Изобретение относится к переработке стеклопластиков методом намотки и может быть использовано в различных отраслях народного хозяйства при изготовлении оболочек, труб и им подобных изделий.
Целью изобретения является повышение надежности оправки за счет увеличения ее жесткости.
На фиг. 1 изображена предлагаемая оправка, момент намотки изделия, сечение; на фиг. 2 - то же, момент снятия оправки, сечение; на фиг. 3 - то же, общий вид.
Оправка для изготовления оболочек из стеклопластиков содержит жесткий каркас в виде центрального вала 1 и стоек 2 и 3, на которых жестко смонтированы обечайки и механизм изменения ее диаметра. Обечайка выполнена из четырех секторов, причем один из них - неподвижный 4 жестко связан стойками 2 с центральным валом 1, два сектора 5 и 6, складывающиеся во внутрь по направлению к валу 1, шарнирно смонтированы по бокам неподвижного сектора 4, а четвертый - радиально перемещаемый сектор 7 расположен напротив неподвижного сектора 4.
Механизм изменения диаметра обечайки представляет собой набор жестко закрепленных на валу 1 посредством стоек 3 силовых пневматических цилиндров 8 со штоками 9 и 10 и рычагов 11, шарнирно соединенных со складывающимися во внутрь секторами 5 и 6.
Шток 9 выполнен телескопическим, основание которого жестко связано с tiopuj- нем 12 силового пневмоцилиндра 8, а выдвижная часть 13 закреплена на радиально перемещаемом секторе 7. Порщень 12 пневмоцилиндра 8 снабжен дополнительным штоком 10, шарнирно связанным с рычагами. 11. Сектора 5 и 6 обечайки в местах контакта с радиально перемещаемым сектором 7 выполнены с зацепами 14 и 15. Оправка оснащена торцовыми фиксирующими кольцами 16, устанавливаемыми с помощью болтов 17.
Оправка для изготовления оболочек из стеклопластиков работает следующим образом.
В нижнюю часть пневмоцилиндров 8 подается сжатый воздух, поршень 12 поднимается и перемещает щтоки 9 и 10. При это.м секторы 5 и 6 расходятся в стороны, а сектор 7 поднимается до защемления его
с зацепами 14 и 15. После этого на торцы оправки накладывают торцовые фиксирующие кольца 16 и закрепляют их с помощью болтов 17. Оправка подготовлена к работе и на ней осуществляют намотку изделия из стеклопластиков. После завершения цикла формования изделия осуществляют удаление оправки. Для этого выворачивают болты 17 и снимают торцовые фиксирую0 щий кольца 16. В верхнюю полость пневмоцилиндров 8 подают сжатый воздух и пор- щень 12 со щтоками 9 и 10 перемещаются вниз. При этом щтоки 10 увлекают за собой рычаги 11 и складывают в направлении вала 1 сектора 5 и 6, а зацепы 14 и 15 в начальный момент выходят из зацепления и освобождают сектор 7. Примерно на середине хода порщня 12 включается в работу выдвижная часть телескопического щтока 9, которая отрывает сектор 7 от из0 делия и перемещает его вниз до упора в сектора 5 и 6. После чего оправка удаляется из изделия.
Таким образом, за счет выполнения щтока пневмоцилиндра телескопическим появляется возможность, сохранив относительно больщие перемещения всем элементам оправки, значительно сократить его габариты, что позволяет повысить надежность оправки за счет увеличения ее жесткости.
5
5
30
Формула изобретения
1.Оправка для изготовления оболочек из стеклопластиков, содержащая обечайку из щарнирно связанных, складывающихся во внутрь секторов, и расположенного межДУ ними радиально перемещаемого сектора, и смонтированный на жестком каркасе механизм изменения диаметра обечайки, выполненный в виде силового цилиндра с поршнем, несущим шток, закрепленный на радиально перемещаемом секторе, и рычагов, шарнирно соединенных со складывающимися во внутрь секторами, отличающаяся тем, что, с целью повышения жесткости оправки, щток силового цилиндра выполнен телескопическим, а его поршень снабжен
дополнительным щтоком, расположенным по другую от телескопического сторону и щарнирно соединенным с рычагами.
2.Оправка по п. 1, отличающаяся тем, что один из секторов обечайки расположен напротив радиально перемещаемого секто
ра и жестко связан с каркасом.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНВАЛИДНАЯ КОЛЯСКА С ЭЛЕКТРОМЕХАНИЧЕСКИМ ПРИВОДОМ | 1991 |
|
RU2085166C1 |
| РАЗБОРНАЯ ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 2002 |
|
RU2213661C1 |
| Устройство для намотки тороидальных оболочек | 1983 |
|
SU1123976A1 |
| Станок для изготовления обечаек | 1975 |
|
SU529874A1 |
| Устройство для сборки многослойных браслетов покрышек пневматических шин | 1974 |
|
SU596477A1 |
| Устройство для извлечения дорна из трубчатых стеклопластиковых изделий | 1987 |
|
SU1509258A1 |
| БАРАБАН ДЛЯ СБОРКИ ПОКРЫШЕК, СКЛАДЫВАЮЩИЙСЯ В РАДИАЛЬНОМ НАПРАВЛЕНИИ СИЛОВЫМИ ЦИЛИНДРАМИ | 2003 |
|
RU2243897C1 |
| БАРАБАН ДЛЯ СБОРКИ КОЛЬЦЕВЫХ ЗАГОТОВОК ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1995 |
|
RU2097198C1 |
| Устройство для гибки листовых деталей | 1988 |
|
SU1555015A1 |
| Устройство для обертывания бортовых колец покрышек | 1977 |
|
SU758680A1 |
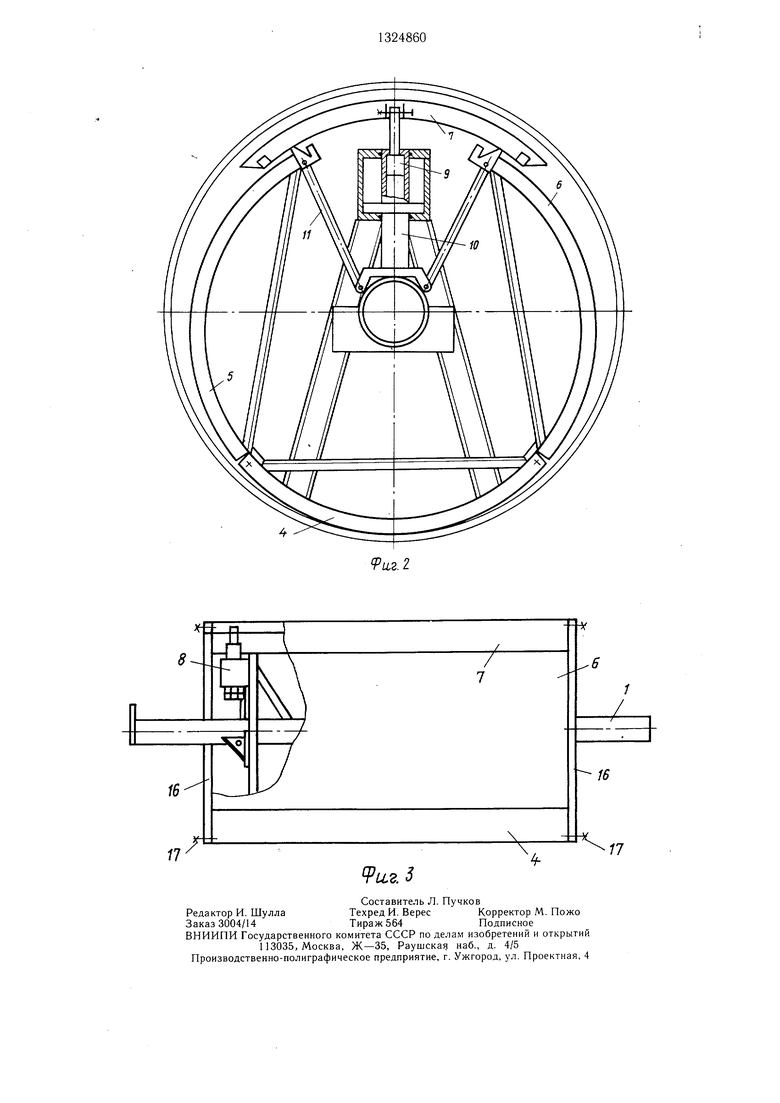
Изобретение относится к оборудованию для изготовления изделий методом намотки. Целью изобретения является повышение жесткости оправки. Оправка образована неподвижным сектором 4 и шарнир- но с ним соединенными секторами 5 и 6. а также радиально перемещающимся сектором 7, соединенным с частью 13 телескопического штока 9, смонтированного на поршне 12 силового цилиндра 8, другой шток 10 которого связан с рычагами 11, соединенными с секторами 5 и 6. Цилиндр 8 смонтирован на каркасе в виде центрального вала 1 и стоек 2 и 3. При подаче рабочей среды в силовой цилиндр 8 шток 9 с частью 13 обеспечивает радиальное перемещение, сектора 7, а шток 10 через рычаги 11 сводит и разводит секторы 5 и 6, что соответственно из.меняет диаметр оправки. 1 з.п. ф-лы, 3 ил. W (Л /5 СА: to 00 О5
8
16
/
7
16
17
Составитель Л. Пучков
Редактор И. ШуллаТехред И. ВересКорректор М. Пожо
Заказ 3004/14Тираж 564Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
U2J
4
| Стеклянное волокно и стеклопластики | |||
| М.: ВНИИСПВ, 1974, вып | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Способ дифференциальной диагностики сепсиса и локализованной гнойной инфекции у новорожденных | 1986 |
|
SU1504597A1 |
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
