вам для сварки трубопроводов из термопластов.
Цель изобретения - повышение производительности и удобства обслужива- 5 которые зажимаются барашками 4.
ния.
Торцеватель 5 устанавливается между ними поворотом рычага 6, который с помош;ью захвата 10 крепится к направляющей 1. Концы труб поджимаются
На фиг.1 изображено предлагаемое устройство, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - торцеватель; на фиг.4 - то же, вид сбоку; 10 к торцевателю рычагами 9 и обрезают- на фиг.З - разрез Б-Б на фиг.1; на ся ножами (режущими элементами 12) фиг.6 - разрез В-В на фиг.4; на фиг.7- опорньй подвижной захват; на фиг.З - то же, вид сверху; на фиг.9 - нагреватель; на фиг. 10 - то же, вид сбоку; -5 дисками 11. Затем торцеватель 5 за- на фиг.1 - фото опытного образца уст- мещается нагревателем 7 путем поворо- ройства.
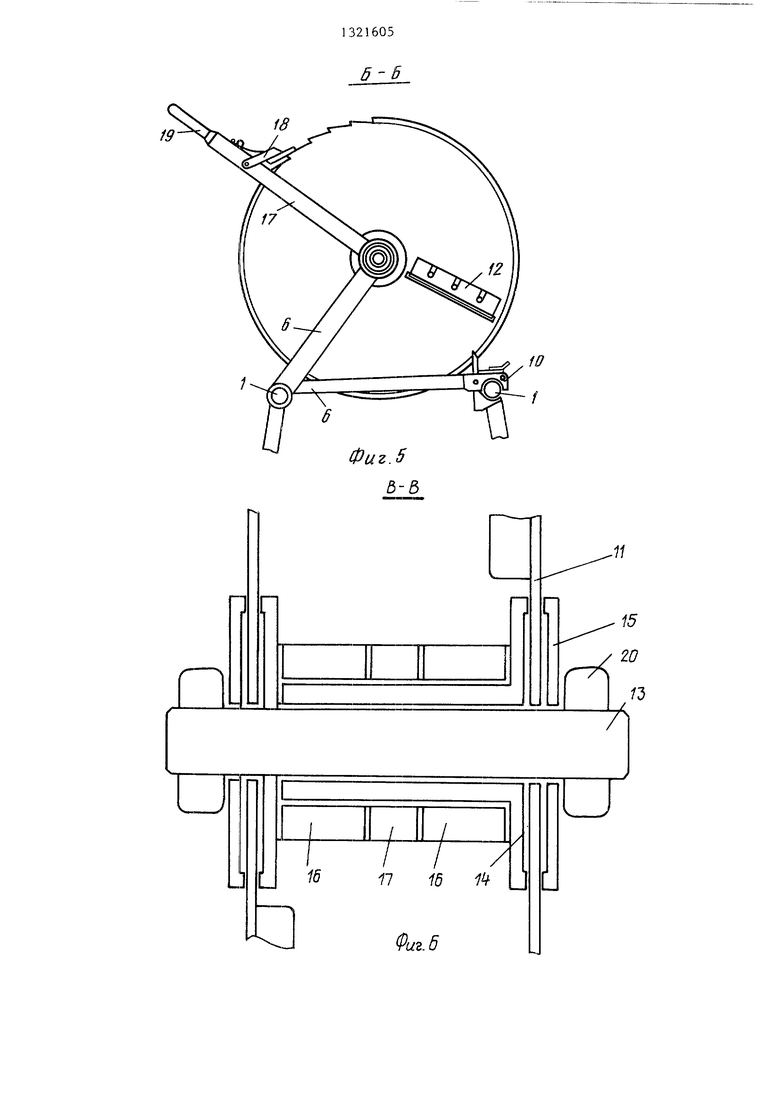
Устройство для сварки труб из термопластов содержит станину с направляющими 1 , на которых установлены не- 20 труб проводится их оплавление за счет подвижный 2 и подвижный 3 хомуты с тепла коробки 21, нагреваемой горел- откидными барашками 4, а также торцеватель 5 с рычагом 6 и нагреватель 7 на рычаге 8. Подвижный хомут связан с системой рычагов 9. Рычаг 6 имеет форму вилки, на другом конце которой находится опорный подвижный захват 10 (фиг.7 и 8). Торцеватель выполнен в виде двух храповых дисков 11 с режущими элементами 12. Эти диски закреп- труб. лены на оси 13 посредством упорного
одновременно путем поворота дисков 11 ручкой 19 с помощью водила 17, которое упором 18 входит в зацепление с
та его на рычаге 8 вокруг направляющей 1. После поджатия его рычагами 9 к обрезанным и выровненным концам
кой 22, работа которого регулируется краном 25 и эжектором 24. Оплавленные концы труб сжимаются продолжением движения рычагов 9 после отвода и поворота нагревателя в нерабочее положение. Происходит стыковка и сварка труб. Затем тсазанные операции повторяются на новом стыке свариваемых
втулочного стакана 14, планшайбы 15 и расположены в разрезной втулке 16, tj средней части которой установлено водило 17 с подпружиненным упором 18 и 35 мопластов, содержащее станину, непод- ручкой 19, а концевые части соединены с рычагом 6. Стакан 14 и планшайба 15 зажимаются гайками 20. Нагреватель 7, закрепленньй на рычаге 8, -- представляет собой коробку 21, внут- 40 шения производительности и удобства
вижныи и подвижный зажимные хомуты, нагреватель и торцеватель, установленные на направляющей, отличающееся тем, что, с целью повыри которой расположена кольцевая газовая горелка 22, на входном патрубке 23, имеющем эжектор 24 и регулировочный кран 25. Опорный подвижньш
захват 10 состоит из двойной скобы 26 5 го стакана, на котором свободно устаи зуба 27, поддерживаемого пружинойновлена разрезная втулка, в средней
28, скоба 26 имеет защелку 29 и упорчасти которой жестко закреплено води30.ло с подпружиненным упором и ручкой
Хомуты 2 и 3 имеют вкладыши 31 дляна конце, а концевые части разрезной центрирования труб с различным диа- 50втулки жестко связаны с рычагом, шар- метром,нирно установленньм на направляющей.
разом.
Концы свариваемых труб устанавливаются во вкладышах 31 хомутов 2 и
Торцеватель 5 устанавливается между ними поворотом рычага 6, который с помош;ью захвата 10 крепится к направляющей 1. Концы труб поджимаются
к торцевателю рычагами 9 и обрезают- ся ножами (режущими элементами 12) дисками 11. Затем торцеватель 5 за- мещается нагревателем 7 путем поворо-
одновременно путем поворота дисков 11 ручкой 19 с помощью водила 17, которое упором 18 входит в зацепление с
к торцевателю рычагами 9 и обрезают- ся ножами (режущими элементами 12) дисками 11. Затем торцеватель 5 за- мещается нагревателем 7 путем поворо-
труб проводится их оплавление за счет тепла коробки 21, нагреваемой горел- труб.
та его на рычаге 8 вокруг направляющей 1. После поджатия его рычагами 9 к обрезанным и выровненным концам
труб проводится их оплавление за сче тепла коробки 21, нагреваемой горел- труб.
кой 22, работа которого регулируется краном 25 и эжектором 24. Оплавленные концы труб сжимаются продолжением движения рычагов 9 после отвода и поворота нагревателя в нерабочее положение. Происходит стыковка и сварка труб. Затем тсазанные операции повторяются на новом стыке свариваемых
Формула изобретения
Устройство для сварки труб из термопластов, содержащее станину, непод- шения производительности и удобства
вижныи и подвижный зажимные хомуты, нагреватель и торцеватель, установленные на направляющей, отличающееся тем, что, с целью повыобслуживания, торцеватель выполнен в виде цвух храповых дисков с режущими элементами, закрепленными на оси посредством планшайб и втулочноА-А
W
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки пластмассовых труб | 1990 |
|
SU1819224A3 |
| Устройство для сварки труб из термопластов | 1989 |
|
SU1687443A1 |
| Устройство для сварки труб из термопластов | 1985 |
|
SU1364491A1 |
| Способ сварки труб из термопластов и устройство для его осуществления | 1988 |
|
SU1627414A1 |
| Устройство для сварки пластмассовых труб | 1986 |
|
SU1397300A1 |
| Устройство для сварки труб из термопластов | 1989 |
|
SU1694410A1 |
| Устройство для сварки труб | 1972 |
|
SU462723A1 |
| Устройство для сварки труб из термопластов | 1987 |
|
SU1549774A1 |
| Устройство для сварки труб из термопластов | 1987 |
|
SU1435482A1 |
| Устройство для сварки пластмассовых труб | 1986 |
|
SU1399162A1 |



Изобретение относится к устройствам для сварки труб из термопластов. Цель изобретения состоит в повьшении производительности и удобства обслуживания за счет выполнения торцевате- ля 5 в виде двух храповых дисков с режущими элементами, которые установлены на оси посредством втулочного стакана и планшайб и расположены в разрезной втулке, в средней части которой установлено водило с подпрз жинен- ным упором и ручкой 19, а концевые части связаны с рычагом 6. 11 ил. а о ел / I 9 со ю О) о сд К- h- Т (Риг.1
-Й/г-З
Z
ФигМ
5-5
п
п
о
п
f5
w
1Ъ
о
L
и
/ /
16 11 16 1
D
/ /
16 1
/
Фиг. 6
Фиг.1
Lt
2/
Фаг.9
Фиг. 8
22
12
-.
(Ш dD
Фаг. 10
(г:. «..«««-S
Составитель оП.Грунина Редактор Г.Волкова Техред И.Попович Корректор Г. Решетник
Заказ 2710/12 Тираж 56 Подписное
ВНИЖШ Государственног о комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д.4/э Производственно-полиграфическое предприятие,г.Ужгород,ул.Проектная,4
| Установка для резки и сварки труб из термопластов | 1973 |
|
SU502760A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для сварки труб из термопластов | 1984 |
|
SU1146929A1 |
| Солесос | 1922 |
|
SU29A1 |
