1
Изобретение относится к обработке металлов давлением,, а именно к штампам для многопереходкой вытяжки„
Цель изобретения - увеличение высоты вытягиваемых деталей за счет обеспечения вытвжки в направлении от периферии к центру.
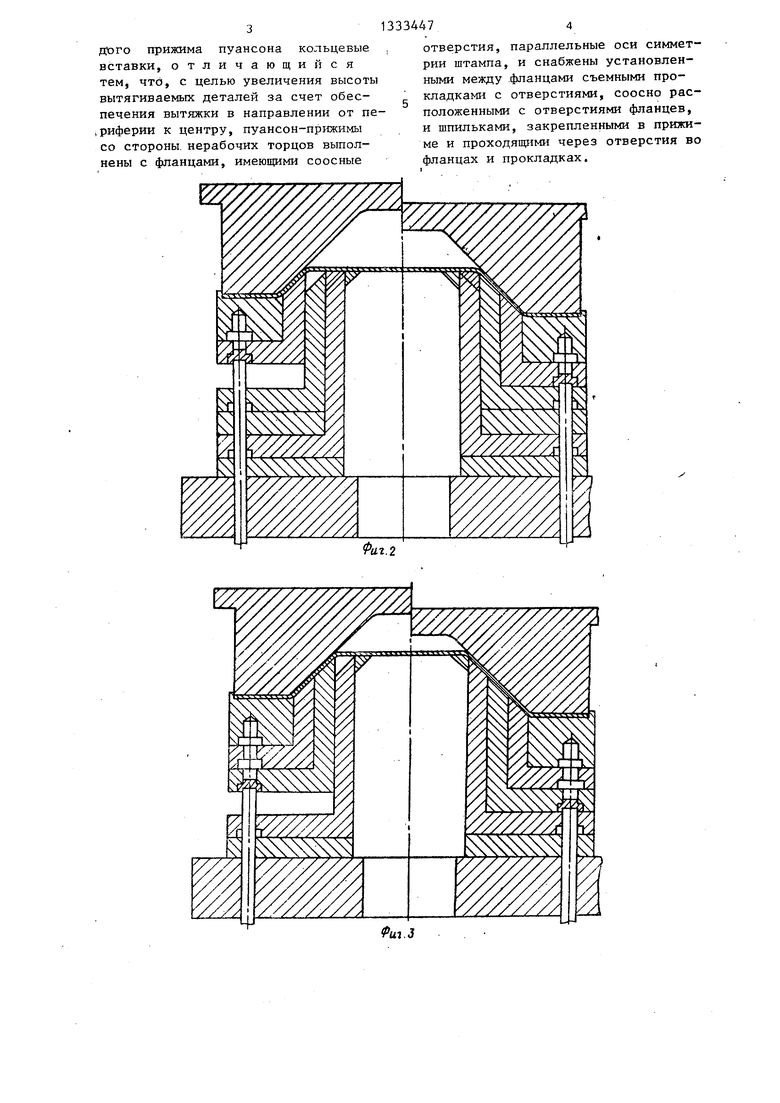
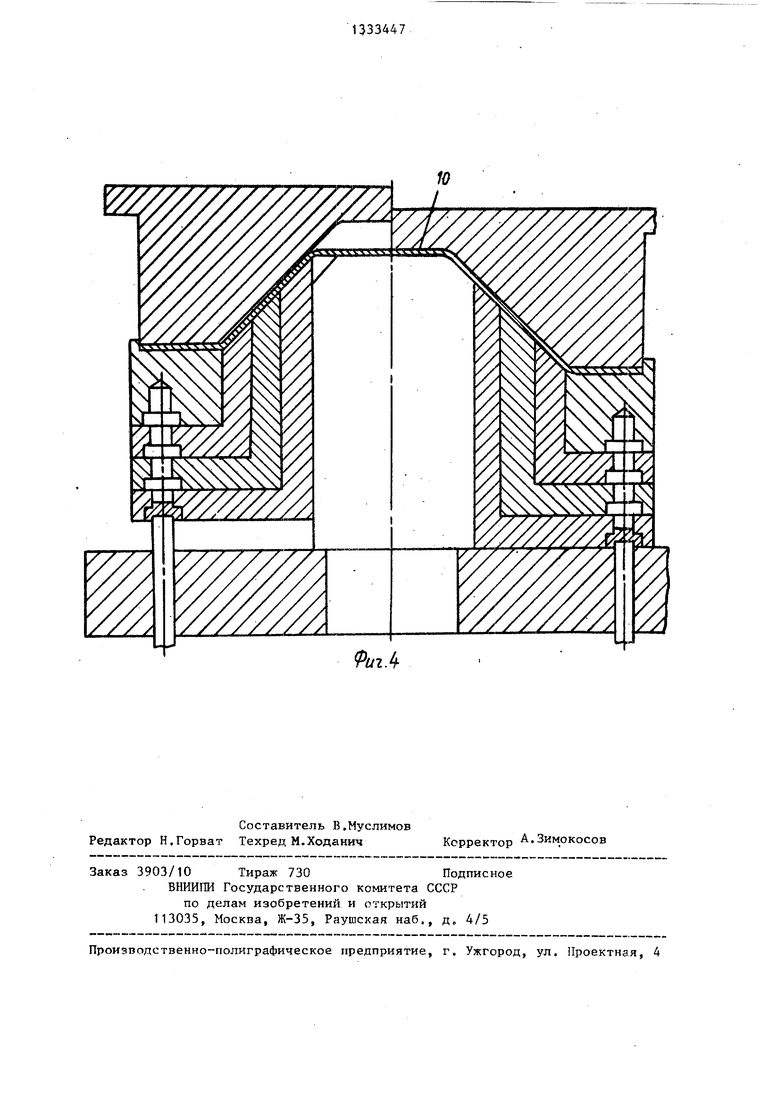
На фиг. 1 4 изображен штамп, продольный разрез (исходное, промежуточное и конечное положения),
Штамп содержит матрицу 1, пуансон 2, прижим 3, пуансон-прижимь 4 - 6 первого, второго,, третьего переходов соответственно, вставки кольцеобразной формы 7-9 первого, второго и третьего переходов соответственно Прижим-пуансоны 4-6 обрабатываемой детали 10 (фиг, 4) установлены с возможностью осевого перемещения телескопически один в другом с образованием между ними впадин. Во впадинах, образованных прижим-пуансонами 4 и 5, 5 и 6, а также образованных прижим-пуансонами 6 и пуансоном 2,, размещены вставки кольцеобразной
формы 7-9. Прижим-пуансон 4 опи- (
рается на прокладку 11, установлен- на фланце прил13- м-пуаясона 5. Прижим-пуансон 5 опирается на прокладку 11, установленную на фланце при-- жим-пуансона 6„ Прижим-пуансон 6 опирается на прокладку 12, установленную на нижнюю плиту 13, Шпильки 14 и опоры 15 предусмотре 1Ы для соединения с буфером (не показан) прил ;имгЗ 3 и прижим-пуансонов 4--6,, на периферийной части которых: выполнены отверстия 16 и гнезда 17, На пршкиме 3 выполнен бурт 18 для цеятрирова- ния заготовки.
Позицией 19 на чертежах обозначена заготовка.
Штамп работает следую1цнм образом Прижим 3 под действием буфера через шпильки 14 и опОры 15 устанавливается на уровне пуансона 2, Заготовка 19 размеп:;ается на пршкиме 3 в гнезде, образованном буртом 18, При перемещении матри;да 1 периферийная часть заготовки 19 прижимается п перемещается вниз вместе с матри);ей 1 и прижимом 3. Пуансон 2, прийсим- пуансоны 4-6 и вставки 7-9,, оставаясь неподвижнымнГд удерживают центральную часть заготовки 19,, выпол-- - няется вытяжка первого перехода. Для вытя-жки второго перехода -удаляют из штампа вставку 7 прокладку 11 и пе10
20
334472
реставляют опоры. 15 и шпильки 14 в гнезда 7 прижим--пуансона . 4 , Рабо - чие поверхности прижима 3 и прижим- пуансона 4 устанавливают на высоте, - соответствующей окончанию штамповки первого перехода„ Это достигается за счет перемещегхия опорной части буфера или за счет подбора длины шпилек 14, При перемещении матрицы 1 ее поверхность, прижимая заготовку 1 9 к прижиму 3 и прижим-пуансону 45 перемещает ее относительно неподвижного пуансона 2 и прижим-пу,,. ансонов 5 и 6, производит вытяжку второго перехода, Лля вытяжки третьего перехода удаляют из штампа вставку 8., прокладку 11 и переставляют опоры 15 и итильки 14 в гнезда 17 прижим-пуансона 5, Рабочие поверх- - ности прижима 3 к прижим-пуансонов 4 и 5 устанавливают на высоте, соответствующей окончанию штамповки второго перехода. При перемещении
25 матрицы 1 ее поверхность прижимает заготовку 19 к прижиму 3 и прижим- пуансонам 4 и 5 и,перемещая ее относительно неподвижных пуансона 2 и прижим-пуансона 6, производят вы«jpj тяжку третьего перехода. Для вытяжки четвертого перехода удгшяют из штампа вставку 9, прокладку 12 и переставляют опоры 15 и шпильки 14 в гнезда прижим-пуансона 6. Рабочие поверхности прижима 3 и прижим-пуансонов 4-6 устанавливают на высоте, соответствующей окончанию штг.мповки третьего перехода. При перемещении матрида 1 ее поверхность прижимает
.Q заготовку 19 к прижиму 3. прижлм-пу- ансонам 4-6 и, перемещая ее относительно неподвижного пуансона 2, производят вьп яжку четвертого перехода,
,.jg Создание в конструкции штампа возможности начинать вь тяжку с периферийной час-ти заготовки позволяет получить детали с большей высотой, чем в Известном пггампе, величина деформа- g. цки на каждом переходе незначительна.
Ф о р м у ,п а изобретен Р; я
Штамп для мкогопереходной вытяж- ,.„ кИр содержащий соосно установленные пуансоны и матрицу, охватывак1щие пуансон и установленные телескопически между собой пуансон-прижимы, а также расположенные на рабочем торце каж35
дЪго прижима пуансона кольцевые вставки, отличающийся тем, что, с целью увеличения высоты вытягиваемых деталей за счет обеспечения вытяжки в направлении от пе- ,риферии к центру, пуансон-прижимы со стороны, нерабочих торцов выполнены с фланцами, имеющими соосные
отверстия, параллельные оси симметрии штампа, и снабжены установленными между фланцами съемными прокладками с отверстиями, соосно расположенными с отверстиями фланцев, и шпильками, закрепленными в прижиме и проходящими через отверстия во фланцах и прокладках.
Фаг.г
игЗ
игЛ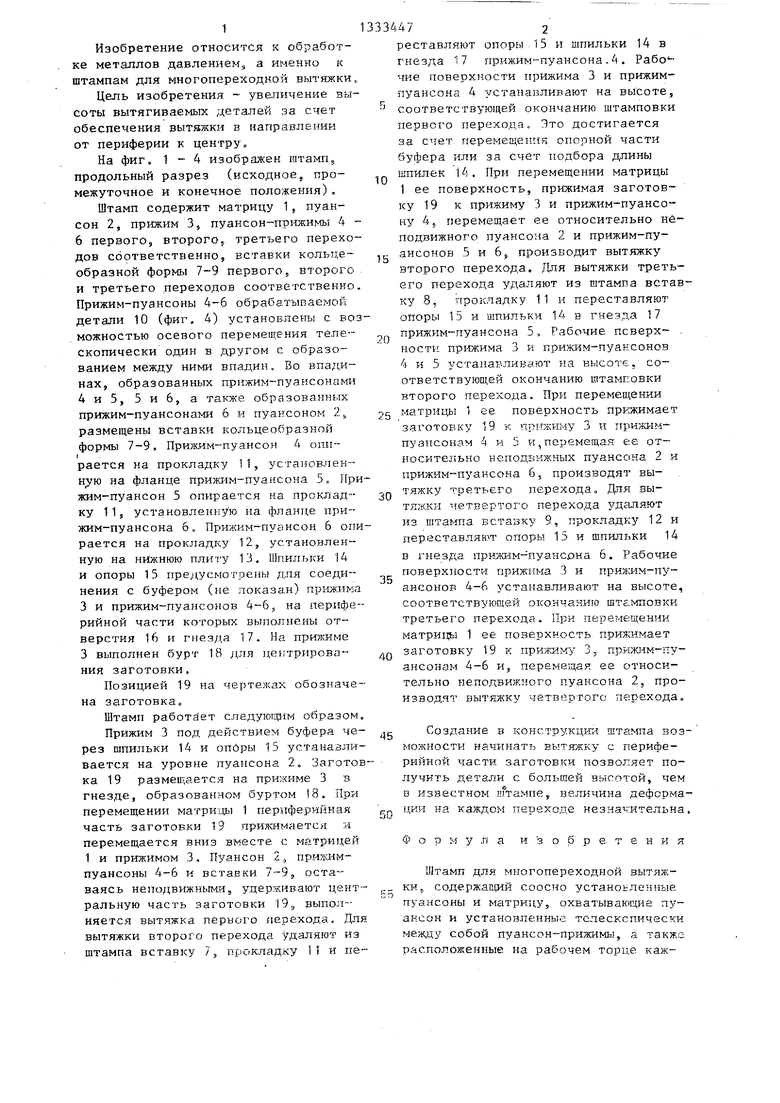
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для глубокой вытяжки полых изделий | 1981 |
|
SU980899A1 |
| Способ изготовления оболочки и устройство для его осуществления | 1985 |
|
SU1609438A3 |
| Штамп для вытяжки | 1988 |
|
SU1547920A2 |
| Штамп совмещенного действия | 1989 |
|
SU1768344A1 |
| Штамп для вытяжки на прессах двойного действия | 1981 |
|
SU995987A1 |
| Штамп для вытяжки | 1987 |
|
SU1503938A1 |
| Способ изготовления полых деталей и штамп для его осуществления | 1988 |
|
SU1606232A1 |
| Способ определения штампуемости листового металла | 1988 |
|
SU1626122A2 |
| Штамп для вытяжки | 1985 |
|
SU1303220A1 |
| Штамп для реверсивной глубокой вытяжки деталей из листа металла | 1951 |
|
SU98031A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении при вытяжке деталей конической формы. Цель изобретения - увеличение высоты вытягиваемых деталей за счет обеспечения вытяжки в направлении от периферии к центру. Вытяжку осуществляют за несколько переходов, начиная с периферийной части заготовки 19-. Прижим-пуансоны 4-6 выполнены с фланцами со стороны нерабочих торцов. Между фланцами прижим-пуансонов 4-6 установлены съемные прокладки 10-12. На прижиме 3 жестко закреплены шпильки 14, проходящие через отверстия, выполненные во фланцах и прокладках 10-12. Первый переход вытяжки осуществляют на прижим-пуансоне 4 при наличии всех прокладок 10-12. Следующий переход рытяжки производят на прижим-пуансоне 5, удаляя прокладку 10 и так далее, а заканчивают вытяжку на пуансоне 2, удалив все прокладки. 4 ил. (Л оо 00 Од Ф 4i .1
| Штамп для многопереходной вытяжки | 1976 |
|
SU593778A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
