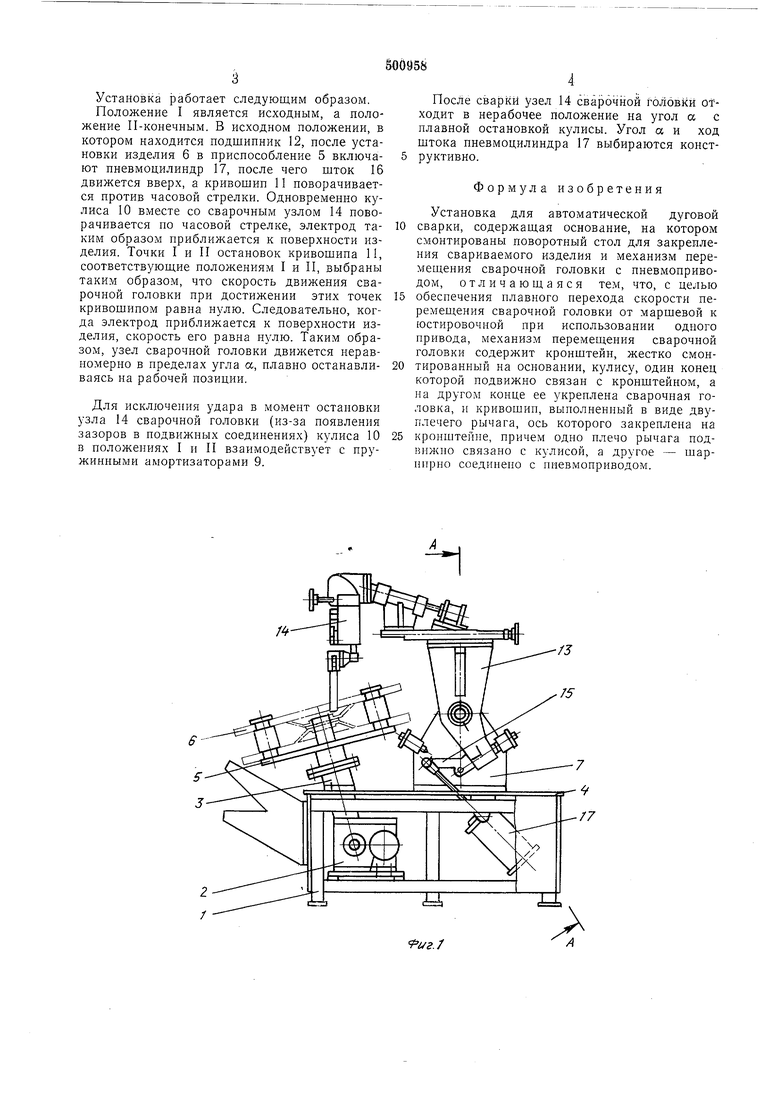
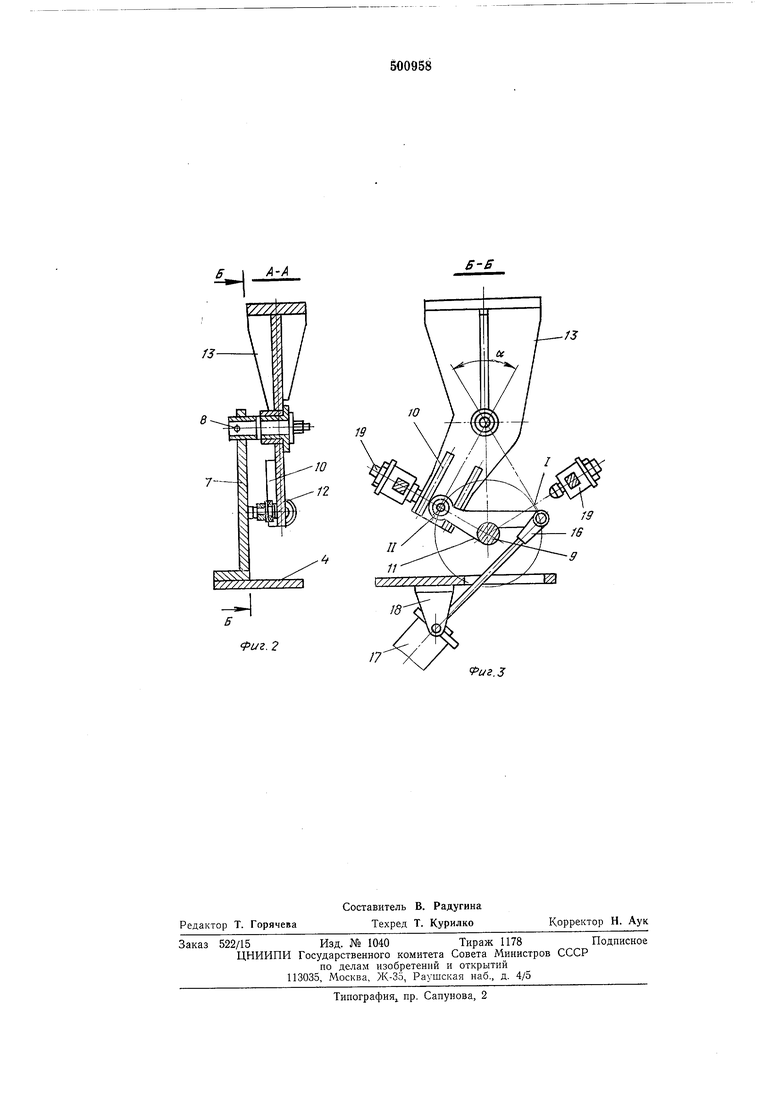
Установка работает следующим образом. Положение I является исходным, а положение П-конечным. В исходном положении, в котором находится подшинник 12, иосле установки изделия 6 в приснособление 5 включают нневмоцилиндр 17, после чего шток 16 движется вверх, а кривошип 11 иоворачивается против часовой стрелки. Одновременно кулиса 10 вместе со сварочным узлом 14 поворачивается по часовой стрелке, электрод таким образом приближается к поверхности изделия. Точки I и II остановок кривошипа И, соответствуюш,ие положениям I и II, выбраны таким образом, что скорость движения сварочной головки при достижении этих точек кривошипом равна нулю. Следовательно, когда электрод приближается к поверхности изделия, скорость его равна нулю. Таким образом, узел сварочной головки движется неравномерно в пределах угла а, плавно останавливаясь на рабочей позиции. Для исключения удара в момент остановки узла 14 сварочной головки (из-за появления зазоров в подвижных соединениях) кулиса 10 в положениях I и II взаимодействует с пружинными амортизаторами 9. После сварки узел 14 сварочной головки отходит в нерабочее положение на угол а с плавной остановкой кулисы. Угол а и ход штока пневмоцилиндра 17 выбираются конструктивно. Формула изобретения Установка для автоматической дуговой сварки, содержащая основание, на котором смонтированы поворотный стол для закрепления свариваемого изделия и механизм перемещения сварочной головки с пневмоприводом, отличающаяся тем, что, с целью обеспечения плавного перехода скорости перемещения сварочной головки от маршевой к остировочной при использовании одного привода, механизм перемещения сварочной головки содержит кронштейн, жестко смонтированный на основании, кулису, один конец которой подвижно связан с кронщтейном, а на другом конце ее укреплена сварочная головка, и кривощин, выполненный в виде двуплечего рычага, ось которого закреплена на кронштейне, причем одно плечо рычага подвижно связано с кулисой, а другое - шарнпрно соединено с пневмоприводом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки овальных изделий | 1979 |
|
SU789265A1 |
| Устройство для автоматической сварки электрозаклепками | 1978 |
|
SU768583A1 |
| Устройство для дуговой сварки продольных швов | 1986 |
|
SU1574417A1 |
| Машина для сварки арматурных сеток | 1979 |
|
SU880664A1 |
| Автоматическая многоэлектродная машина для сварки плоских сеток | 1991 |
|
SU1797542A3 |
| Устройство для сварки наклонным электродом | 1977 |
|
SU749591A2 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| МЕХАНИЗМ ДЛЯ ПЕРЕДАЧИ ДВИЖЕНИЯ К РАБОЧЕМУ ВАЛУ ОТ ЦИЛИНДРА В ТЯГОВЫХ ПОРШНЕВЫХ МАШИНАХ | 1933 |
|
SU50232A1 |
| Автомат для контактной приварки шипов | 1970 |
|
SU334767A1 |
| ЗАГРУЗЧИК СТЕКЛОИЗДЕЛИЙ | 1973 |
|
SU390030A1 |
/J
/5
А-А
Фиг. 2
Б-Б
13
fus.3
