Изобретение относится к обработке материалов резанием.
Целью изобретения является повышение точности обработки путем обеспечения последовательного формирования обоими резцами одной поверхности.
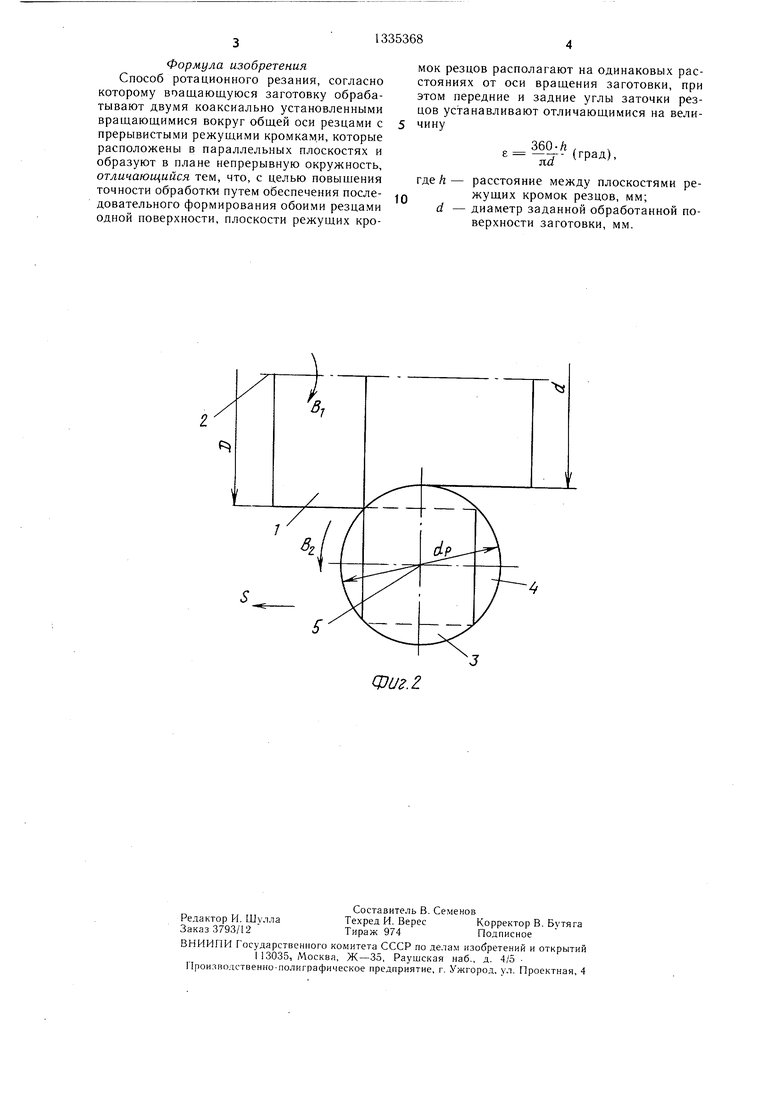
На фиг. 1 изображено взаимное расположение резцов и заготовки и сообщаемые им движения, вид сбоку; на фиг. 2 - то же, вид сверху.
Заготовку 1, которой сообщают вращение В вокруг оси 2, обрабатывают комбинированным инструментом в виде двух ротационных резцов 3 и 4. Каждый из этих рез- ЦО5 имеет прерывистую круговую режущую кромку. Резцы устанавливают коаксиально так, что проекции их режущих кромок образуют замкнутую окружность, а плоскости круговых режущих кромок резцов расположены на одинаковых расстояниях от оси 2 вращения заготовки. Штриховой линией (фиг. 1) показано положение резца 4 в момент обработки им поверхности, имеющей заданный диаметр d.
Для обработки используют резцы, одноименные (передние уз, Y и .задние аз, «4) углы которых отличаются друг от друга на величину центрального угла е между точками контакта режущих кромок резцов 3 и 4 с обработанной поверхностью диаметра d. С достаточной точностью
е -J (рад) или
.
расстояние между плоскостями режущих кромок резцов 3 и 4;
диаметр обработанной поверхности.
заточки верхнего 3 и нижнего 4 задают по формулам
Y33 Y - 1-;
л
азз а + ,, 7 -f -4;
аз4 0. -
, «33,
, аз4 - передние и задние углы заточки резцов;
а - передний и задний рабочие углы резцов;
В процессе обработки резцам сообщают вращение Bz вокруг общей оси 5 с частотой, обеспечивающей их максимальную стойкость. Экспериментально установлено, что это достигается при отнощении окружных скоростей резцов и заготовки в пределах 0,3-0,4. Одновременно резцам сообщают движение подачи S вдоль оси вращения заготовки.
Пример. Исходные данные: диаметр заготовки мм, диаметр обработанной по0
5
верхности мм, диаметр резцов dp 60 мм, материал заготовки сталь 1Х18Н9Т, материал режущей части резцов твердый сплав ВК 8, рабочие углы резцов , . Скорость резания м/мин, подача ,0 мм/об, станок токарно-винторез- ный модели 16К20 с устройством для ротационного точения.
Для обработки используют два резца с круговыми прерывистыми режущими кромками диаметром 60 мм. Резцы устанавливают коаксиально на щпинделе устройства для ротационного точения. Расстояние между плоскостями режущих кромоК резцов мм. Разность между одноименным.и углами заточки резцов
360ft nd
0
5
0
5
5
е
sr
Передние углы заточки резцов: верхнего Уз Y нижнего 74 Т +
Задние углы заточки резцов: верхнего а-л а, 16°; нижнего «4 а1- 0°.
Частота вращения заготовки
200 об/мин.
ли
Окружная скорость вращения резцов
VP 0,35у 19,6 м/мин. Частота вращения резцов
100 об/мин.
ЮООи п -
зга
Пр
л-dp
0 В процессе обработки заготовке сообщают вращение с частотой 200 об/мин, а резцам - с частотой 100 об/мин. Одновременно резцам вдоль оси врезания заготовки сообщают подачу ,0 об/мин заготовки. Оба резца формируют последовательно одну поверхность диаметром 85 мм. Более высокая точность обработки в указанном примере достигается также и потому, что при 74-7з с(, обеспечиваются для обоих резцов одинаковые одноQ именные рабочие углы и на систему СПИД действуют близкие по значению силы резания. Последовательное участие в резании резцов обеспечивает надежное стружкодроб- ление при -уочении любых материалов.
5 Таким образом, использование предлагаемого способа при сохранеии преимущества известного по надежному стружкодроблению обеспечивает повыщение точности обработки.
Формула изобретения Способ ротационного резания, согласно которому вращающуюся заготовку обрабатывают двумя коаксиально установленными вращающимися вокруг общей оси резцами с прерывистыми режущими кромками, которые расположены в параллельных плоскостях и образуют в плане непрерывную окружность, отличающийся тем, что, с целью повыщения точности обработки путем обеспечения последовательного формирования обоими резцами одной поверхности, плоскости режущих кромок резцов располагают на одинаковых расстояниях от оси вращения заготовки, при этом передние и задние углы заточки резцов устанавливают отличающимися на вели- чину
5,гр.д,.
где h - расстояние между плоскостями режущих кромок резцов, мм; d - диаметр заданной обработанной поверхности заготовки, мм.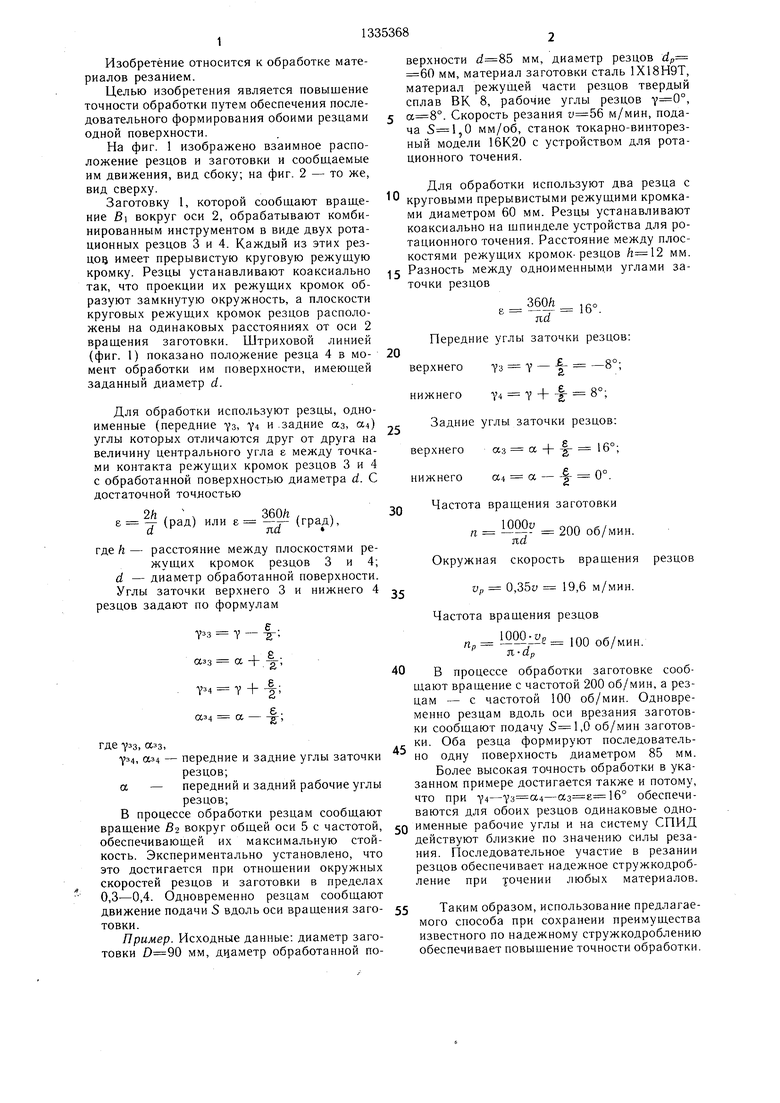
| название | год | авторы | номер документа |
|---|---|---|---|
| РОТАЦИОННЫЙ РЕЗЕЦ | 2011 |
|
RU2463130C1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| Способ получения частиц порошка методом ротационного точения многогранными резцами | 2024 |
|
RU2830785C1 |
| СПОСОБ СОВМЕЩЕННОЙ ТОКАРНО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2001 |
|
RU2210464C2 |
| Способ фрезерования | 1982 |
|
SU1148723A1 |
| Способ получения корня стружки | 1980 |
|
SU921679A1 |
| Проходной упорный резец | 1986 |
|
SU1495006A1 |
| Способ обработки поверхностей и торцевая фреза для его осуществления | 1982 |
|
SU1133773A1 |
| Способ точения сложных поверхностей | 1991 |
|
SU1816535A1 |
| Способ дробления стружки при ротационной обработке | 1986 |
|
SU1355363A1 |
Изобретение относится к обработке материалов резанием и решает задачу повышения точности обработки поверхностей коаксиально установленными ротационными режущими инструментами путем обеспечения последовательного формирования обоими резцами одной поверхности. В процессе обработки резцам 3 и 4 с прерывистыми ре- жушими кромками сообщают вращение вокруг оси 5. Плоскости режущих кромок резцов 3 и 4 располагают на одинаковых расстояниях от оси 2 вращения заготовки 1. Передние и задние углы заточки резцов устанавливают отличающимися на величину e 360-/z:n:d (град), где h - расстояние между плоскостями режущих кромок резцов, мм; d - диаметр заданной обработанной поверхности заготовки, мм. 2 ил. (Л с со оо ел со о: 00 Фиг.
CPU г. г
| Устройство для ротационного точения с дроблением стружки | 1983 |
|
SU1129033A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
