лаждения.. В заливочном устройстве 6 поддерживается постоянное давление, обеспечивающее заполнение полостей 8 и питание отливки при ее кристаллизации. При непрерьгоном вращении планшайбы полости 8 поочередно соединяются с металлопроводами 5. При дальнейшем движении происходит кристаллизация и охлаждение отливки 16, затем под действием копирных паль- ев 13, взаимодействующих с пазами
1
Изобретение относится к литейному производству, в частности к литью под низким давлением.
Цель изобретения - поньшение производительности и упрощение конструкции.
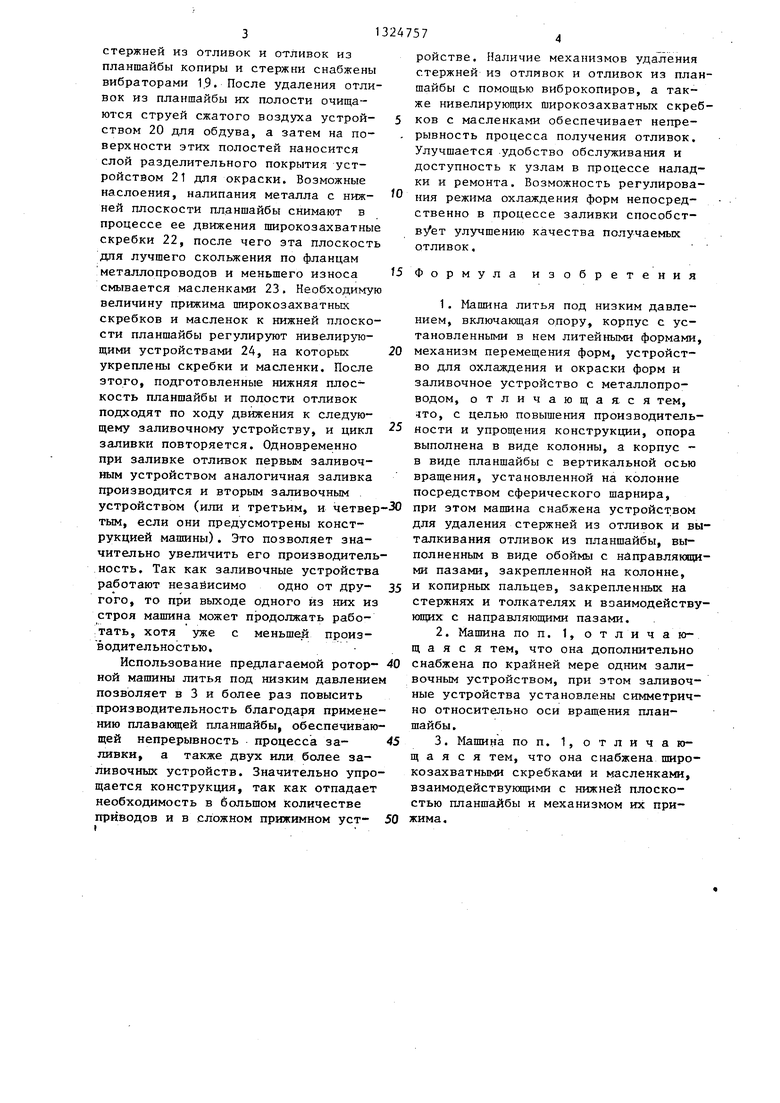
На фиг. 1 изображен ротор, общий вид, сверху; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг, 1.
Роторная машина литья под низким давлением состоит из рамы 1, колонны 2 со сферическим шарниром 3, плавающей планшайбы 4, опирающейся на фланцы металлопроводов 5 заливочных устройств 6. Обозначен привод 7 для вращения планшайбы, в которой выполнены полости 8 для отливок и каналы 9 охлаждения. В обойме 10, неподвижно закрепленной на колонне 2, имеются верхний направляющий паз 11 и нижний паз 12 для перемещения верхн гх копирных пальцев 13, закрепленных на стержнях 14, и нижних копирных пальцев 15 для выталкивания отливок 16 на транспортер 17, связанных с приводом 18 транспортера. Копирные пальцы 13 и стержни 14 снабжены вибраторами 19. Обозначены также устройство 20 для обДува и. устройство 21 для окраски полостей отливки. Широкозахватные скребки 22 и масленки 23 установлены на нивелирующих устройствах 24.
Машина работает следунлцим образом . Плавающая планшайба .4 приводится во вращение приводом 7 вокруг шарнира 3, установленного на колонне 2, которая укреплена на раме 1. Плаваю- щая планшайба под действием сил собв обойме 10, происходит извлечение стержней 14 и выталкивание отливки на транспортер 17. Возможно использование двух или более заливочных устройств 6, ухггановленных симметрично оси вращения планшайбы 4. Машина имеет устройства для обдува полостей 85, их окраски, а также очистки нижней плоскости планшайбы и ее смазки (на чертеже не показаны). 2 з.п. ф-лы, 3 ил.
ственного веса прижимается к фланцам металлопроводов 5 заливочных устройств 6 и благодаря сферическому шарниру 3 и симметрично расположенным
заливочным устройствам равномерно прилегает по плоскости стыковки к флан- дам металлопроводов. Когда плавающая планшайба приведена во вращение, в заливочное устройство подается избыточное давление газа, под действием которого расплав поднимается по ме- таллопроводам и заполняет полости 8 отливок, выполненные в планшайбе. Под действием охлаждения происходит
кристаллизация отливок в направлении от стенок полостей отливок к их середине, а снизу от металлопроводов обеспечивается постоянная подпитка отливок жидким расплавом до полной их
кристаллизации. Весь этот процесс происходит при движущейся планшайбе и подбором скорости ее вращения и скорости охлаждения полостей отливок выбирается такой режим заливки, когда после полной кристаллизации отливки она выходит из контакта с жидким расплавом (как бы срезается), а в это время начинает заполняться расплавом последующая полость отливки.
В момент окончания кристаллизации отливки по ходу движения из rtee удаляется стержень-14 посредством верхнего копирного пальца 13, перемещающегося по верхнему пазу 11. После нижний копир 15, перемещаясь по нижнему пазу 12, производит выталкивание отливки 16 из планшайбы на транспортер 17, Для лучшего удаления
стержней из отливок и отливок из планшайбы копиры и стержни снабжены вибраторами 1.9. После удаления отливок из планшайбы их полости очищаются струей сжатого воздуха устройством 20 для обдува, а затем на поверхности этих полостей наносится слой разделительного покрытия устройством 21 для окраски. Возможные наслоения, налипания металла с нижней плоскости планшайбы снимают в процессе ее движения широкозахватные скребки 22, после чего эта плоскость для лучшего скольжения по фланцам металлопроводов и меньшего износа смывается масленками 23. Необходимую величину прижима широкозахватных скребков и масленок к нижней плоскости планшайбы регулируют нивелирующими устройствами 24, на которых укреплены скребки и масленки. После этого, подготовленные нижняя плоскость планшайбы и полости отливок подходят по ходу движения к следующему заливочному устройству, и цикл заливки повторяется. Одновреме нно при заливке отливок первым заливочным устройством аналогичная заливка производится и вторым заливочным
10
ройстве. Наличие механизмов удаления стержней из отливок и отливок из план шайбы с помощью виброкопиров, а также нивелируюпщх широкозахватных скреб ков с масленками обеспечивает непрерывность процесса получения отливок. Улучшается удобство обслуживания и доступность к узлам в процессе наладки и ремонта. Возможность регулирования режима охлаждения форм непосредственно в процессе заливки способствует улучшению качества получаемых отливок.
t5 Формула изобретения
1. Машина литья под низким давлением, включающая опору, корпус с установленными в нем литейными формами, механизм перемещеш я форм, устройство для охлаждения и окраски форм и заливочное устройство с металлопро- водом, отличающаяся тем, «то, с целью повышения производительности и упрощения конструкции, опора выполнена в виде колонны, а корпус - в виде планшайбы с вертикальной осью вращения, установленной на колонне посредством сферического шарнира.
20
25
устройством (или и третьим, и четвер-30 при этом машина снабжена устройством
тым, если они предусмотрены конструкцией машины). Это позволяет значительно увеличить его производительность. Так как заливочные устройства работают независимо одно от другого, то при выходе одного из них из строя машина может продолжать работать, хотя уже с меньшей производительностью.
Использование предлагаемой ротор- 40 снабжена по крайней мере одним залиной машины литья под низким давлением позволяет в 3 и более раз повысить производительность благодаря применению плавающей планшайбы, обеспечивающей непрерывность процесса за- 45 ливки, а также двух или более заливочных устройств. Значительно упрощается конструкция, так как отпадает необходимость в большом количестве
приводов и в сложном прижимном уст- 50 жима.
ройстве. Наличие механизмов удаления стержней из отливок и отливок из планшайбы с помощью виброкопиров, а также нивелируюпщх широкозахватных скребков с масленками обеспечивает непрерывность процесса получения отливок. Улучшается удобство обслуживания и доступность к узлам в процессе наладки и ремонта. Возможность регулирования режима охлаждения форм непосредственно в процессе заливки способствует улучшению качества получаемых отливок.
t5 Формула изобретения
1. Машина литья под низким давлением, включающая опору, корпус с установленными в нем литейными формами, механизм перемещеш я форм, устройство для охлаждения и окраски форм и заливочное устройство с металлопро- водом, отличающаяся тем, «то, с целью повышения производительности и упрощения конструкции, опора выполнена в виде колонны, а корпус - в виде планшайбы с вертикальной осью вращения, установленной на колонне посредством сферического шарнира.
0
5
для удаления стержней из отливок и выталкивания отливок из планшайбы, выполненным в виде обоймы с направляющими пазами, закрепленной на колонне, и копирных пальцев, закрепленных на стержнях и толкателях и взаимодействующих с направляю1цими пазами.
2. Машина по п. 1, отличающая с я тем, что она дополнительно
вочным устройством, при этом заливочные устройства установлены симметрично относительно оси вращения планшайбы.
3. Машина по п. 1, отличающаяся тем, что она снабжена широкозахватными скребками и масленками, взаимодействукщими с нижней плоскостью планшайбы и механизмом их при9utf
Вив Б повернуто
Q
w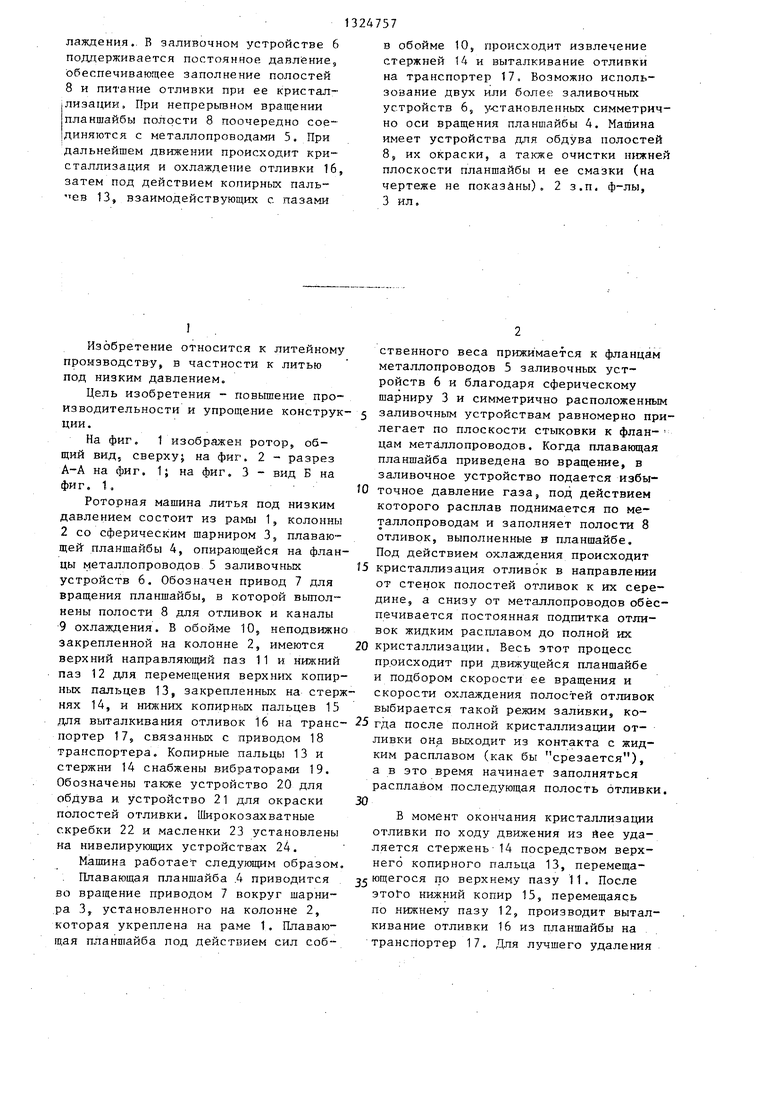
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления отливок | 1978 |
|
SU753532A1 |
| Двухкокильная машина для литья под низким давлением | 1972 |
|
SU424654A1 |
| МАШИНА ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ | 1995 |
|
RU2082548C1 |
| Машина для центробежного литья | 1990 |
|
SU1822368A3 |
| Установка для литья под низким давлением | 1972 |
|
SU424653A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК | 1991 |
|
RU2015828C1 |
| Линия кокильного литья | 1982 |
|
SU1061922A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК | 1991 |
|
RU2048256C1 |
| СПОСОБ И МАШИНА ДЛЯ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1943 |
|
SU89850A1 |
| Машина для литья под низким давлением | 1976 |
|
SU603491A1 |
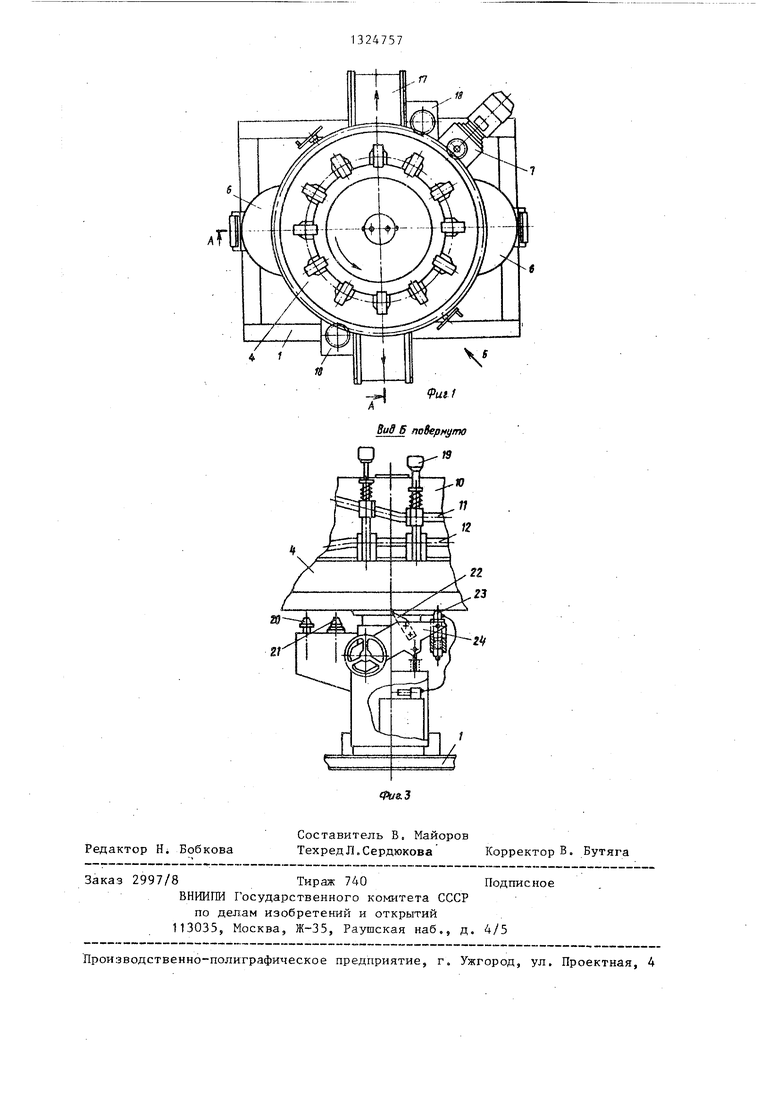
Изобретение относится к литейному производству, в частности к литью под низким давлением. Целью изобретения является повышение производительности и упрощение конструкции На раме 1 установлена колонка 2, на которой посредством сферической опоры 3 установлена планшайба 4 с полостями 8 для отливок и каналами 9 ох19 (Л с ОС ю 1 ел ч .2
Редактор Н. Бобкова
Составитель В, Майоров
Техред Л.Сердгохова Корректор В, Бутяга
Заказ 2997/8Тираж 740Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| УСТРОЙСТВО ДЛЯ ЗАЛИВКИ ЭЛЕКТРОЛИТА В АККУМУЛЯТОРЫ | 0 |
|
SU290597A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Установка для литья под низким давлением | 1978 |
|
SU763038A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
