Изобретение относится к деревообрабатывающей промышленности, в частности, к производству древесных плит, и может быть использовано при их прессовании.
Целью изобретения является сокращение трудозатрат при эксплуатации системы.
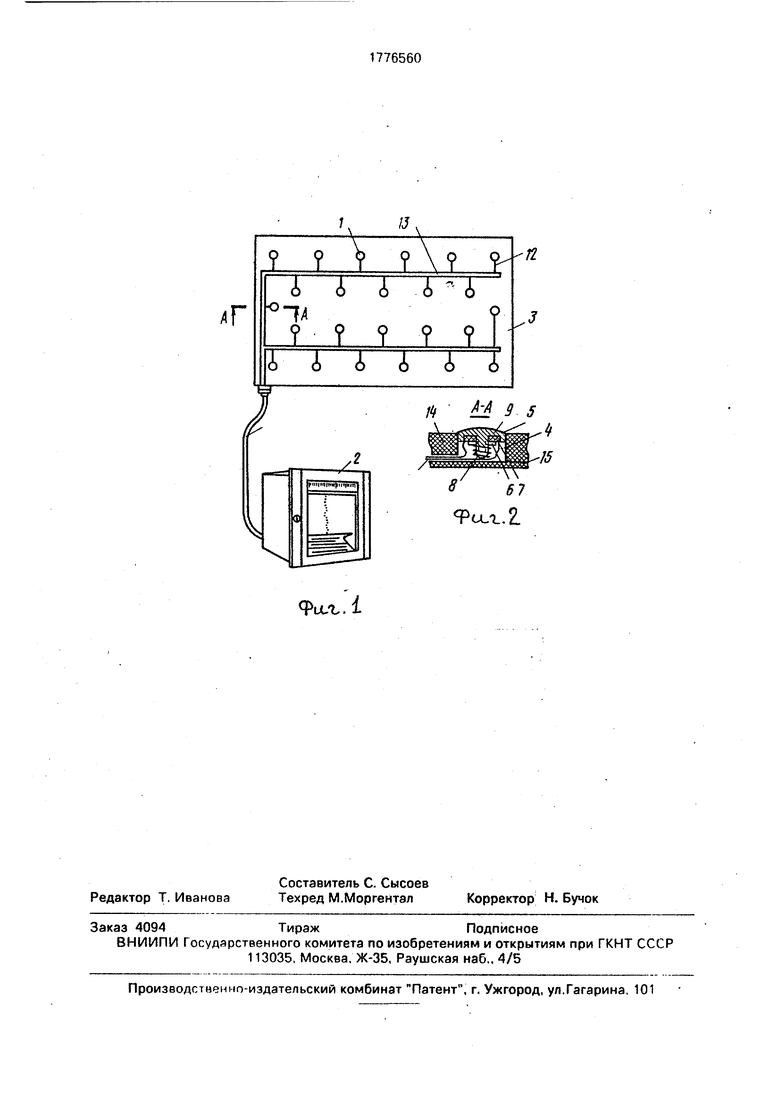
На фиг.1 изображена система автоматического контроля температурного режима прессующих греющих плит; на фиг.2 - разрез А-А на фиг.1.
Система автоматического контроля температурного режима прессующих греющих плит, содержащая датчики 1 температуры связанные с регистрирующим прибором 2, снабжена имитатором 3 древесной плиты, в
гнездах 4 которого размещены датчики 1 температуры, каждый из которых выполнен в виде контактного теплопроводящего элемента 5, на нижней б поверхности которого размещен чувствительный элемент 7 датчика 1 температуры, причем контактный теп- лопроводящий элемент 5 подпружинен относительно дна 8 гнезда 4 с расположением в исходном состоянии, по крайней мере, части внешней 9 поверхности контактного теплопроводящего элемента 5 над соответствующей рабочей 10 поверхностью имитатора 3 древесной плиты.
Датчики 1 температуры связаны с регистрирующим прибором 2 посредством соеXI XI о
О1
о о
динительных проводов 11, расположенных о периферийных 12 м магистральных 13 каналах имитатора 3, выполненного разъемным из первой 14 и второй 15 плит.
Работа системы автоматического контроля температурного режима прессующих греющих плит происходит следующим образом.
При необходимости проверки температурного режима, т.е. состояния каналов, греющих прессующих плит пресса на конвейер перед загрузочной этажеркой помещается имитатор 3 вместо очередного загружаемого ковра таким образом и в тот момент времени, чтобы произошла укладка имитатора на полку загрузочной этажерки, которая соответствует исследуемой греющей плите., После заполнения остальных полок загрузочной этажерки коврами, загрузочная этажерка загружает пресс. Далее происходит прессование, в процессе которого имитатор 3 сжимается парой греющих плит, одна из которых, примыкающая к рабочей 10 поверхности имитатора 3 является исследуемой. При этом чувствительные элементы 7 датчиков температуры воспринимают температуру тех участков исследуемой греющей плиты, которые примыкают к гнездам 4 имитатора 3. Передача температуры каждого исследуемого участка греющей плиты к чувствительному элементу 7 происходит благодаря тому, что подпружиненный контактный теплопроводящий элемент 5 надежно контактирует своей внешней 9 поверхностью с исследуемым участком, приобретает его температуру и передает ее чувствительному элементу 7, который контактирует с внутренней 6 поверхностью контактного теплопроводящего элемента 5. Сигнал, соответствующий измеряемой температуре исследуемого участка, по соедини- тельному проводу 11 поступает от чувствительного элемента 7 датчика температуры 1 на один из входов многоканального вторичного регистрирующего прибора 2, на другие входы которого поступают сигналы о температуре остальных измеряемых участков греющей плиты. Температура всех
участков исследуемой греющей плиты регистрируется и анализируется. При выявлении участков с температурой ниже требуемой величины фиксируется, что на соответствующем участке сечение каналов теплоносителя уменьшено, и требуется их прочистка. Имитатор 3 после окончания цикла прессования удаляется из пресса разгрузочной .этажеркой одновременно с разгрузкой готовых плит.
Заявленное техническое решение позволит сократить трудозатраты при эксплуатации системы при определении состояния каналов греющих плит и позволит повысить качество древесных
плит за счет своевременного выявления неравномерности нагрева греющих плит пресса. Предполагаемый экономический эффект составит 20 тыс.руб/год для одного устройства прессования.
Формула изобретения
Система автоматического контроля температурного режима прессующих греющих плит, содержащая датчики температуры, связанные с регистрирующим прибором,
отличающаяся тем, что, с целью сокращения трудозатрат при эксплуатации системы, она снабжена имитатором древесной плиты, в гнездах которого размещены датчики температуры, при этом каждый датчик выполнен в виде контактного теплопроводящего элемента, на нижней поверхности которого размещен чувствительный элемент, причем, контактный теплопроводя- щий элемент подпружинен относительно
дна гнезда с расположением в исходном состоянии по крайней мере части внешней поверхности контактного теплопроводящего элемента соответствующей рабочей поверхностью имитатора древесной плиты.
фииг-i
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия изготовления древесностружечных плит | 1986 |
|
SU1320065A1 |
| Прессовая установка для производства древесно-волокнистых плит | 1982 |
|
SU1105535A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДРЕВЕСНЫХ ПЛИТ БЕЗ ДОБАВЛЕНИЯ СВЯЗУЮЩЕГО И ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2005596C1 |
| Линия производства плит из древесной массы | 1976 |
|
SU592613A1 |
| Линия изготовления древесных плит | 1990 |
|
SU1778000A1 |
| Линия для изготовления древесных плит | 1977 |
|
SU686898A1 |
| Линия изготовления древесно-стружечных плит | 1983 |
|
SU1140957A1 |
| Способ изготовления древесно-волокнистых плит с рельефным рисунком | 1990 |
|
SU1721162A1 |
| СПОСОБ ПРОИЗВОДСТВА ТВЕРДЫХ ДРЕВЕСНОВОЛОКНИСТЫХ ПЛИТ | 1972 |
|
SU327072A1 |
| Линия изготовления древесно-волокнистых плит средней плотности | 1988 |
|
SU1618660A1 |
Использование: изобретение относится к деревообрабатывающей промышленности, в частности к производству древесностружечных и древесноволокнистых плит, и может быть использовано при их прессовании. При необходимости проверки состояния каналов греющих плит в пресс на конвейер перед загрузочной этажеркой загружается имитатор вместо очередного загруженного пакета с ковром таким образом и в тот момент времени одного из прессующих ковров произошла укладка имитатора на полуку загрузочной этажерки, которая соответствует исследуемой греющей плите. В процессе прессования имитатор сжимается парой греющих плит, одна из которых, примыкающая к рабочей поверхности имитатора, является исследуемой. Передача температуры исследуемых участков греющей плиты к чувствительным элементам происходит благодаря тому, что подпружиненный металлический нагреватель в каждом гнезде, надежно контактируя своей наружной поверхностью с исследуемым участком, приобретает его температуру и передает ее чувствительному элементу. 2 ил. со с
| Шварцман Г.М | |||
| Производство древесностружечных плит, М.: Лесная промышленность, 1977, с.258. |
