(54) УСТРОЙСТВО ДЛЯ НЕПРЕИЛБНОГО ФОРМОВАНИЯ ТРУБНЫХ ЗАГОТОВОК ИЗ ПОРОШКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного формования труб из порошка | 1981 |
|
SU952439A1 |
| Устройство для непрерывного формования труб из порошка | 1982 |
|
SU1052337A2 |
| Способ формования трубных заготовок из порошков | 1975 |
|
SU664751A1 |
| Устройство для прессования трубных заготовок из порошка | 1983 |
|
SU1125105A1 |
| Устройство для дискретно-непрерывного формования труб из порошка | 1986 |
|
SU1404176A1 |
| Устройство для непрерывного формования труб из порошка | 1980 |
|
SU893405A1 |
| Устройство для формования трубных заготовок из порошка | 1985 |
|
SU1323229A1 |
| Способ формования длинномерных заготовок из порошка и устройство для его осуществления | 1990 |
|
SU1713740A1 |
| Устройство для формования труб из порошковых материалов | 1985 |
|
SU1344515A1 |
| УСТРОЙСТВО ДЛЯ МУНДШТУЧНОГО ФОРМОВАНИЯ | 2012 |
|
RU2486056C1 |
1
Изобретение относится к порошковой металлургии, в частности к устройствам, служащим для непрерывного формования труб из порошков. .
Известно устройство для непрерывного формования прутков из порошка, содержащее матрицу и формующий пуансон .
Однако данное устройство не обес- JQ печивает достаточно прочного соединения отдельных порций.порошка между собой.
Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является устройство для не-15 прерывного формования трубных заготовок из порсяика, содержащее пуансон, матрицу и оправочный стержень.
Операции прессования порошка в wafрице выполняют экструдированием пос- 20 ледовательно отдельными порциями, вместе со стержнем, а последугацее перемещение стержня осуществляют периодически и в направлении, обратном направлению прессования U.2j«
Недостаток известного устройства состоит в том, что оно не обеспечивает достаточно прочного соединения отдельных порций порошка, периодически подаваемых в матрицу, так как каждая 30
последующая порция засыпается на значительно уплотненную пуансоном предьщущую часть формуемой заготовки, поверхность которой имеет частично сглаженные им макронеровности. Это затрудняет образование зацеплений и контактов уплотненной части с новой порцией порошка в процессе формования и часто приводит к разрушению в этих местах получаемой трубной заготовки .
Цель изобретения - обеспечение прочного соединения отдельных порций порошка, периодически подаваемых в матрицу.
Поставленная цель достигается тем, что в устройстве для непрерывного формования трубных заготовок из порошка, содержащем пуансон, матрицу и оправочный стержень , пуансон снабжен приг водом, выполнен с рифлениями на рабочем торце и установлен с возможностью вращения вокруг своей оси.
Рифления на торце цуансона и его вращение позволяют разрыхлить слой формуемой трубной заготовки, контактирукяций сочереднойдозой порошка, и Обеспечить прочное соединение отдельных порций в процессе уплотнения.
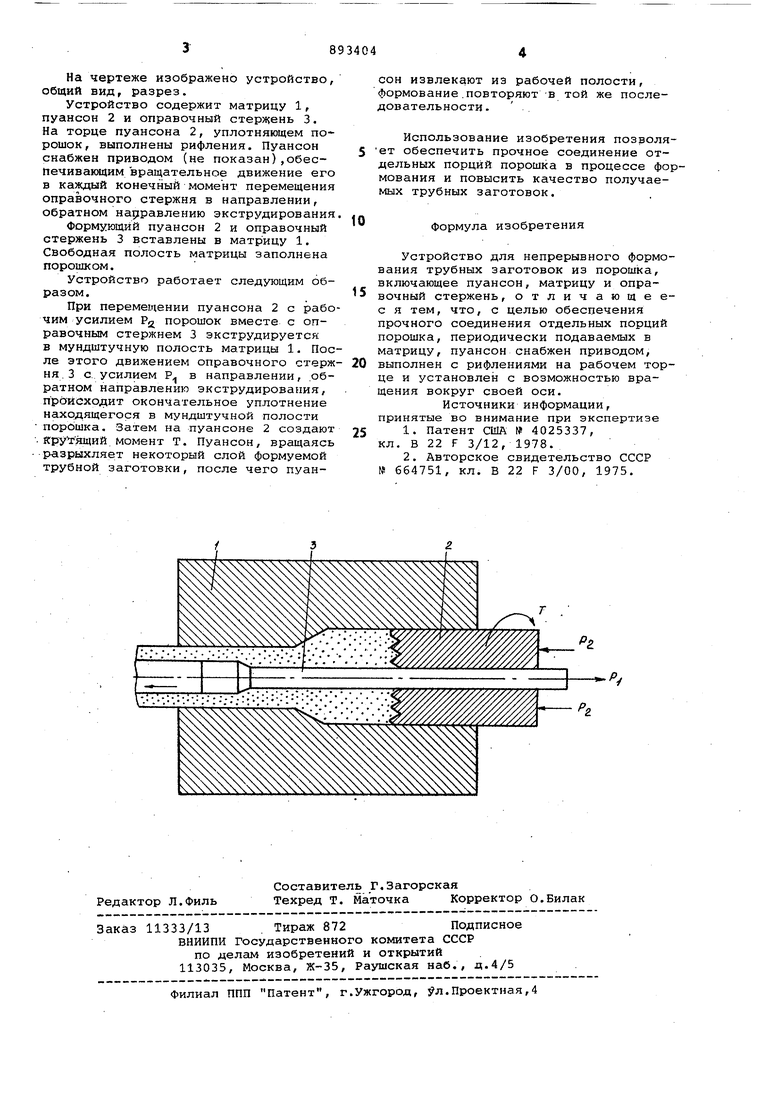
На чертеже изображено устройство, общий вид, разрез.
Устройство содержит матрицу 1, пуансон 2 и оправочный стержень 3. На торце пуансона 2, уплотняющем порошок, выполнены рифления. Пуансон снабжен приводом (не показан),обеспечивающим вращательное движение его в каждый конечный момент перемещения оправочного стержня в направлении, обратном направлению экструдирования
Формующий пуансон 2 и оправочный стержень 3 вставлены в матрицу 1. Свободная полость матрицы заполнена порошком.
Устройство работает следующим образом.
При перемещении пуансона 2 с рабочим усилием Pg порошок вместе с справочным стержнем 3 экструдируется в мундштучную полость матрицы 1. После этого движением оправочного стержня. 3 с усилием Р в направлении, .обратном направлению экструдирования, происходит окончательное уплотнение находящегося в мундштучной полости порошка. Затем на пуансоне 2 создают . крутящий Момент Т. Пуансон, вращаясь разрыхляет некоторый слой формуемой трубной заготовки, после чего пуансон извлекают из рабочей полости, формование.повторяют -в той же последовательности.
Использование изобретения позволяет обеспечить прочное соединение отдельных порций порошка в процессе формования и повысить качество получаемых трубных заготовок.
формула изобретения
Устройство для непрерывного формования трубных заготовок из порошка, включающее пуансон, матрицу и оправочный стержень, отличающеес я тем, что, с целью обеспечения прочного соединения отдельных порций порошка, периодически подаваемых в матрицу, пуансон снабжен приводом, выполнен с рифлениями на рабочем торце и установлен с возможностью вращения вокруг своей оси.
Источники информации, принятые во внимание при экспертизе
