Изобретение относится к производству нетканого проволочного материала МР (металлического аналога резины) , в частности к устройствам для его изготовления.
Цель изобретения - обеспечение оперативной перенастройки устройства на другой типоразмер.
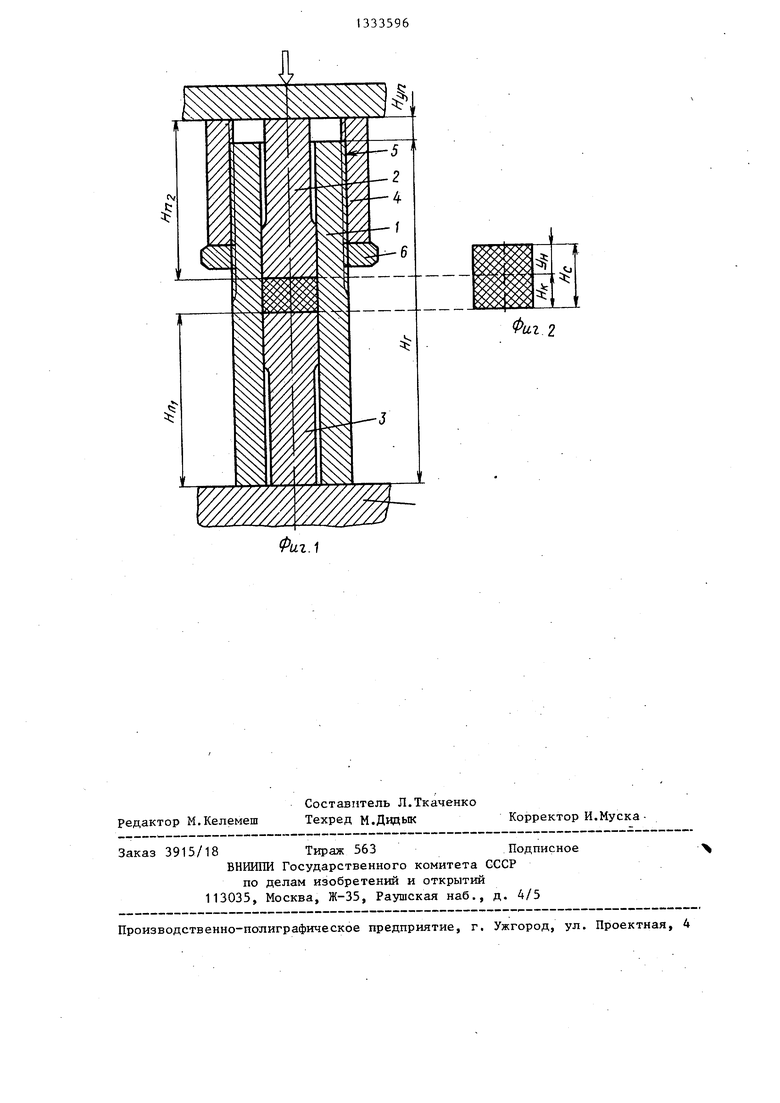
На фиг.1 изображена предложенная пресс-форма для получения материала МР; на фиг.2 - заготовка в ненагруженном состоянии.
Пресс-форма для получения материала МР состоит из рабочей гильзы, вы- полненной в виде втулки 1, двух встречно направленных пуансонов 2 и 3, вспомогательной втулки 4, установленной на рабочей гильзе 1 с помощью резьбового соединения 5, и элемента 6 в ви- де контргайки для фиксации вспомогательной втулки 4 на рабочей 1.
Гильза перенастраивается следующим образом.
Рассчитывается регулируемый раз- мер Н , исходя из условия.
т| : Г
уп nqp
+ Н (1 - УН),
де Нцп регулируемый размер гильзы;
Спор Н„, + Нпг - HI - постоян- 30 ная пресс-формы,
пи
HI- - высота пуансона 4, .высота пуансона 3 и высота втулки 1 пресс-формы соответствен- 35 но-,
Н - высота упругодемпфирующего элемента (УДЭ) и МР в ненагруженном состоянии
у . . - i8fc)(0i22 - , ) t - O.ila.,, 40 llj0,6 E.-IO-
У„ - наибольшее значение начальной . относительной обратимой деформации УДЭ;
УН - наибольшее значение начальной 45 абсолютной обратимой деформации УДЭ
PC -- относительная плотность матеI риала МР УДЭ в ненагруженном
состоянии;50
PC - ПЛОТНОСТЬ.материала МР УДЭ в ненагруженном состоянии;
Р: - плотность материала проволоки;
- Pi
р, -относительная плотность заготовки УДЭ из материала МР; PJ - плотность заготовки УДЭ из , материала МР; d г - относительный диаметр спи0
р али;
d - диаметр спирали; о - диаметр проволоки;
, - предел текучести у атериала проволоки;
EJJ - модуль упругости материала проволоки.
Вспомогательная втулка 4 свинчивается с втулки 1 на расчетную величину и фиксируется элементом 6. В пресс-форму закладыв ается заготовка и при рабочем ходе происходит ее обжатие до тех пор, пока верхняя плита пресса не.упрется во вспомогательную втулку 4. Ограничение хода верхней плиты пресса и установленного на ней верхнего пуансона 2 позволяет получить готовое изделие заданного размера.
Таким образом, снабжение гильзы пресс-формы для получения изделий из материала МР вспомогательной втулкой и элементом фиксации избавляет от необходимости подбора и изготовления индивидуальных упоров для прессовани УДЭ каждого типоразмера в пределах конкретного диаметра и позволяет оперативно перестраивать процесс прессования УДЭ с одного на другой типоразмер. Это, учитывая крупносерийность выпуска изделий из МР и их большую номенклатуру, отвечает актуальным требованиям гибкости и экономичности производства.
Формула изобретения
Пресс-форма, содержащая гильзу, выполненную в виде рабочей втулки, и два встречно направленных пуансона отличающаяся тем, что, с целью обеспечения оперативной перенастройки на другой типоразмер, она снабжена вспомогательной втулкой, установленной на рабочей с помощью резьбового соединения, и элементом для фиксации вспомогательной втулки на рабочей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления упругодемпфирующего элемента из материала МР | 1986 |
|
SU1396369A1 |
| Штамп для объемной штамповки | 1990 |
|
SU1729674A2 |
| Способ изготовления деталей из материалов с неупорядоченной структурой | 1980 |
|
SU902947A1 |
| Универсальный штамп для гибки штучных заготовок | 1983 |
|
SU1169777A1 |
| Способ изготовления упругодемпфирующего элемента | 1987 |
|
SU1444043A1 |
| ПРЕСС-ФОРМА ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА | 2002 |
|
RU2236342C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ МАТЕРИАЛОВ С НЕУПОРЯДОЧЕННОЙ СТРУКТУРОЙ (ВАРИАНТЫ) И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2262407C2 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРОИЗВОДСТВА КИП ИЗ СЕЛЬСКОХОЗЯЙСТВЕННОГО СЫРЬЯ | 1995 |
|
RU2108024C1 |
| ВИБРОИЗОЛЯТОР БОЛЬШОЙ ГРУЗОПОДЪЕМНОСТИ УСОВЕРШЕНСТВОВАННЫЙ (ВБГУ) И СПОСОБ ЕГО СБОРКИ | 2012 |
|
RU2540359C2 |
| СПОСОБ РАДИАЛЬНО-ОСЕВОГО ПРЕССОВАНИЯ ДЕТАЛЕЙ ИЗ МАТЕРИАЛОВ С НЕУПОРЯДОЧЕННОЙ СТРУКТУРОЙ | 2009 |
|
RU2402400C2 |
Изобретение относится к производству нетканого проволочного материала МР, Цель изобретения - обеспечение оперативной перенастройки на другой типоразмер. Пресс-форма состоит из рабочей гильзы в виде втулки, двух встречно направленных пуансонов, вспомогательной втулки, установленной на рабочей с помощью резьбового соединения, и элемента (контргайка) для фиксации вспомогательной втулки на рабочей. При перенастройке на другой типоразмер вспомогательная втулка свинчивается с рабочей втулки и фиксируется контргайкой. При рабочем ходе верхняя плита с установленным на ней пуансоном деформирует заготовку. При этом ход верхней плиты ограничи- вает вспомогательная втулка, установленная на рабочей на определенной высоте. 2 ил. с (Л со со со СП QD О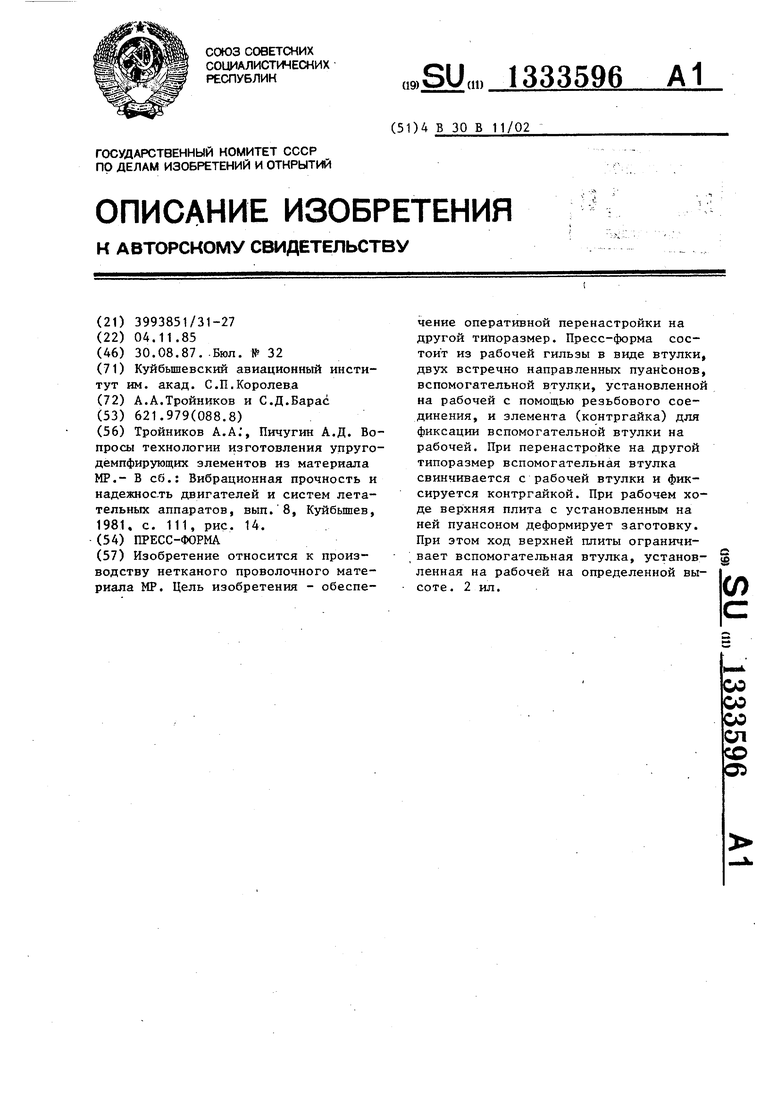
Редактор М.Келемеш
Составитель Л.Ткаченко
Техред М.ДидыкКорректор И.Муска
Заказ 3915/18 Тираж 563Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Тройников А.А:, Пичугин А.Д | |||
| Вопросы технологии изготовления упруго- демпфирующих элементов из материала МР.- В сб.: Вибрационная прочность и надежнос-ть двигателей и систем летательных аппаратов, вып | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Говорящий кинематограф | 1920 |
|
SU111A1 |
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
