Изобретение относится к средствам автоматизации технологических процессов, а именно к устройствам захвата, переноса и укладки стопы деталей различной конфигурации, и может быть использовано, например, в укладчиках или автооператорах, входящих в состав автоматических линий различных отраслей промышленности.
Целью изобретения является повышение производительности и расширение технологических возможностей устройства.
На фиг. 1 с сематически изображено устройство для захвата, переноса и укладки стопы слоя деталей в момент ее переноса с одной позиции на другую; на фиг. 2 - то же, в момент захвата; на фиг. 3 - то же, в момент укладки.
Устройство для захвата, переноса и укладки стопы деталей состоит из каретки 1, совершающей возвратно-поступательные движения в вертикальном направлении при помощи привода 2, на которой в верхней части смонтирована при помощи скалок 3 подпружиненная пружинами 4 прижимная плита 5. Каретка 1 в нижней части снабжена подвижным дном 6, перемещающимся в направляющих 7 и 8 внутренних поверхностей боковых стенок 9 и 10, и перпендикулярной им направляющей 11, соединенными «ежду собой плавным переходом 13. Узел привода 2 каретки 1 имеет дополнительный привод (не показан), обеспечивающий возвратно- поступательное перемещение дна 6, причем плоскость последнего на рабочем участке 14 и, соответственно, пазы 7 и 8 в боковых .стенках могут быть расположены наклонно, например под углом 2-3°, к задней стенке 12 Кроме того, рабочая поверхность прижимной плиты 5 покрыта упругомягким материалом 15, а закрепленные на ней скалки 2 в верхней части жестко связаны планкой 16, имеющей выступы 17 и 18, выходящие за боковые стенки 9 и 10 и взимодействующие с соответствующими упорами 19 и 20 корпуса 21 в местах захвата и укладки стопы деталей. Передняя часть каретки 1 открыта и позволяет производить загрузку деталей. Направляющие 22 обеспечивают горизонтальное перемещение каретки 1 с помощью любого привода (не показан).
Устройство для захвата, переноса и укладки, стопы деталей работает следующим образом.
В исходном положении каретка 1 при помощи узла привода 2 опущена. При этом планка 16, опираясь своими выступами 17 и 18 на соответствующие упоры 19 и 20 корпуса 21, поднята от верхней части каретки 1 и удерживает посредством скалок 3 в поднятом состоянии прижимную плиту 5, сжимающую пружины 4 к верхней части каретки 1, а нижняя часть каретки 1 закрыта выдвинутым посредством дополнительного элемента узла привода 2 дном 6, которое стыкуется плавно в горизонтальном направлении с поверхностью корпуса 21.
Сформированную стопу 23 деталей размещают на плоскости 14 дна 6. После этого управляющей схемой подается команда на включение узла привода 2, который поднимает каретку 1. При этом по мере движения
каретки 1 стопа 23 деталей, находящаяся на дне 6, приближается к прижимной плите 5 которая остается неподвижной за счет сохранения воздействия на нее разжимающихся пружин 4 с увеличением расстояния между верхней частью поднимающейся каретки и прижимной плитой 5. В связи с тем, что расстояние между стопой 23 деталей и нижней частью прижимной плиты 5 мало, и оно регулируется с помощью резьбовой верхней части цилиндрических скалок 3 под
соответствующую номенклатуру деталей, прижим последних происходит практически мгновенно. Кроме того, регулировкой расстояния между стопой 23 деталей и плитой 5 добиваются минимального усилия их прижатия к дну 6, но достаточно для исключения возможности расслоения, разрушения упорядоченности стопы деталей при переносе. Для исключения возможности выпадания крайних деталей у открытой части каретки 1 нижняя часть плиты 5 перекрыта упругомягким материалом 15, например резиной, и рабочая часть 14 дна 6 направлена наклонно к задней стенке 12 каретки 1.
Автоматически стопа деталей переносится в горизонтальном направлении на следующую технологическую операцию обработки, и подается команда на включение узла привода 2, который опускает каретку Г. На разгрузочной позиции управляющей схемой подается команда на включение дополнительного элемента, например цилиндра узла привода 2, который убирает дно 6 изпод стопы 23 деталей, втягивая его в направляющую 11 задней стенки 12, что обеспечивается гибкостью дна 6 каретки 1, выполненного из материала, например, стальной пружинной ленты. Этот материал имеет
достаточную жесткость, чтобы выдержать вес стопы деталей. Это учитывается толщиной материала дна 6. Вследствие того, что плита 5 при уборке дна 6 сохраняет свое некоторое прижимающее воздействие упруго- мягким материалом 15 на стопу деталей,
а также за счет малого расстояния между дном 6 и поверхностью выгрузки стопа деталей выгружается, сохраняя надежно форму и порядок компоновки. После этого каретка 1 автоматически поднимается, освобождая стопу деталей, с которыми совершаются дальнейшие технологические операции. Одновременно с командой на горизонтальное перемещение каретки подается команда дополнительному элементу узла привода 2 на возвратное выдвижение дна 6, конец которого при втягивании ранее в заднюю стенку 12 не вышел из плавного перехода 13 направляющей 11.
Далее цикл работы устройства повторяется.
Предлагаемое устройство позволяет обеспечить захват и перенос деталей разных размеров и толщин без переналадки устройства, что расширяет его технологические возможности, сокращает время до загрузки и разгрузки стопы деталей.
Формула изобретения
1. Устройство для захвата, переноса и укладки стопы деталей, содержащее смонтированную на горизонтальной направляю- 10 щей корпуса подвижную каретку, установленную с возможностью возвратно-поступательного перемещения в вертикальной плоскости, с подвижным дном и со средством
части каретки посредством скалок и подпружиненную к подвижному дну каретки, отли-. чающееся тем, что, с целью повышения производительности и расширения технологических возможностей, подвижное дно каретки выполнено в виде гибкой пластины с приводом ее перемещения, а каретка снабжена направляющими для подвижного дна, смонтированными на боковых стенках каретки, при этом скалки средства для прижима CTOj пы деталей жестко связаны между собой и имеют боковые выступы, а корпус в месте захвата стопы деталей имеет упоры для взаимодействия с выступами скалок.
2. Устройство по п. 1, отличающееся тем.
UJlUCKUt- i И V, lI JADJri/J ritJllTl v v-|-i--.,-. --r„
для прижима стопы деталей, имеющим при-что рабочая поверхность прижимной плиты
жимную плиту, смонтированную в верхней покрыта упругомягким материалом.
CW
части каретки посредством скалок и подпружиненную к подвижному дну каретки, отли-. чающееся тем, что, с целью повышения производительности и расширения технологических возможностей, подвижное дно каретки выполнено в виде гибкой пластины с приводом ее перемещения, а каретка снабжена направляющими для подвижного дна, смонтированными на боковых стенках каретки, при этом скалки средства для прижима CTOj пы деталей жестко связаны между собой и имеют боковые выступы, а корпус в месте захвата стопы деталей имеет упоры для взаимодействия с выступами скалок.
2. Устройство по п. 1, отличающееся тем.
r„
что рабочая поверхность прижимной плиты
97г/г. J
Х
Редактор Э. Слиган Заказ 3239/16
ТехрадИ. ВересКорректор В. Бутя га
Тираж 590Подписное
oanaJ o.
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий ПЗОЗб. Москва, Ж-35, Раушская наб., Д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная,
Составитель Е. Агаян
ТехрадИ. ВересКорректор В. Бутя га
Тираж 590Подписное
митета СССР по делам изобретений и открытий Ж-35, Раушская наб., Д. 4/5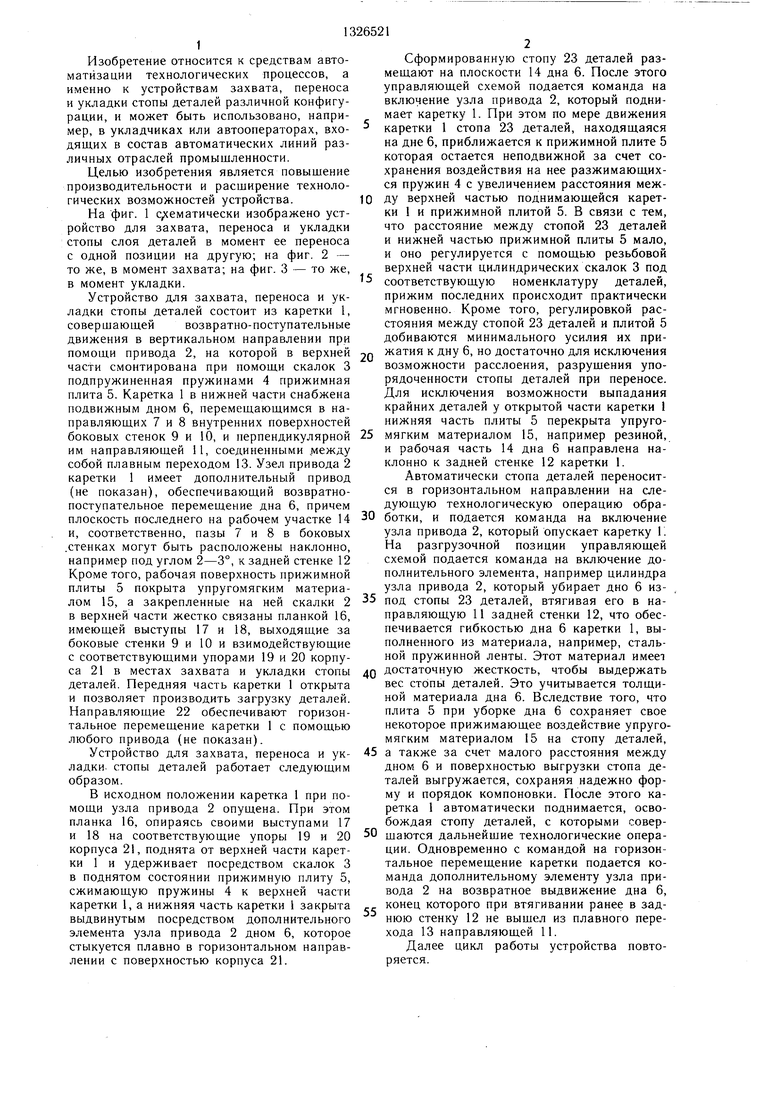

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для захвата и переноса пакета плоских деталей | 1981 |
|
SU973300A1 |
| Магазинное устройство робототехнологического комплекса | 1987 |
|
SU1542669A1 |
| ТЕРМОМОДУЛЬНЫЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ СТЕКЛОКРЕМНЕЗИТОВЫХ ПЛИТ И ТЕРМОМОДУЛЬ ДЛЯ ОБРАБОТКИ ГРАНУЛОПОРОШКОВЫХ КОМПОНЕНТОВ ЗАГОТОВОК | 2000 |
|
RU2171234C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНО-ОБЛИЦОВОЧНЫХ ПЛИТ НА ОСНОВЕ СТЕКЛОБОЯ И МОДУЛЬНАЯ УСТАНОВКА ДЛЯ ИХ ПОТОЧНОГО ПРОИЗВОДСТВА | 1999 |
|
RU2141457C1 |
| Устройство для подачи рессорных листов в штампы гибочно-заколочного барабана | 1978 |
|
SU727280A1 |
| Автоматическое загрузочное устройство | 1984 |
|
SU1220783A1 |
| Устройство для комплектования пакета дисковых заготовок с технологическими прокладками | 1977 |
|
SU738821A1 |
| Станок для правки пластин | 1989 |
|
SU1706761A1 |
| Пакетоформирующая машина | 1974 |
|
SU645914A1 |
| Автомат для сборки трубного пакета радиатора | 1981 |
|
SU996162A1 |
Изобретение относится к средствам автоматизации технологических процессов, а именно к устройствам для захвата, переноса и укладки стопы детален, позволяющее повысить производительность и расширить технологические возможности устройства. При захвате стопы деталей каретка 1 опускается, при этом планка 16 опирается на упоры 19 и 20, отводя прижимную плиту 5 вверх. Подвижное дно 6 каретки в исходном положении занимает горизонтальное положение. Стопа деталей укладывается на дно 6 и при подъеме каретки фиксируется прижимной плитой 5. При разгрузке стопы деталей каретка 1 опускается, а ее подвижное дно 6 посредством привода отводится по направляющим 12 и 13 стола, выгружается, сохраняя форму и порядок под прижимающим воздействием прижимной плиты 5. 1 з. п. ф-лы, 3 ил. 0t/e. / (Л 
| Устройство для захвата и переноса пакета плоских деталей | 1981 |
|
SU973300A1 |
| Приспособление для соединения пучка кисти с трубкою или втулкою, служащей для прикрепления ручки | 1915 |
|
SU66A1 |
