Изобретение относится к мнкросвар- ке и может быть использовано в электронной и радиопромышленности,
Целью изобретения является повышение производительности путем автоматизации процесса выгрузки изделий.
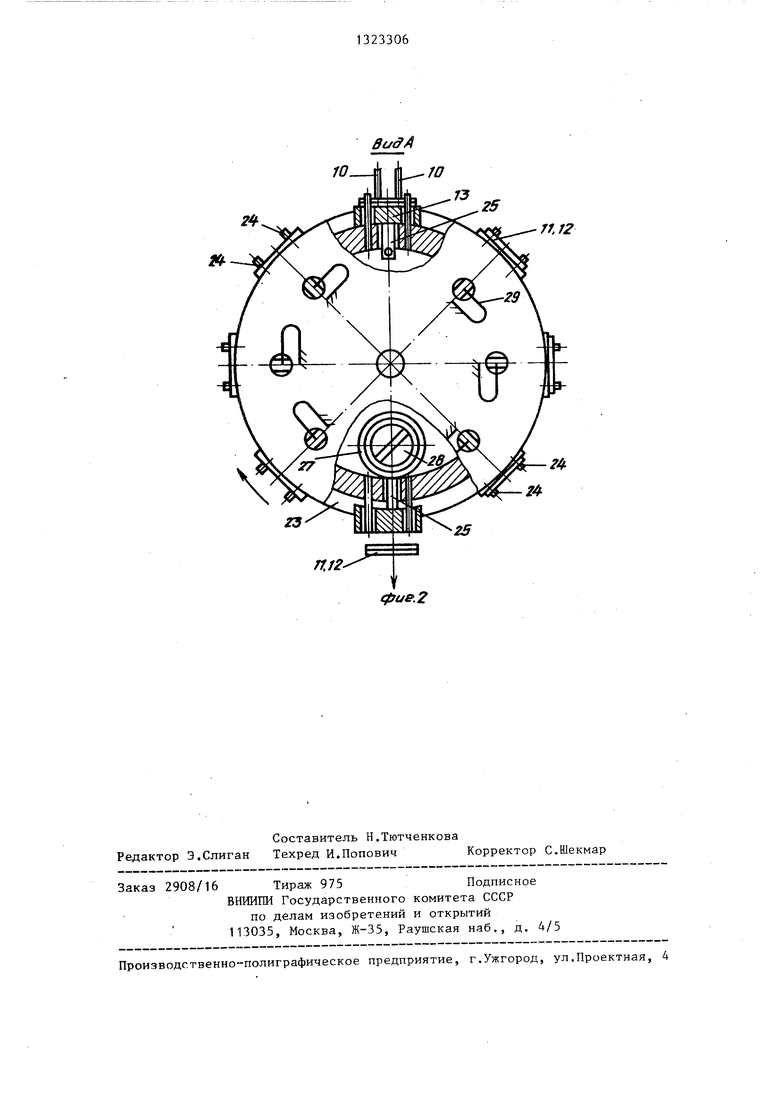
На фиг. 1 схематически изображена предлагаемая установка, продольный разрез; на фиг. 2 - вид А на фиг. 1, подающий барабан установки.
Установка для контактной микросварки содержит корпус 1, на котором закреплен привод 2 вращения, который через вал 3 соединен с ведущим диском 4. На валу жестко закре.Ш1ен кула- 5 не выгрузки сваренных деталей 11 и 12 чок 5, взаимодействующий с толкате- размещен кулачок 27, установленный лем 6. Толкатель 6 закреплен в корпусе 1 с возможностью возвратно-поступательного перемещения в нем и
на оси 28 с возможностью вращения, причем ось вращения кулачка 27 параллельна оси вращения поворотного дис- постоянно взаимодействует с пластин- 20 ка 16. Кулачок 27 установлен таким чатой пружиной 7, которая создает образом, что при повороте диска 16 он усилие сжатия электродов,нажимает на торец вертикальной часПружина 7 жестко соединена с коро- и 25 и перемещает Т-образную планку мыслом 8 механизма сжатия, которое
13 настолько, что она достигает сво-
с помощью шарнира 9 может поворачи- бодных торцов стержней 24, Возврат ваться относительно корпуса 1 и пере- Т-образной планки в исходное положе- мещать жестко закрепленные на нем ние происходит под действием возврат- электроды 10 на позицию сварки и при- ной пружины 29.
жимать свариваемые детали 11 и 12 к Устройство работает следующим
образом.
Свариваемые детали 11 и 12 устанавливают на Т-образую планку 13, одевая на стержни 24, если в деталях 11 и 12 имеются отверстия, или плотно 35 защемляя между штифтами 24, если отверстий в них нет. Привод 2 вращения
Т- образной планке 13, установленной с возможностью радиального перемещения на подающем барабане 14. Последний соединен через вал 15 с ведомым поворотным диском 16, по внешней окружности которого расположены подвижные штифты 17, снабженные пружинами 18. Количество подвижных штифтов включают в работу, и его вращение равно количеству гнезд для сваривае- через вал 3 передается поворотному мых деталей на подающем барабане 14. диску 4 и кулачку 5. Вращение кулач-- Каждый из подвижных штифтов 17 перио- 40 ка 5 приводит к перемещению толкатедически вступает во взаимодействие с программным кулачком 19, который отжимает этот штифт в направлении ведущего поворотного диска 4, где этот штифт вступает в зацепление со штифтом 20, жестко закрепленным на диске 4 на том же диаметре, что и штифты l7. Для включения сварочного тока установка снабжена выключателя 6 вверх, а так как он постоянно контактирует с пружиной 7, происходит перемещение этой пружины вверх и поворот коромысла 8 относительно шарни- 45 ра 9 и перемещение Электродов 10 вниз. Сжатие свариваемых деталей 11 и 12 происходит в тот момент, когда кулааЧОК 5 максимально поднимет толкатель 6. В этот момент он упирается лем 21, закрепленным на корпусе 1, а 50 в выключатель 2 и происходит сварка, для отключения тока и возврата меха- Кулачок 5 поворачивается дальше, и ннзм сжатия в исходное положение он коромысло 8 вместе с толкателем 6 по- с помощью пружины 22 соединен с корпу- ворачиваются под действием пружины 22, сом 1. Гнездо для изделий 11 и 12, поднимая электроды 10. В тот момент, кроме Т-образной планки 13, разме- 55 когда электроды 10 поднимаются, штифт щенной в кольцевой канавке 23 и выпол- 20, жестко закрепленный в диске 4, ненной на цилиндрической поверхности достигает подвижного штифта 17, на- подающе.го барабана 14, включает в се- ходящегося в контакте с кулачком 19,
бя парные стержни 24, которые жестко крепятся в дне канавки 23. С помощью стержней 24 детали 11 и 12 взаимно ориентируются в нужном положении и фиксируются в этом положении в процессе их перемещения и сварки. Вертикальная часть Т-образной планки 13 установлена в цилиндрическом отверстии, выполненном в дне канавки 23 таким образом, что торец этой части 25 размещен в полости другой канавки 26, выполненной на торцовой поверхности подающего барабана 14, обращенной к корпусу 1. В этой же канавке 26 в зо
и 25 и перемещает Т-образную планку
13 настолько, что она достигает сво-
ля 6 вверх, а так как он постоянно контактирует с пружиной 7, происходит перемещение этой пружины вверх и поворот коромысла 8 относительно шарни- 45 ра 9 и перемещение Электродов 10 вниз. Сжатие свариваемых деталей 11 и 12 происходит в тот момент, когда кулааЧОК 5 максимально поднимет толкаТак как подвижный штифт 17 вытеснен кулачком 19, то происходит зацепление этих штифтов, и под действием усилия вращения привода 2 оба штифта перемещаются совместно до того момента, , когда подвижный штифт 17 выйдет из контакта с кулачком 19. После поворо- та на определенньй угол, который зависит от длины кулачка 19, подвижный штифт 17 под действием пружины 18 вы-fo ходит из зацепления с штифтом 20, Так как при перемещении штифта 17 вместе с штифтом 20 происходит поворот диска 16, а следовательно, и барабана 14, то при размыкании штифтов /5 17 и 20 поворот барабгана 14 прекращается. Это соответствует его повороту на один шаг и подаче очередной пары еталей 11 и 12 на позицию сварки. альнейшим поворотом вала 3 возобнов-20 яется поворот коромысла 8 и осуществляется сварка поданной пары детаей 11 и 12. После нескольких циклов сварки и поворота барабана 14 первая сваренная пара деталей 11 и 12 попа- 25 ает на позицию разгрузки. При очередном повороте барабана 14 вертикальная часть 25 Т-образной планки 13 наезжает на кулачок 27, и последний воздействует на торец этой части 25, jO перемещая планку 13 в радиальном наравлении. Поскольку в дне канавки 23 жестко закреплены стержни 24, размещенные в отверстиях планки 13, то при перемещении планки 13 вместе со сваренными деталями 11 и 12 она сдвигает эти детали 11 и 12 к свободным концам стержней 24. При полном ходе планки 13 детали 11 и 12 полностью снимаются со стержней 24 и падают в jg ункер для сваренных деталей. Поскольку при перемещении планки 13 происхо35
, o /5 0 5 Og 5
дит растяжение пружины 29, то при дальнейшем повороте барабана 14 вертикальная часть 25 Т-образной планки 13 сходит с кулачка 27 и под действием пружины 29 возвращается в исходное положение. Далее цикл повторяется.
I
Таким образом, предлагаемое устройство позволяет автоматизировать процесс выгрузки сваренных деталей и в результате этого повысить обороты привода вращения, увеличив производительность процесса изготовления сварных узлов. За.счет применения Т-образных гтанок, явля ющихся одновременно токопроводящими подкладками, которые можно легко заменить или зачистить, повьш1ается качество и стабильность процесса сварки, а также повьш1ается удобство обслуживания установки, так как не требуется выемки сваренных изделий из гнезд.
Формула изобретения
Установка для приварки мостиков из микропроволоки к контактным площадкам по авт. св. № 1024194, отличающаяся тем, что, с целью повьшгения производительности, она снабжена подпружиненными относительно подающего барабана Т-образными планками по числу гнезд в барабане, кулачком и попарно установленны д1 в гнездах подающего барабана стержнями, при этом на торцовой и цилиндрической поверхностях барабана вьшолнены кольцевые канавки, - в одной из которых установлены Т-образные планки, а в другой - кулачок, размещенный на корпусе с возможностью периодического взаимодействия с Т-образными планками.
2
nJ2.
П Г2
/4
24
фие.2

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для приварки мостиков из микропроволоки к контактным площадкам | 1982 |
|
SU1024194A1 |
| Устройство для контактной сварки | 1985 |
|
SU1310148A1 |
| АВТОМАТ ДЛЯ СТЫКОВОЙ СВАРКИ СТЕРЖНЕЙ | 1938 |
|
SU61486A1 |
| Устройство для многоточечной контактной сварки | 1981 |
|
SU1006129A1 |
| Установка для приварки мостиков из микропроволоки к монтажным площадкам | 1987 |
|
SU1419843A2 |
| Устройство для микросварки | 1988 |
|
SU1593857A1 |
| Загрузочное устройство | 1990 |
|
SU1808618A1 |
| Полуавтомат для лужения деталей | 1984 |
|
SU1194617A1 |
| Установка для электроннолучевой сварки кольцевых швов | 1982 |
|
SU1087287A1 |
| Автомат для сварки кольцевых швов в среде защитных газов | 1974 |
|
SU519294A1 |
Изобретение относится к контактной микросварке и может быть применено в приборостроении для односторонней или двусторонней сварки мелких деталей плоской формы. Изобретение позволяет повысить удобство эксплуатации и производительность за счет автоматизации процесса на этапе выгрузки сваренных деталей. Установка содержит корпус 1 с приводом 2 вращения, механизм сжатия и механизм шаговой подачи с подающим барабаном 14. Гнездо для свариваемых деталей состоит из Т-образной цланки 13, размещенной в кольцевой канавке 23. При повороте барабана 14 Т-образная планка 13 вступает во взаимодействие с кулачком 27, .размещенным в кольцевой канавке барабана 14, отжимается этим кулачком и сбрасывает сваренные детали. При дальнейшем повороте Т-образная планка возвращается в исходное положение. 2 ил. I (О W 23 Фи.1
| Установка для приварки мостиков из микропроволоки к контактным площадкам | 1982 |
|
SU1024194A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
