проката и создания вакуума, пшю- зовые системы, отличающая- с я тем, что, с целью стабилизации межэлёктродного зазора и повышения с качества очистки, она снабжена подпружиненной перпендикулярно плоскости проката рамой, электрически изолированной от закрепленных на ней анодов .и вакуумной камеры, комплектом сдвоен-fo ных параллельных составных ( из обечайки и оси ) роликов, оси которых связаны между собой и с рамой упруги 14ми элементами и закреплены посредством других изолирующих втулок ciiM- относительно анодов.
2.Установка по п.1, отличающаяся тем, что обечайки роликов выполнены из электропроводящего материала и электрически связаны с катодным полюсом источника тока.
3.Установка по п.2, отличающаяся тем, что токоподводы к роликам выполнены симметрично отйосн тельно оси установки. ,
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для электродуговой очистки проката в вакууме | 1986 |
|
SU1700843A1 |
| УСТАНОВКА ДЛЯ ОЧИСТКИ ЛЕНТОЧНОГО ПРОКАТА ЭЛЕКТРОДУГОВЫМ РАЗРЯДОМ В ВАКУУМЕ | 1987 |
|
SU1781899A1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2028841C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ЭЛЕКТРОДУГОВОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ ИЛИ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2010 |
|
RU2456376C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2007 |
|
RU2348742C2 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОЙ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2180365C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ И ЭЛЕКТРОДУГОВОЙ ИСПАРИТЕЛЬ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2013 |
|
RU2554252C2 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА МЕТАЛЛИЧЕСКИЕ ТРУБЫ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2152454C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2010 |
|
RU2421286C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОДУГОВОЙ ОЧИСТКИ ПРОВОЛОКИ В ВАКУУМЕ | 1998 |
|
RU2135316C1 |

Изобретение относится к оборудованию для удаления с поверхности полосового проката окалины, окислов и загрязнений перед холодной прокаткой, нанесением покрытий, при производстве биметалла и может быть использовано на предприятиях черной и цветной не- таллургии. Цель изобретения - стабилизация межзлектродного зазора и по- вьшение качества очистки. Полосовой прокат 10 при помощи тянущих роликов 9 через ошюзы 5 и 6 задают в вакуумную камеру 1 и транспортируют его с натяжением. При движении полосового проката 10, имеющего остаточную пулон- ную кривизну или волнистость, рама 2 опирается на пружины 24 и сдвоенными роликами 14 и 15 перемещается к центру кривизны,таким образом, расстояние между анодами 4 и полосовым прокатом 10 в процессе работы устаной- ки остается практически неизменным. Установка позволяет производить очистку полос, в том числе с дефектами . I плоскостности. 4 ил. Од о
Фг/г/
6-6
23
Составитель О. Румянцева Редактор Л. Лашкова Техред И.Попович Корректор Л,Патай
Заказ 4575 ТиражПодписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5 Лроизводственно-полиграфическое. предприятие, г. Ужгород, ул. Проектная, 4
ФигЛ
| Устройство для очистки катанки дуговым разрядом | 1981 |
|
SU997889A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
