Изобретение относится к порошковой сиальное отверстие, в котором соверметаллургии, в частности к устройствам для формования трубньгх заготовок из порошка.
Целью изобретения является повышение производительности устройства и упрощение конструкции.
На чертеже представлено у стройст- .во, общий вид.
Устройство состоит из бункера 1 для порошка, установленного на матрице 2 с каналами 3. В матрице соос- но внутренней поверхности расположен пуансон 4 с закрепленной на его торце втулкой 5 из упругого материала, например, из резины, установленный неподвижно относительно матрицы. Справочный стержень 6 размещен внутри матрицы с возможностью возвратно-пос тупательного перемещения и имеет за- ходную 7 и калибрующую 8 части.
Устройство работает следующим образом.
Из бункера 1 по наклонным к оси матрицы 2 каналам 3 порошок поступает во входную полость матрицы и заполняет свободный объем между матрицей и оправочнь1м стержнем. При движении оправочного стержня 6 во вход- но й полости матрицы, когда его заход ная 7 и калибрующая 8 части постепенно уменьшают кольцевой зазор межд стержнем и внутренней поверхностью матрицы, происходит уплотнение порошка в радиальном направлении между внутренней поверхностью матрицы и за ходной 7 частью стержня 6„ Перемещение порошка вместе со стержнем в осевом направлении ограничивает пуансон А с закрепленной на его торце втулкой 5. Порошок, контактируя с упругой втулкой, не подвергается пластической деформации до его прессования, тем самым исключается образование зоны застоя порошка в матрице. Выполнение в матрице каналов, сообщающихся с входной полостью матрицы и с бункером, препятствует вытеснению порошка из этой полости в процессе формования Каналы являются своего рода клапанами и дозирование порошка из бункера в полость матригцз осуществляется в строго определенном для всех циклов прессования объеме, соответствующем объему полосуй матрицы от сформова.нной трубной заготовки до канала в матрице. Пуансон 4 является заглушкой матрицы и имеет коак
5
0
5
0
шает возвратно-поступательное перемещение стержень. После завершения процесса уплотнения порошка направление перемещения стержня изменяют на противоположное. .
В результате площадь поверхности соприкосновения спрессованного) порошка с внутренней поверхностью матрицы становится меньше площади поверхности соприкосновения прессовки с поверхностью калибрующей части оп- равочного стержня.
В связи с этим сила трения между оправочным стержнем (его калибрующей частью 8) и прессовкой превьш ает силу трения между внутренней поверхностью матрицы и прессовкой. Благодаря достигнутой величине соотношения сил . трения полученной прессовки с калибрующей частью оправочного стержня и внутренней поверхности матрицы, происходит совместное перемещение полученной прессовки с оправочным стержнем на величину хода обратного перемещения оправочного стержня. Кроме того, требуемое соотношение сил трения полученной прессовки с матрицей и оправочным стержнем можно достигнуть за счет вьшолнения калибрующей поверхности 8 оправочного стержня 4 более шероховатой, чем внутренняя поверхность матрицы, что также ведет к увеличению силы трения между прессов5 кой и оправочным стержнем, но в этом случае - за счет увеличения коэффициента трения в паре прессовка - опра- вочный стержень относительно коэффициента трения в паре прессовка - матрица.
В процессе перемещения прессовки оправочным стержнем прои сходит подача порошка из бункера 1 в матрицу 2 по каналам путем объемного дозирова5 ния порошка в полость матрицы 2, освобожденную в процессе уплотнения порошка и при последующем перемещении полученной прессовки. После завершения перемещения прессовки процесс
0 формования повторяют в той же последовательности, причем в качестве заглушки уже служит астъ прессовки. В итоге получают изделия неограничен- ной длины.
Пример . При формования трубных заготовок с внутренним диаметром 14 мм и наружным диаметром 19 мм из . медного порошка ПМС-1 оправочный
0
3 1323229
стержень устройства имеет калибрую- щую часть длиной 40 мм с классом чистоты, соответствующим шероховатости
ве ры
поверхности R, равным 1,6 мкм.Средняя высота микронеровностей Rg внутренней поверхности матрицы равна 0,8 мкм„ В первоначальный момент использовали разъемную заглушку
Через отверстие в пуансоне в полость матрицы вводят оправочный стержень до входа заходной части оправоч- ного стержня в заглушку, после чего в бункер засыпают порошок и продолжают вводить оправо ный стержень в полость матрицы Перед началом обратно-f5 конструкцию устройства з меньшить гаго хода оправочного стержня, когда он входит своей калибрующей частью в полость матрицы на 20 мм и на оставшуюся часть длиной 20 Мм - в заглушку, заглушку убирают. Затем оправоч- ный стержень перемещают в обратном направлении и цикле возвратно-посту- . пательного перемещения оправочного стержня повторяют.
При этом за один цикл формования получают трубчатую,заготовку длиной приблизительно 15-20 мм. Средняя длительность одного периода составила 3-5 с. Продолжительность процесса получения трубной заготовки длиной 0,5 м равнялась при.этом 58 с,
Общая относительная плотность полученной прессовки достигает 80% при изменении по длине около 3%. Усилие перемещения справочного стержня сое- тавляет 9т. Сформованные заготовки имеют прочность,не уступающую прочности труб, получаемых по известному техническому решению.
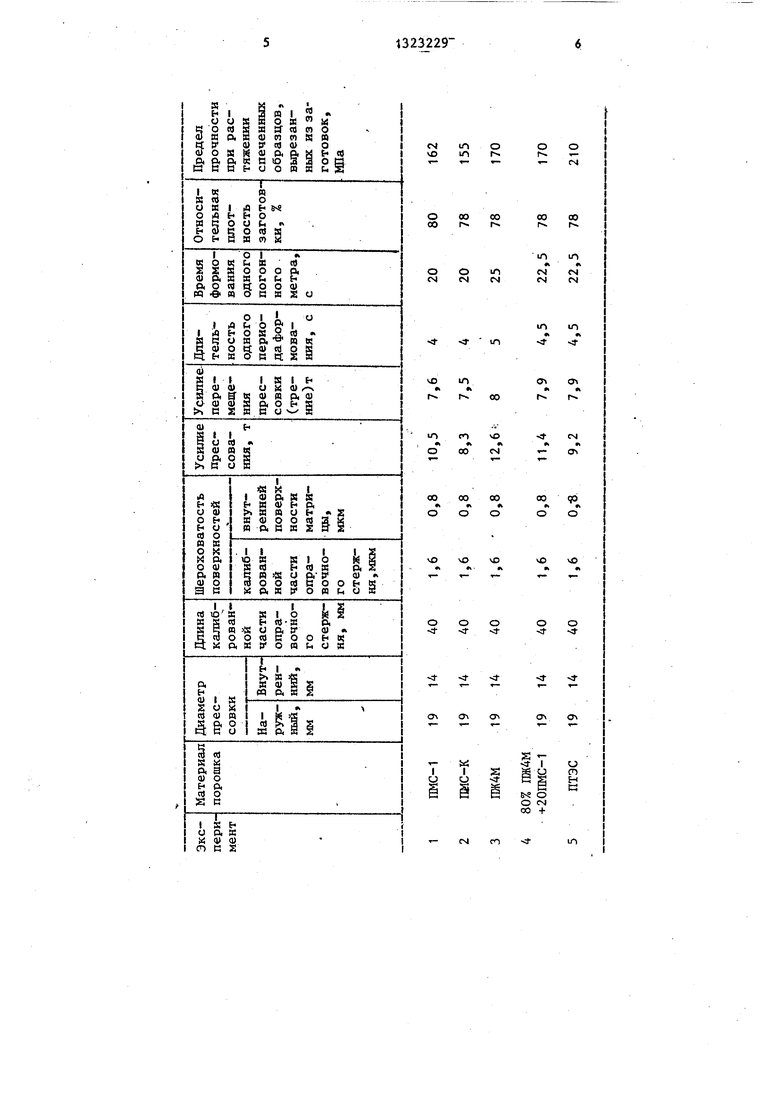
Аналогично описанному примеру проведены эксперименты, результаты которых приведены в таблице.
Для исследования использовали порошки ДМС-1 ГОСТ 4960-75; ПМС-К ГОСТ 4960-75; 11Ж4МЗ ГОСТ 9849-74; ПТЭС ТУ 48-10-22-79.
Использование предлагаемого устройства по сравнению с прототипом позволяет: повысить производительность процесса формования изделий за счет совмещения во времени процессов подачи порошка и перемещения прессовки в среднем в 1,5 раза; упростить
бариты и металлоемкость устройства благодаря неподвижной установке пуансона и отсутствия дополнительного привода
Формула изобретения
Устройство для формования трубных заготовок из порошка, содержащее бункер для порошка, матрицу, соосно расположенные в ней пуансон с закрепленной на его торце втулкой из упругого материала и оправочньй стержень с заходной и калибрующей частью,о т л и- чающееся тем, что, с целью повьш1ения производительности устройства и упрощения Конструкции, в матрице вьшолнены наклонные по отношению к ее оси каналы для постоянного сообщения бункера с полостью матрицы, стержень установлен с возможностью возвратно-поступательного перемещения, а пуансои установлен неподвижно относительно матрицы
1Л
1Л
о г
о
1
о ем
оо 00
со
г
00
г
1Л
ш
О Ш см
см
см
см см
- in
in
«ч
-лш
Ш
14
1 со
Оч
м
г-«
о
со О «ъ«
оо «м
см
ff4
(3
оо 00
««1
о о
00
ft
о
90
ф,
о
О чО чо
ч
Л
о о
--а- t
о
г
о -а4f f 41СУ O О
о
1У1
«
I
о
и о
в о
о см
00 +
и
Г)
см СП
1Л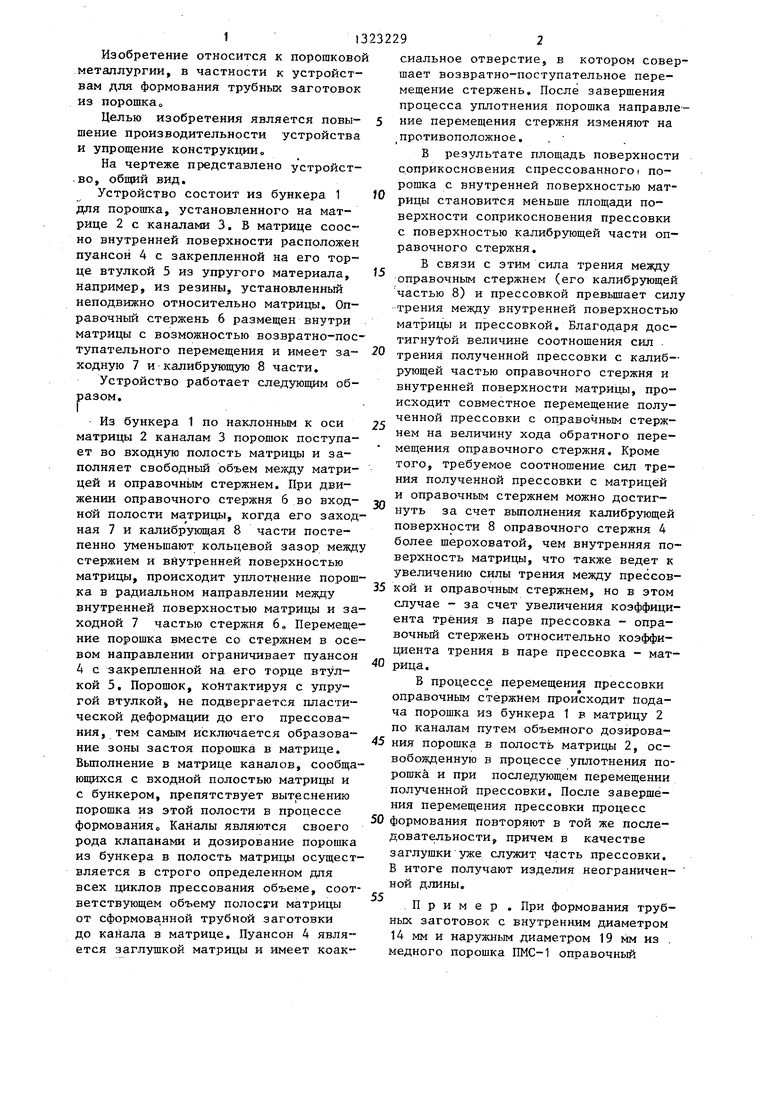
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прессования трубных заготовок из порошка | 1983 |
|
SU1125105A1 |
| Устройство для непрерывного формования труб из порошка | 1980 |
|
SU893405A1 |
| Устройство для дискретно-непрерывного формования труб из порошка | 1986 |
|
SU1404176A1 |
| Устройство для формования труб из порошковых материалов | 1985 |
|
SU1344515A1 |
| Устройство для непрерывного прессования длинномерных изделий из порошка | 1982 |
|
SU1033263A1 |
| Способ формования трубных заготовок из порошков | 1975 |
|
SU664751A1 |
| Устройство для прессования металлических порошков | 1981 |
|
SU1006059A2 |
| Устройство для непрерывного формования трубных заготовок из порошка | 1980 |
|
SU893404A1 |
| Устройство для дискретно-непрерывного формования длинномерных труб из порошка | 1990 |
|
SU1787689A1 |
| Устройство для изостатического прессования длинномерных изделий из порошка | 1984 |
|
SU1219251A1 |
Изобретение относится к области порошковой металлургии, в частности к устройствам для формования трубных заготовок из порошка. Целью изобрете7 ния является повышение производительности устройства и упрощение конструкции. При формовании трубных заготовок через отверстие в пуансоне 4 в полость матрицы 2 вводят оправочный стержень 6, после чего в бункер 1 засыпают порошок и продолжают вводить стержень в полость матрицы Перед началом обратного хода стержня, когда он своей калибрующей частью 8 входит в полость матрицы, в частности, на 20мм и на оставшуюся часть дпиной, в частности, 20 мм, - в пуансон, последний убирают. Затем стержень перемещают в обратном направлении и цикл возвратно-поступательного перемещения сТерж- ня повторяют; средняя дпительность одного периода составляет 3-5 с. Продолжительность процесса получения трубной заготовки длиной 0,5 м составляет 58 Со Устройство позволяет повысить производительность в 1,5 раза, отличается простотой и небольшиСЛ С ми габаритамис ил., 1 табл.