10
11333469
Изобретение относится к станкостроению.
Целью изобретения является увеличение производительности при одновременном повьшении качества обработки путем уменьшения динамических нагрузок.
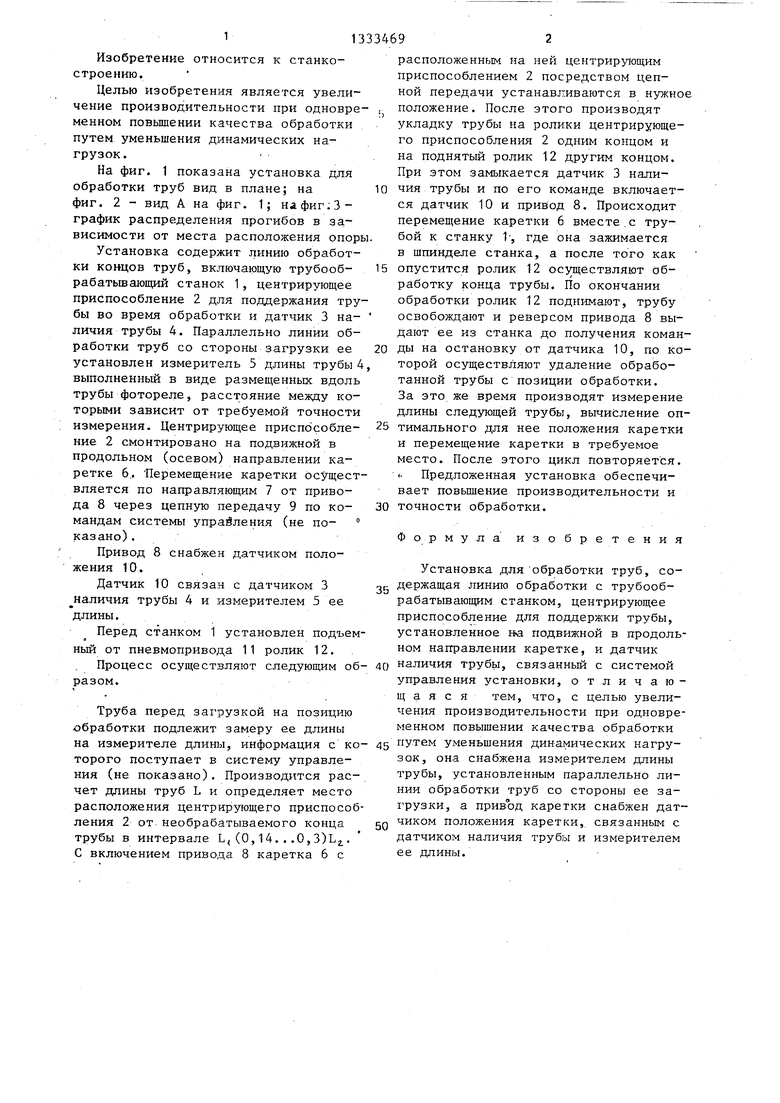
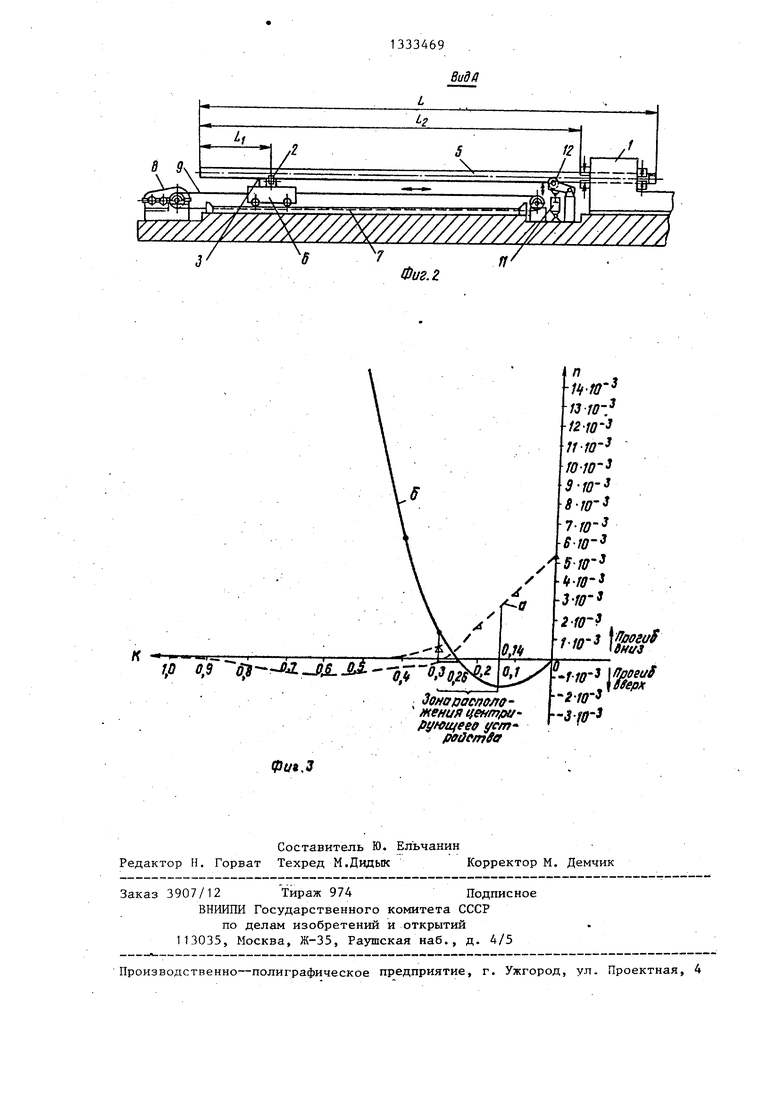
На фиг. 1 показана установка для обработки труб вид в плане; на фиг. 2 - вид А на фиг. 1; на фиг; 3- график распределения прогибов в за,- висимости от места расположения опоры.
Установка содержит линию обработки концов труб, включающую трубооб- рабатывающий станок 1, центрирующее приспособление 2 для поддержания трубы во время обработки и датчик 3 на- личия трубы 4. Параллельно линии обработки труб со стороны загрузки ее установлен измеритель 5 длины трубы 4, выполненный в виде размещенных вдоль трубы фотореле, расстояние между которыми зависит от требуемой точности измерения. Центрирующее приспособление 2 смонтировано на подвижной в продольном (осевом) направлении каретке 6.. Перемещение каретки осуществляется по направляющим 7 от привода 8 через цепную передачу 9 по командам системы управления (не по- казано).
Привод 8 снабжен датчиком положения 10.
Датчик 10 связан с датчиком 3 Наличия трубы 4 и измерителем 5 ее длины.
Перед станком 1 установлен подъемный от пневмопривода 11 ролик 12.
расположенным на ней центрирующим приспособлением 2 посредством цепной передачи устанавливаются в нужное положение. После этого производят укладку трубы на ролики центрирующего приспособления 2 одним концом и на поднятый ролик 12 другим концом. При этом замыкается датчик 3 наличия трубы и по его команде включается датчик 10 и привод 8. Происходит перемещение каретки 6 вместе.с трубой к станку 1-, где она зажимается в шпинделе станка, а после того как
15 опустится ролик 12 осуществляют Обработку конца трубы. По окончании обработки ролик 12 поднимают, трубу освобождают и реверсом привода 8 выдают ее из станка до получения коман20 ды на остановку от датчика 10, по которой осуществляют удаление обработанной трубы с позиции обработки. За это же время производят измерение длины следующей трубы, вычисление оп25 тимального для нее положения каретки и перемещение каретки в требуемое место. После этого цикл повторяется. .. Предложенная установка обеспечивает повышение производительности и
30 точности обработки.
Формула изобретения
Установка для обработки труб, со- 2g держащая линию обработки с трубооб- рабатывающим станком, центрирующее приспособление для поддержки трубы, установленное ва подвижной в продольном направлении каретке, и датчик
Процесс осуществляют следующим об- 40 наличия трубы, связанный с системой разом.управления установки, отличающ а. я с я тем, что, с целью увелиТруба перед загрузкой на позицию чения производительности при одновре- обработки подлежит замеру ее длины менном повышении качества обработки на измерителе длины, информация с ко- 45 У уменьшения динамических нагрузок, она снабжена измерителем длины трубы, установленным параллельно линии обработки труб со стороны ее загрузки, а привод каретки снабжен датчиком положения каретки,, связанным с датчиком наличия трубы и измерителем ее длины.
торого поступает в систему управления (не показано). Производится расчет длины труб L и определяет место расположения центрирующего приспособления 2 от необрабатываемого конца трубы в интервале L ДО, 14. . .0,3)L2, С включением привода 8 каретка 6 с
0
расположенным на ней центрирующим приспособлением 2 посредством цепной передачи устанавливаются в нужное положение. После этого производят укладку трубы на ролики центрирующего приспособления 2 одним концом и на поднятый ролик 12 другим концом. При этом замыкается датчик 3 наличия трубы и по его команде включается датчик 10 и привод 8. Происходит перемещение каретки 6 вместе.с трубой к станку 1-, где она зажимается в шпинделе станка, а после того как
15 опустится ролик 12 осуществляют Обработку конца трубы. По окончании обработки ролик 12 поднимают, трубу освобождают и реверсом привода 8 выдают ее из станка до получения коман0 ды на остановку от датчика 10, по которой осуществляют удаление обработанной трубы с позиции обработки. За это же время производят измерение длины следующей трубы, вычисление оп25 тимального для нее положения каретки и перемещение каретки в требуемое место. После этого цикл повторяется. .. Предложенная установка обеспечивает повышение производительности и
30 точности обработки.
Формула изобретения
Установка для обработки труб, со- 2g держащая линию обработки с трубооб- рабатывающим станком, центрирующее приспособление для поддержки трубы, установленное ва подвижной в продольном направлении каретке, и датчик
чения производительности при одновре- менном повышении качества обработки 45 У уменьшения динамических нагру50
зок, она снабжена измерителем длины трубы, установленным параллельно линии обработки труб со стороны ее загрузки, а привод каретки снабжен датчиком положения каретки,, связанным с датчиком наличия трубы и измерителем ее длины.
Фиг.г
п
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для передачи труб к станкам поточной линии | 1985 |
|
SU1256926A1 |
| Суппорт трубоподрезного станка | 1989 |
|
SU1683974A2 |
| Устройство для передачи труб к станкам поточной линии | 1981 |
|
SU1013213A1 |
| БИБЛИОТЕКА j | 1970 |
|
SU287567A1 |
| Устройство для обработки труб | 1981 |
|
SU1011342A1 |
| Устройство для обработки труб | 1985 |
|
SU1291307A1 |
| Станок для окорки и оцилиндровки лесоматериалов | 1977 |
|
SU683910A1 |
| Технологическая линия для восстановления бурильной трубы | 2020 |
|
RU2740193C1 |
| Поточно-механизированная линия для обработки труб | 1986 |
|
SU1424904A1 |
| Устройство для обработки труб | 1980 |
|
SU884888A1 |
Изобретение относится к станкостроению. Целью изобретения является, увеличение производительности при одновременном повьшении качества оба п работки путем уменьшения динамических нагрузок. Установка содержит тру- бообрабатывающий станок 1, центрирующее приспособление 2 и датчик наличия трубы 4. После измерения длины трубы 4 в измерителе 5 каретка 6 перемещается в заданное системой управления положение, труба загружается и перемещается к станку 1 для обработки. После обработки трубы и извлечения ее из станка 1 и центрирующего приспособления 2 цикл повторяется. 3 ил. 00 05, СлЭ 4ib а ;о Фиг. i
7 5 -JjL М ,
lr.fO 3 yffoeuS
, Зонооаспо/г9- тения цент/эи- flyfoufeeff лг/77- poufmSff
Фил,3
Составитель Ю. Ельчанин Редактор Н. Горват Техред М.Дидык Корректор М. Демчик
Заказ 3907/12 Тираж 974Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Устройство для обработки труб | 1980 |
|
SU884888A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
