Изобретение относится к прокатному производству а именно к заготовкам для производства проката, преимущественно листового, и можег быть использовано для получения листов и полос ответственного назначения с по- вьппенными требованиями к механическим свойствам и структуре металла.
Целью изобретения является повышение качества готового проката r j- тем проработки металла дополнительной макросдвиговой деформацией,
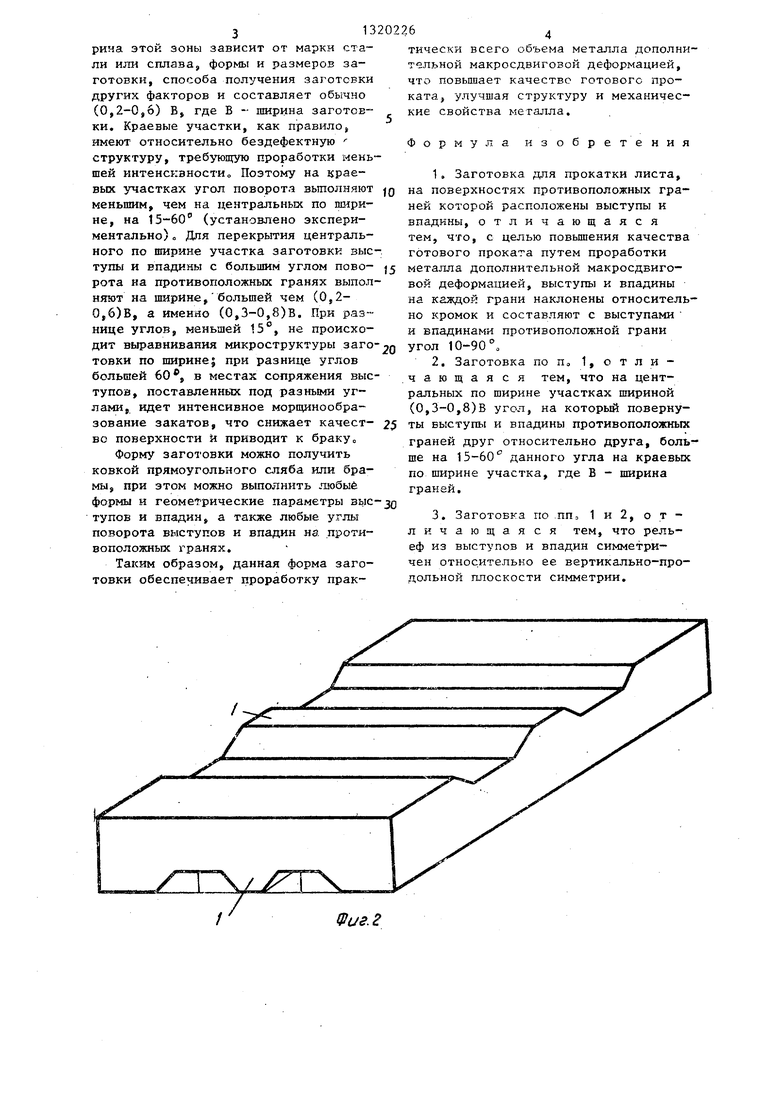
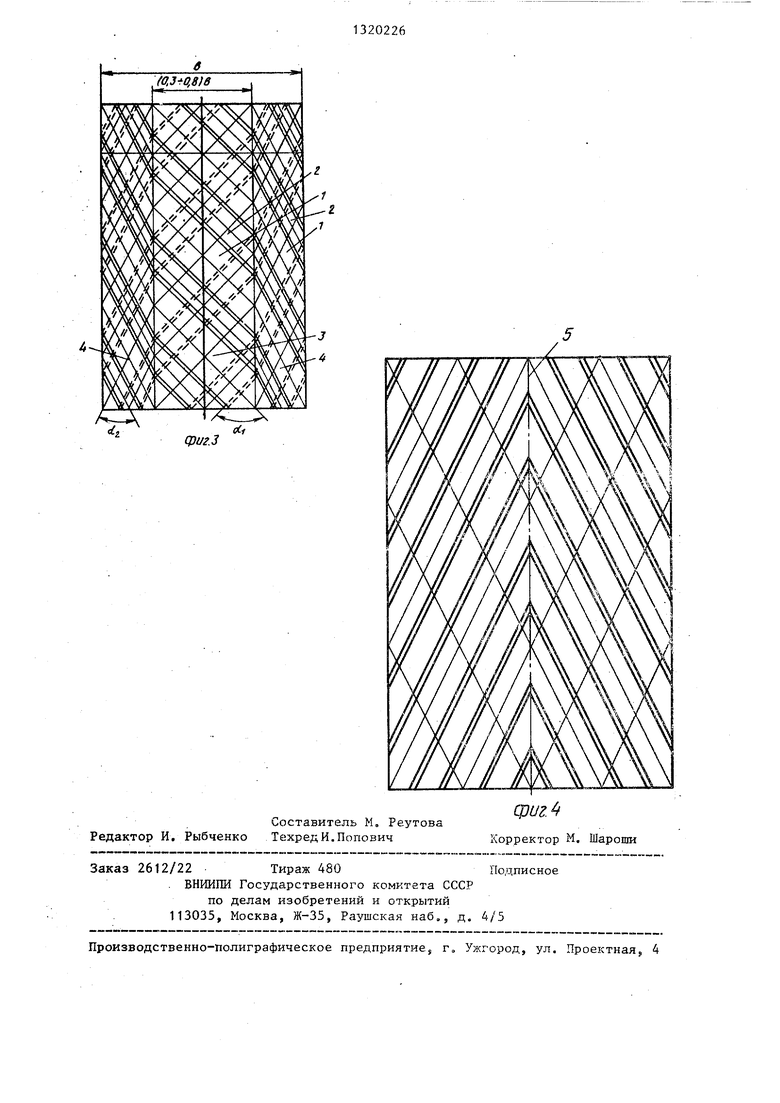
На фиг о 1 показана заготовка в плане; на фиг 2 - заготовка при угле разворота выступов и впадин 90° без наклона; на фиг 3 заготовка в плане при разных упомянутых углах разворота на разных участках; на фиго 4 - то же, при симметричном относительно вертикально-продольной плоскости симметрии рельефа из выступов и впадин,
Невидимые выступы и впадины на противоположной грани заготовки обозначены пунктиром (1 и 3),
Заготовка имеет выступ 1j впадину 2, центральный по ширине участок 3 грани, краевые участки 4, вертикально-продольную плоскость 5 симметрии заготовки, угол с поворота выступов и впадин на одной грани относительно выступов и впадин ка противоположной грани, упомянутый угол oi поворота на центральном по ширине участке упомянутый угол d поворота на краевых участках„
10
15
20
25
На противоположных гранях заготовки j,- преимущественно широких,имеются выступы ,1 и впадины 2 (фиг о 1) Выступы могут 40 иметь треугольное,пря: оугольное, трапецеидальное, многоугольное или криволинейное поперечное сечение,Выетупы и впадины на одной грани повернуты относительно выступов к впадин на противоположной грани на угол .Взаиморасположение выступов к впа- .дин на разных участках граней могут изменять (для создания условий различной интенсивности проработки) за счет изменения угла d (от Ы, к d на фиг, 3)„ Для придания процессу деформирования устойчивости рельеф из выступов и впадин выполняют симметричным относительно вертикально-продоль- ной плоскости 5 симметрии загстовки (фиг,. 4).
Работа с заготовкой осу цествляет- ся следующим образом„
13202262
Нрл ретая до температуры деформиро- вани.р; заготовка поступает на участок прокатного стана ( другого дефор- мирукщего агрегата),где облммается по тслщ1-ше по 1;ыбр.аК.1:ому режиму до необходимой толщин.ы и тирины. Во время Деформирования вследствие нали- чи)1: выступов 1 и впадкн 2 (фиг. 1) на гранях заготовки и особого их зза- иморасположенкя (угол поворота фиг, 1) происходит,, наряду с обжатием.; уширением и вытяжкойj проработка объемов металла дополнительной макросдвиговой деформацией.
При прокатке известной заготовки наблюдаются развитые поперечные про- THBoi DKHf но металл прорабатьшается Б большей степени код выступами, в меньшей - под ьпадинами. Все это происходит из-за Toroj что выступ одной грани строго располагается под выступом противоположной, а впадина - соответственно под впадиной. Избегнуть этого и позволяет поворот выступов н: впадин одной грани относительно выступов и впадкн другой грани на некоторый угол с 1, Поворот позволяет турбу- Г1 ; зировать встречные потоки металла 8 областях их взаимодействня. Это прИ Бодкт к действию дополнительных макросдвигов практически во всем объеме деформируемого мет,алла„ Чем больше разница в углах в пределах 10-90°, тем интенсив.нее проработка и затирка
35 дефектов, особенно в дентрапьных а:1оях„
Пределы изменения углов установлены из следующих соображений При угле менее Ю эффект поворота практи-- i-iSCKH незаметен (установлено в экспериментах) 5 при угле ос угол тот же., что и (90°+ о/), т,е, oi, только в другом нагфавлекии, .и эффект тот же; Ка фиг, 2 показан
45 предельный случай при L4 и пер- пенд.икул.ярности вь;ступов и впадин торцам и боковым граням„ Однако данное расположение выступов и впадин натехнологичнОэ так как при прокат50 кг наблюдаются динамические удары. Эти удары могут быть исключены толь- ко при выходе на торцы и боковые грани как выступов, так и впадин.
30 ,
Структура заготовок для деформирования неодноро.дча в поперечном сечении... В центра.льной по ш.ирине и тол- iTj;nne зоне металла наблюдаются расслоения „ разрывы и другие дефекты ШинаTH Б ме ис гр по от эт н: ст то об Бо ро де ра те
,
Структура заготовок для деформирования неодноро.дча в поперечном сечении... В центра.льной по ш.ирине и тол- iTj;nne зоне металла наблюдаются расслоения „ разрывы и другие дефекты Ширина этой зоны зависит от марки стали или сплава, формы и размеров заготовки, способа получения заготовки других факторов и составляет обычно (0,2-0,6) В, где В - ширина заготовки. Краевые участки, как правило, имеют относительно бездефектную структуру, требующую проработки меньшей интенсквностио Поэтому на краевых участках угол поворота выполняют меньшим, чем на центральных по ширине, на 15-60 (установлено экспериментально) с Для перекрытия центрального по ширине участка заготовки зыступы и впадины с большим углом пово- J5 металла дополнительной макросдвиго- рота ка противоположных гранях выполняют на ширине, большей чем (0,2- 0,б)Б, а именно (0,3-0,8)В. При разнице углов, меньшей 15°, не происходит выравнивания микроструктуры заго- п товки по ширине; при разнице углов большей 60 j в местах сопряжения выступов, поставленных под разными углами, идет интенсивное морщинообравой деформацией, выступы и впадины на каждой грани наклонены относитель но кромок и составляют с выступами и впадинами противоположной грани угол 10-90 о
2.Заготовка по и 1, о т л и - .чающаяся тем, что на центральных по ширине участках шириной (О,3-0,8)В угол, на которьй повернуты выступы и впадины противоположных граней друг относительно друга, боль ше на 15-60 данного угла на краевых по ширине участка, где В - ширина граней,
зование закатов, что снижает качест- во поверхности и приводит к браку
Форму заготовки можно получить ковкой прямоугольного сляба или брамы, при этом можно выполнить любые формы и геометрические параметры зыс тунов и впадин, а также любые углы поворота выступов и впадин на противоположных гранях.
Таким образом, данная форма заготовки обеспечивает проработку практически всего объема металла дополнительной макросдвиговой деформацией, что повышает качестве готового проката, улучшая структуру и механические свойства металла.
Формула изобретения
1, Заготовка для прокатки листа, на поверхностях противоположных граней которой расположены выступы к впадины, отличающаяся тем, что, с целью повышения качества готового проката путем проработки
металла дополнительной макросдвиго-
вой деформацией, выступы и впадины на каждой грани наклонены относительно кромок и составляют с выступами и впадинами противоположной грани угол 10-90 о
2.Заготовка по и 1, о т л и - .чающаяся тем, что на центральных по ширине участках шириной (О,3-0,8)В угол, на которьй повернуты выступы и впадины противоположных граней друг относительно друга, больше на 15-60 данного угла на краевых по ширине участка, где В - ширина граней,
3.Заготовка по пп, 1 и 2, отличающаяся тем, что рельеф из выступов и впадин симметричен относительно ее вертикально-продольной плоскости симметрии.
d/гг
Составитель М, Реутова Редактор И. Рыбченко Техред И.Попович
Заказ 2612/22 Тираж 480Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г„ Ужгород, ул. Проектная 4
cpui
Корректор М, Шароши
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки | 1983 |
|
SU1088818A1 |
| Способ получения плоского проката | 1986 |
|
SU1342541A1 |
| Способ прокатки упрочненных полос | 1988 |
|
SU1657244A1 |
| Способ прокатки плоского проката из конусных слитков | 1987 |
|
SU1528588A1 |
| СПОСОБ ПРОКАТКИ СТАЛЬНЫХ СОРТОВЫХ ПРОФИЛЕЙ | 2011 |
|
RU2465079C1 |
| Способ прокатки | 1980 |
|
SU1009541A1 |
| Рабочий валок черновой прокатной клети | 1981 |
|
SU980881A1 |
| Способ прокатки | 1980 |
|
SU869871A1 |
| Слиток для прокатки | 1981 |
|
SU948471A1 |
| Слиток для деформирования | 1981 |
|
SU1014600A1 |
Изобретение относится к прокатному производству. Цель изобретения - повьшение качества готового проката путем проработки металла дополнительной макросдвиговой деформацией. Нагретая до температуры деформирования заготовка, имеющая на своей поверхности выступы и впадины, поступает ,на участок прокатного стана, где обжимается по толщине по выбранному режиму до необходимой толщины и ширины. Во время деформирования вследствие наличия на гранях заготовки выступов 1 и впадин 2 и их взаимного расположения (выступы и впадины на каждой грани заготовки наклонены и повернуты относительно выступов и впадин на противоположной грани на угол 10-90 , при этом угол наклона выступов и впадиц на центральных по ширине участках граней заготовки больше угла наклона выступов и впадин на .краевых ее участках на 15-60 а наряду с обжатием, уширением и вытяж- кой, происходит проработка объемов Л металла дополнительной макросдвиго- вой деформацией 2 з.п. ф-лы, 4 ил. ОО IsD О ю to О5
| Авторское свидетельство СССР № 757220, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
