113
Изобретение относится к области - горячей прокатки полос и может быть использовано на широкополосных ста- - нах горячей прокатк« для охлаждения полос на отводящих рольгангах.
Цель изобретения - улучшение качества полос за счет повышения эффективности их охлаждения.
На фиг„ изображен ролик для охлаждения полосы, обнщй BHAj на фиг.2 - клапан ролика в закрытом состоянии; на фиг„3 - то же в открытом состоянии.
Ролик для охлаждения полосы включает полую бочку (фиг,1-3( шейки 2, узел подачи охлаждающей жидкости, cocтoяuJ й из трубки 3 и уплотнения 4 о Бочка 1 ролика рольганга вьшолне- на со сквозными радиальными отверстиями 5, в которых размещены запорные клапаны б нажимного действия. Нажимная деталь 7 клапанов 6 выступает над поверхностью бочки 1 ролика. Отверстия 5 и запорные клапаны 6 выполнены коническими с большим диаметром 8, обращенным во внутрь ролика.. Запорные клапаны 6 выполнены в виде усеченных Конусов, сопряженных с коническими отверстиями, причем меньший диаметр клапана Ь выступает над поверхностью бочкр 1 ролика, выполняя функцию нажимной детали 7, Внутри ролика размещен упор 9 для запорных клапанов 6, .представляющий собой сетчатый цилиндр, прикрепленны внутри к торцам бочки 1с Позицией 10 обозначена полоса.
Ролик для охлаж/;ения полосы работает следующим образом.
Вода по трубке 3,, проходящей через уплотнение 4, поступает внутрь бочки 1 ролика о Давление внутри бочки 1, воздействуя на конические запорные клапаны 6, прижимает их к коническим отверстиям 5, тем самым клапаны b перекрывают отверстия 5. Плотному прижатию клапанов 6 к отверстиям 5 способствуют также центробежные силы, возникающие на клапан 6 при вращении ролика, и направленные от оси ролика в радиальном направлении. Такое положение клапанов 6 показано на фиг.2.
При движении по рольгангу полоса 10 своим весом давит на выступающие над поверхностью ролика нажимные дет ли 7 клапанов 6, При этом клапаны 6
72
утапливаются внутрь ролика, открывая отверстия 5. Вода, находящаяся под давлением внутри бочки, по образующемуся зазору между клапаном 6 и
отверстием З,, поступает на наружную поверхность ролика, образуя слой воды между роликом и полосой, интенсивно и равномерно охлаждающий нижнюю поверхность полосы, как показано
на фиг.Зо
Упор 9 для клапанов 6 удерживает их в рабочем положении при отключении ВОД111. После прохождения полосы 10 внутренним давлением воды клапаны 6
возвращаются в исходное положение, показанное на фиго2о
Предлагаемый ролик для охлаждения полосы обеспечивает равномерное эффективное охлаждение полосы снизу при
ее движении по рольгангу. Ролик достаточно прост в изготовлении, не требует дополнительных устройств дд1я включения и отключения охлаждающей воды, так как автоматически подает воду на полосу в процессе ее движения по рольгангу, В зависимости от щири- ны прокатываемых полос изменяется количество открываемь х клапанов, ч то обеспечивает экономию воды
По сравнению с известными предлагаемый ролик для охлаждения полосы улучшает качество полос за счет по- эффективности их охлаждения с нижней стороны с,
Ф о р м у л а и 3 о б р е т е н и я
I „ Ролик для ,цения полосы, включающий no. iyio бс1чку, щейки и узел
подачи охлая-далогдей жидкости внз трь бочки, о т л и ч а ю щ и и с я тем, что, с целью улучше1ния качества полос за счет повышения эффективности их охлалодения, бочка ролика вьтолнена
со сквозными радиагсьными отверстиями и снабжена размещенными в них запорными клапанами нажимного действия, нажимная деталь которых выступает над поверхностью ролика.
2. Ролик по п,1( о т л и ч а ю - ш и и с я тем, что поверхность отверстия и запорные клапаны сопряжешз по конусу, большим диаметром Обращенным внутрь ролика, кроме того, внутри ролик снабжен упорами дпя запорных клапанов.
6 ./
Фиг2
Фи2.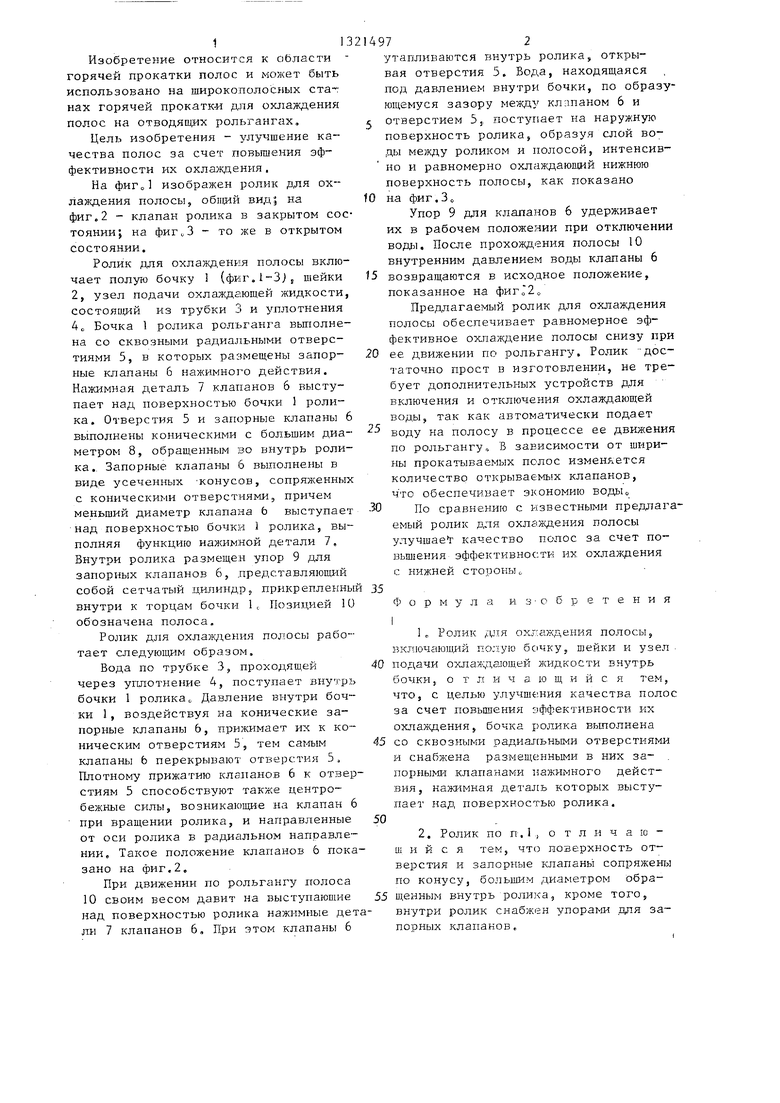
| название | год | авторы | номер документа |
|---|---|---|---|
| Ролик для охлаждения полосы | 1987 |
|
SU1424898A2 |
| РОЛИК РОЛЬГАНГА ПРЕИМУЩЕСТВЕННО СТАНОВ ГОРЯЧЕЙ ПРОКАТКИ | 2005 |
|
RU2291006C1 |
| Способ транзитной прокатки полосы | 1990 |
|
SU1738395A1 |
| Способ производства полос | 1985 |
|
SU1330190A1 |
| Способ горячей прокатки полос и листов | 1987 |
|
SU1479150A1 |
| Способ горячей прокатки широких полос | 1980 |
|
SU973196A1 |
| Способ производства полосы | 1987 |
|
SU1573036A1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТЕПЛОВОГО ПРОФИЛЯ ВАЛКОВ | 2001 |
|
RU2191650C1 |
| Способ производства широких горячекатаных полос из высокоуглеродистых низколегированных сталей | 1984 |
|
SU1196391A1 |
| Способ горячей прокатки полос и листов | 1990 |
|
SU1755972A2 |
Изобретение относится к области горячей прокатки полос и может быть использовано на широкополосных станах горячей прокатки для охлаждения полос на отводящих рольгангах Цель v изобретения - улучшение качества по- лос за счет повьппения эффективности их охлаждения. Вода по трубке 3, проходящей через уплотнение 4, поступает внутрь бочки 1 ролика Давление воды внутри бочки 1, воздействуя на конические запорные клапаны 6, прижимает их к коническим отверстиям 5. При движении по рольгангу полоса 10 своим весом давит за выступающие под поверхностью ролика нажимные детали 7 клапанов 6. Клапаны 6 утапливаются внутрь ролика, открывая отверстия 5. 1 ЗоП. ф-лы, 3 ил. i (Л / 8 5 6 10 9 
Редактор АоВорович
Составитель О.Румянцева Техред И.Попович
Заказ 2701/6 Тираж 480 . Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
Корректор А.Ильин
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
