Изобретение относится к металлообработке и может быть использовано при черновой и получистовой обработке плоских заготовок.
Цель изобретения - повышение производительности работы протяжки за счет исключения прерывистого процессе резания, повышение технологичности за счёт исключения шахматного по
рядка расположения стружкоразделительных канавок и повышение качества обработки путем разделения стружки на более мелкие составляющие.
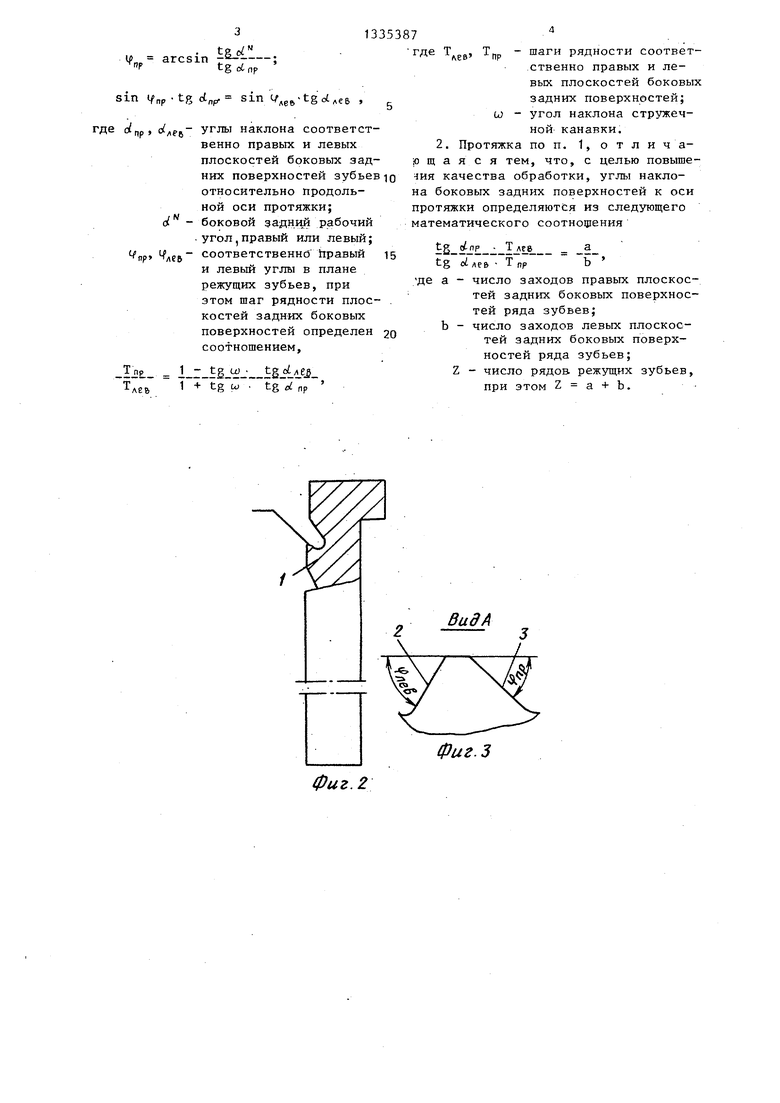
На фиг, 1 показана протяжка, об- щий вид; на фиг, 2 - то же, вид сбоку; на фиг. 3 - вид А на фиг. 1; на фиг, 4 - схема снятия припуска протяжкой.
Протяжка представляет собой прямо угольный параллелепипед с расположенными на одной из его боковых поверхностей режущими зубьями 1, включающими боковые задние поверхности 2 и 3 с углами наклона относительно про
дольной оси протяжки , , которые расположены соответственно в
рядно-параллельных плоскостях Р
лев
пр
с шагами рядностей задних боковьпс поверхностей зубьев Т и Т , В плане режущие 1 выполнены с
углами и
Ч
пр
Режутцие зубья 1 разделены стружечными канавками 4, наклоненными к оси протяжки под углом ы . Боковой задний угол oi выбирается исходя из марки материала инструмента и свойств обрабатываемого материала, а угол наклона стружечной канавки О) - из условия обеспечения равномерности работы протяжки.
Плоскости боковых задних поверхностей 2 и 3 режущих зубьев 1 выполнены рядно-параллельными и наклонены к продольной оси протяжки в плане под углами, определяемыми из следующих математических соотношений:
arcsin
,
tg oi пр
Sin
де d
пр
tg sin ..tgo/
лев
nf
углы наклона соответственно правых и левых плоскостей боко- 55 вых задних поверхностей зубьев относительно продольной оси протяжки;
пр
лев
d - боковой задний рабочий угол, правый или левыйу
соответственно правый и левый углы в плане режущих зубьев протяжки.
При этом шаг рядности плоскостей адних боковых поверхностей 2 и 3 опеделяется соотношением
1.
леь
1 + tg W tg
15 2о
где Т
ле5
пр
U) шаг рядности правых и левых плоскостей боковых задних гповерхнос- тей;
угол наклона стружечной канавки 4.
Для того, чтобы полностью удалить весь припуск и удалять его в виде мелких стружек, равномерно распреде- 25 ленных между зубьями, необходимо, чтобы углы наклона боковых задних поверхностей к оси протяжки выбирались из следующего математического соотношения:
tS.
tg 0(
ПР
лее
Т Up
а
ъ
где а - число заходов правых плоскос- : тей задних боковых поверхностей ряда, зубьев;
b - число заходов левых плоскостей задних боковых поверх- ностей ряда зубьев;
Z число рядов режущих зубьев, а для соблюдения кратности деления припуска необходимо, чтобы а + b Z.
45 Формула изобретения
0
5
1, Плоская протяжка, включающая разделенные наклонными стружечными канавками ряды режущих зубьев с боковыми задними поверхностями, отличающаяся тем, что, с целью повьшения производительности ра.боты и технологичности инструмента, боковые задние поверхности зубьев лежат в рядно-параллельных плоскостях, которые выполнены наклонными к оси протяжки в плане под углами, определяющимися из следующих математических соотношений:
arcsin
tSjll.
tgoCnp
де
sin Ifпр tg . sin
0
np
t/
.ЛР.
-лев
углы наклона соответственно правых и левых плоскостей боковых задних поверхностей зубьевю относительно продольной оси протяжки; - боковой задн.ий рабочий .угол,правый или левый; соответственнб правый 15 и левый углы в плане режущих зубьев, при этом шаг рядности плос- . костей задних боковых поверхностей определен 20 соотношением,
(fjtg ej
1 + tg U) . tg J np
Ч лРЛ
tip ЛСб
5387
где Т
ю15 . 20
ЛЕВ
-ПР
CJ шаги рядности соответственно правых и левых плоскостей боковых задних поверхностей; угол наклона стружечной канавки.
2. Протяжка по п. 1, о т л и ч а- р щ а я с я тем, что, с целью повышения качества обработки, углы наклона боковых задних поверхностей к оси протяжки определяются из следующего математического соотношения
§
tg oi лев Т пр b
а - число заходов правых плоскостей задних боковых поверхностей ряда зубвев;
b - число заходов левых плоскостей задних боковых поверхностей ряда зубьев; Z - число рядов, режущих зубьев, при этом Z а + Ъ.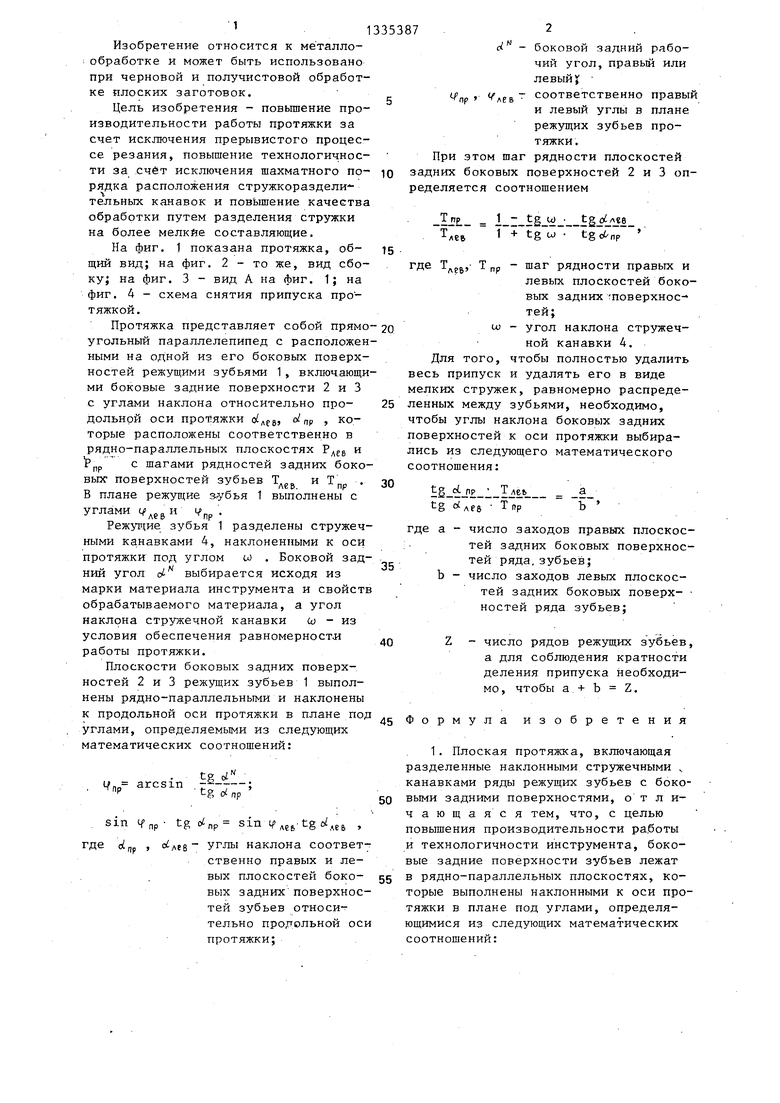
| название | год | авторы | номер документа |
|---|---|---|---|
| Шлицевая протяжка | 1985 |
|
SU1271684A1 |
| Фасонная фреза | 1988 |
|
SU1701450A1 |
| ПРОТЯЖКА ДЛЯ ОБРАБОТКИ ПАЗОВ | 1992 |
|
RU2047429C1 |
| Метчик | 1989 |
|
SU1763113A1 |
| Способ шлифования спинок спиральных сверл | 1989 |
|
SU1692818A1 |
| Способ обработки шлицевых отверстий | 1987 |
|
SU1657293A1 |
| Способ изготовления цилиндрической червячной фрезы | 1990 |
|
SU1787715A1 |
| Способ плоскостной заточки сверл | 1987 |
|
SU1505759A1 |
| Протяжка | 1985 |
|
SU1256894A1 |
| ТОРЦОВАЯ ФРЕЗА | 2005 |
|
RU2288813C1 |
Изобретение относится к металлообработке и может быть использовано при черновой и получистовой обработке плоских поверхностей. Цель , изобретения - повышение производительности работы, технологичности конструкции, а также повьш1ение ка- чества обработки. Режущие зубья 1 включают боковые зад ние поверхности 2 и 3, которые выполнены рядно-параллельными и наклонены к продольной оси протяжки под углами, определяемыми из следующих математических соотношений Vnp arcsin (tg ) : :sin ifnp tgD np sin tg й/ле& , где углы наклона соответственно правых и левых плоскостей боковых задних поверхностей зубьев относительно продольной оси протяжки; боковой задний рабочий угол правый или левый; cfnp , g соответственно правый и левый углы в плане режущих зубьев. 1 з.п. ф-лы, 4 ил. i (Л W /. дЦ| «г./
Фиг.З
фиг. 2
Фиг
| Родли П.Р | |||
| Металлорежущие инструменты | |||
| Киев: Вища школа, 1974, с | |||
| Способ добывания бензина и иных продуктов из нефти, нефтяных остатков и пр. | 0 |
|
SU211A1 |
| Крутильная машина для веревок и проч. | 1922 |
|
SU143A1 |
