Линия мойки и сушки малогабаритных плоских деталей относится к технологическим процессам для производства бытовых приборов и может быть использована в автоматических линиях .для мойки и сушки небольших по размерам деталей после механической и полировальной обработки в машиностроении.
Целью изобретения является обеспечения автоматизации технологического процесса линии мойки и сушки при установке ее в общую автоматическую линию по производству малогабаритных плоских деталей.
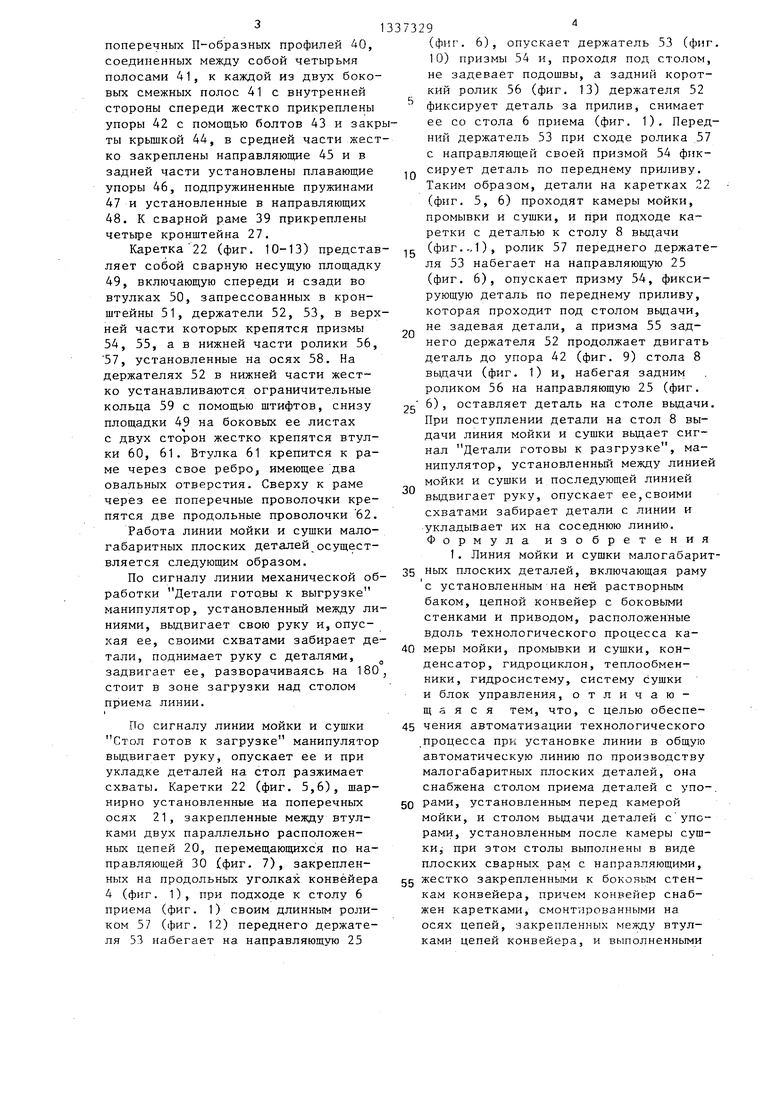
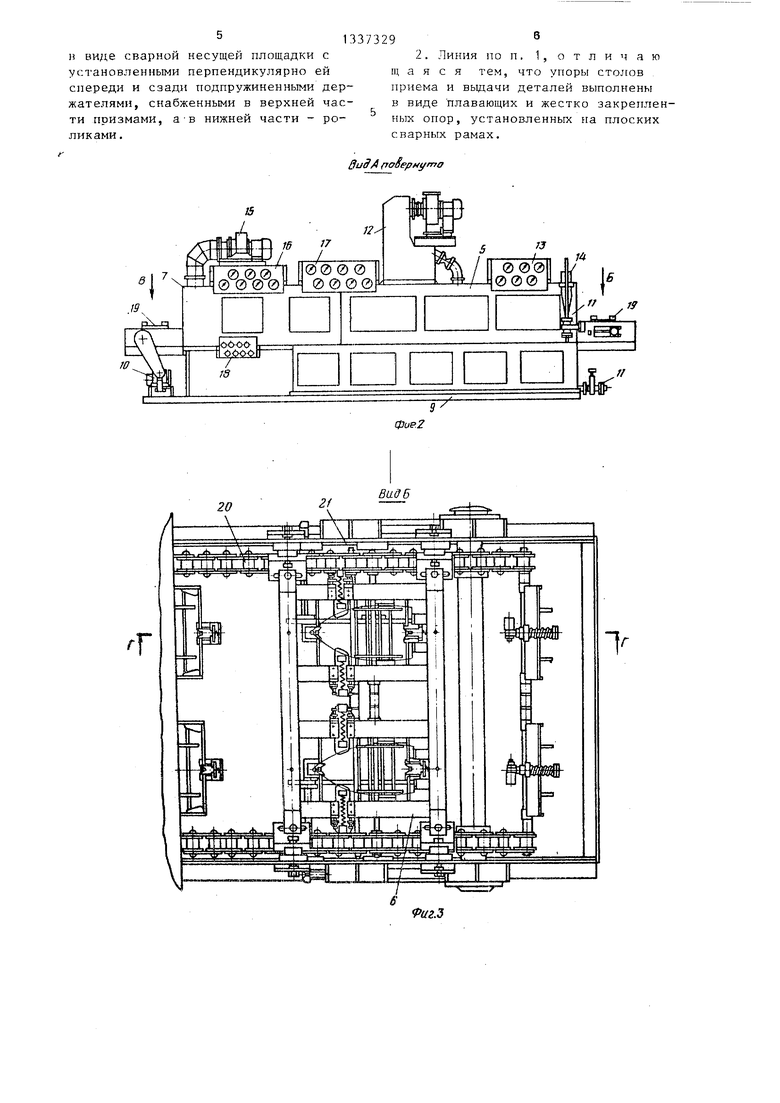
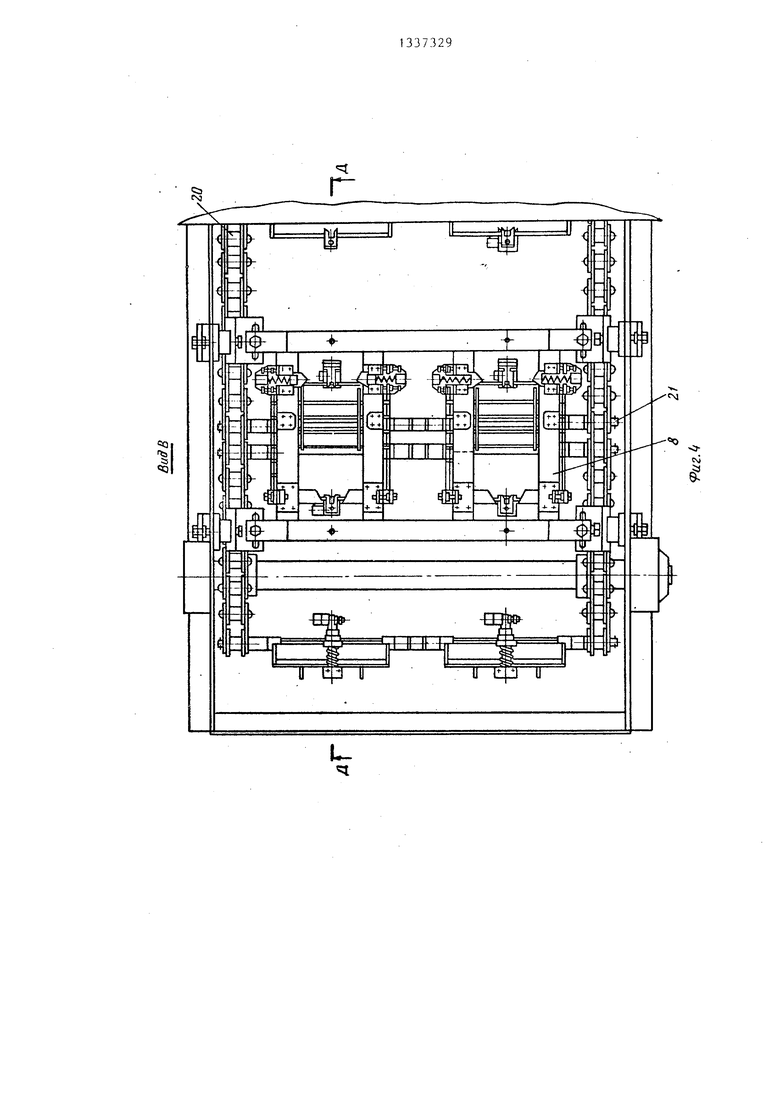
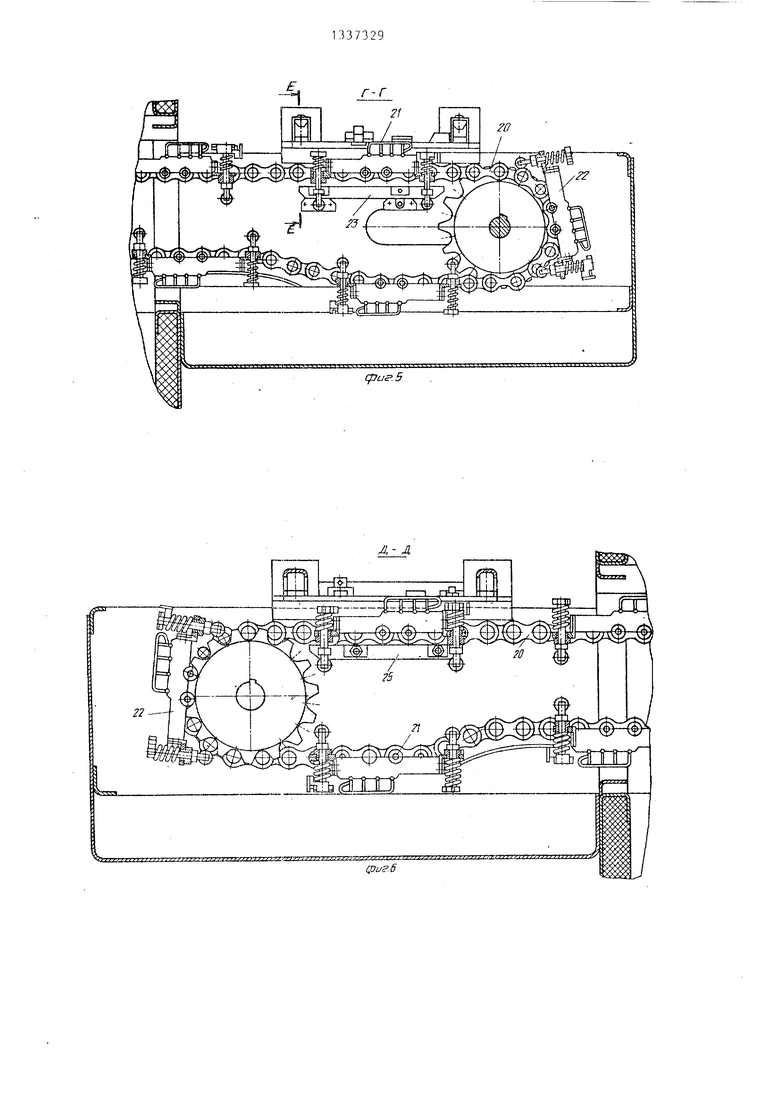
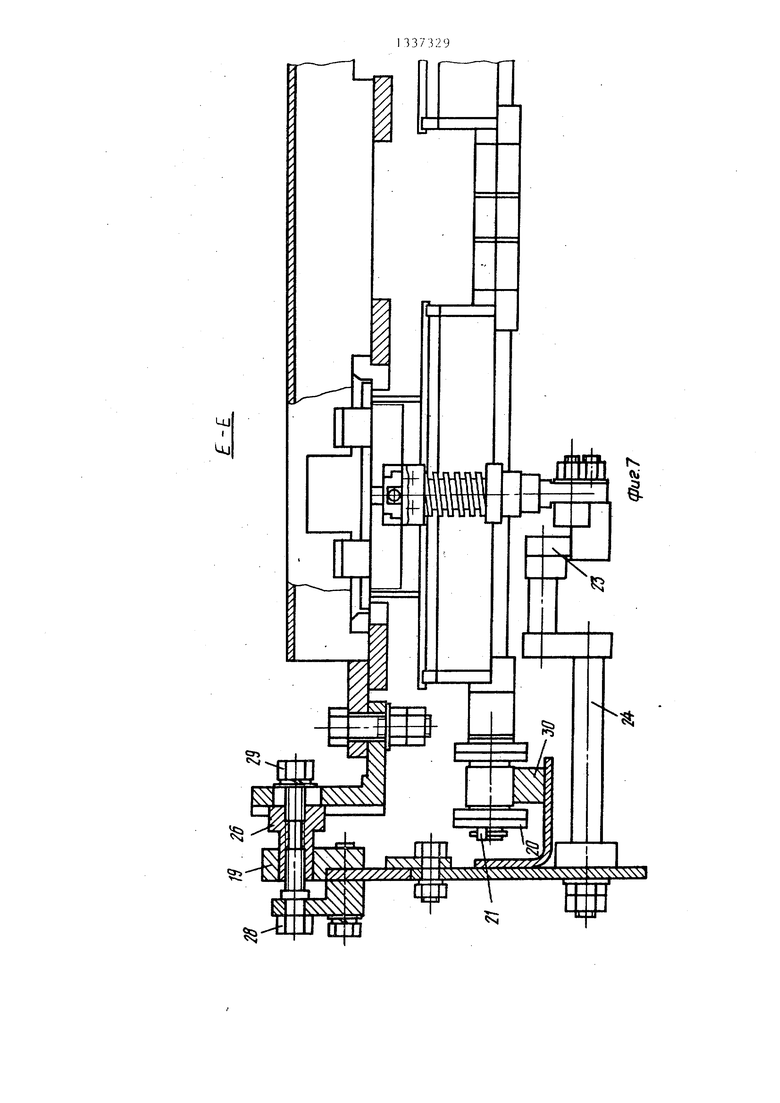
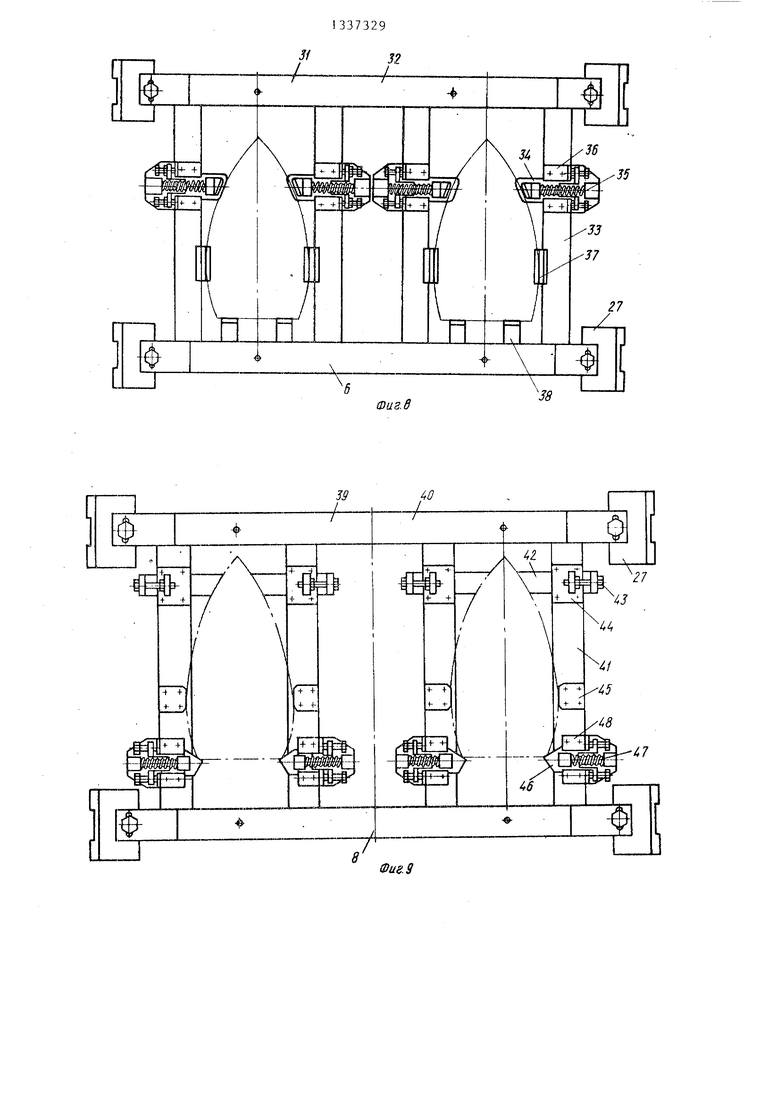
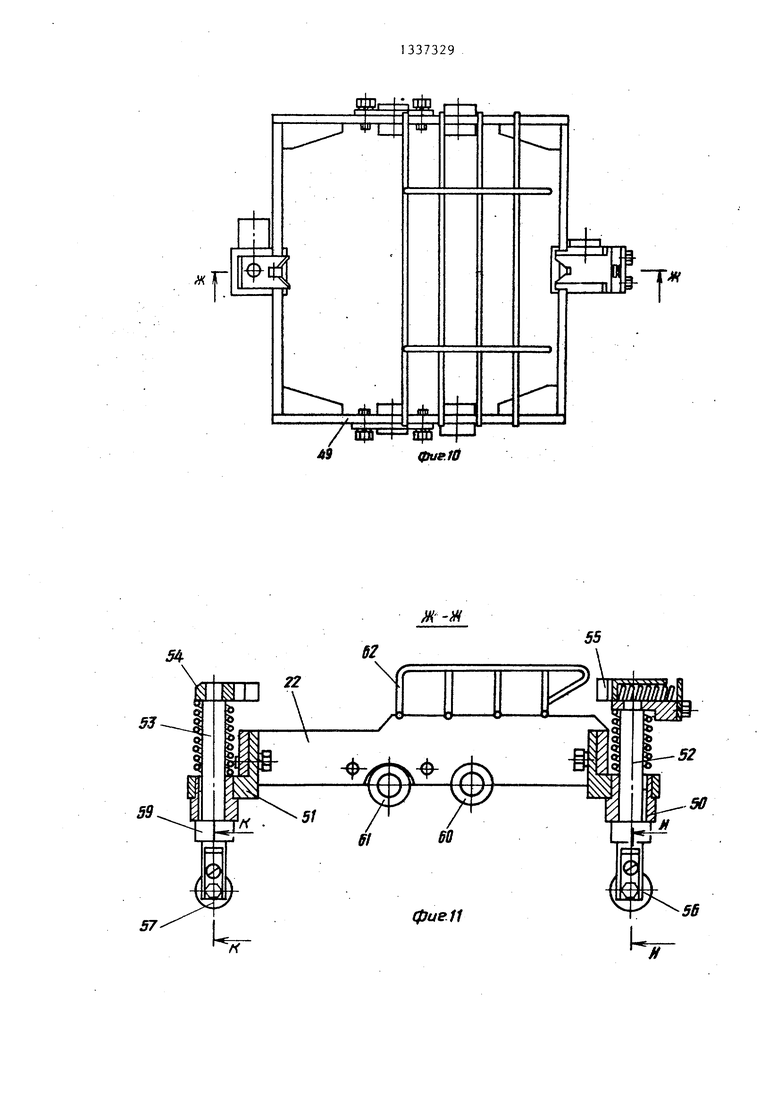
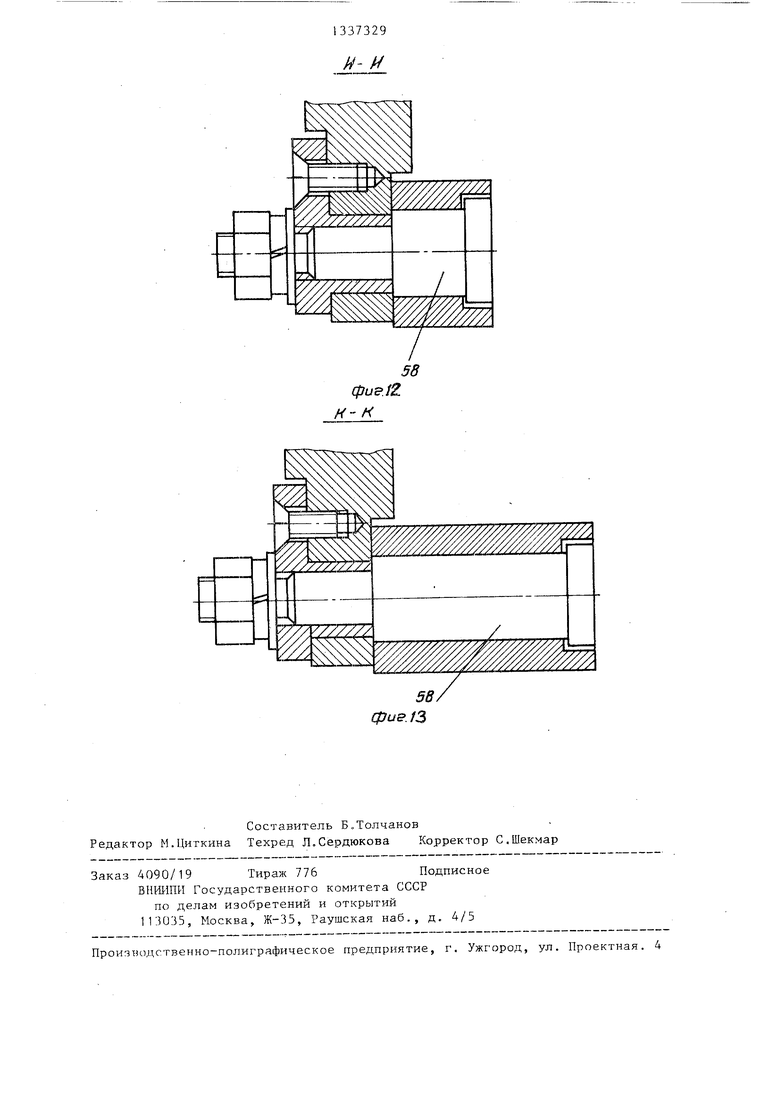
На фиг. 1 показана предлагаемая линия, вид сверхуJ на фиг. 2 - вид, А на фиг. 1; на фиг, 3 - вид Б на фиг. 2 (зона загрузки деталей)J на фиг. 4 - вид В на фиг, 2 (зона загрузки деталей); на фиг. 5 - разрез Г-Г на фиг. 3 (зона загрузки линии), на фиг. 6 - разрез Д-Д на фиг. 4, (зона разгрузки линии); на фиг. 7 - разрез Е-Е на фиг. 5; на фиг. 8 - стол приемаi на фиг. 9 - стол вьща- чи; на фиг. 10 - каретка, вид сверху; на фиг. 11 - разрез Ж-Ж на фиг. 10; на фиг. 12 - разрез Н-Н на фиг. 1 1 (передний ролик каретки) , на фиг. 13 - разрез К-К на фиг. 11 (передний ролик каретки).
Линия мойки и сушки малогабаритных плоских деталей включает растворный бак 1, на котором сверху с одной стороны установлены теплообменники 2, с другой стороны - насосы 3j а на средней части - конвейер 4, на котором крепятся перед камерой 5 мойки стол 6 приема, а на конце у камеры 7 сушки (фиг. 2) - стол вьщачи 8. Линия (фиг. 2) состоит из рамы 9, на которой установлен растворный бак 1 (фиг. 1), привод 10, на растворном баке 1 установлены камера 5 мойки, камера 7 сушки , затворы 11. На камере 5 мойки установлены конденсатор 12, приборы блока 13 управления, гидроциклон 14. На камере 7 сушки установлены электрокалорифер с вентилятором 15, блок 16 приборов, блок 17 манометров, блок 18 вентилей, входящих в систему сушки линии.
начале линии на конвейе- 55 ьй в конце линии (фиг. 1) после камеры 7 сушки (фиг. 2) и жестко закрепленный к боковым стенкам конвейера 4 (фиг. 1), представляющего собой сварную раму 39 вьшолненную из двух
В конце и
ре 4 (фиг. 2) на боковых ее стенках установлены кронштейны 19. Зона загрузки деталей включает стол 6 приема, закрепленный на кронштейнах 19
(фиг. 2) к боковым стенкам конвейера 4 (фиг. 1), цепи 20 с прикрепленными к ним осями 21. Зона загрузки : линии включает цепь 20, уложенную на направляющие уголки и звездочку, несущую на себе оси 21, закрепленные во втулках цепей 20, и каретки 22, закрепленные на осях 21, а также направляющую 23, прикрепленную к стенкам конвейера 4 (фиг. 1) с помощью п;ержателей 24 (фиг. 7). Зона разгрузки линии включает цепь 20, уложенную на направляющие уголки и звездочку, 5 несущую на себе оси 21, закрепленные во втулках цепей и каретки 22, закрепленные на осях 21,-а также направляющую 25, прикрепленную к стенкам конвейера 4 (фиг. 1) с помощью держателей 24 (фиг. 7). В зоне за-.. грузки показано крепление стола 6 приема (фиг. 1) с помощью переходни-, ка 26, установленного в паз кронштейна 27 (фиг. 8) стола 6 приема (фиг. 1) и закрепляемого с помощью болтов 28, 29, а также показана установка цепей 20 с осями 21 и каретками 22 на направляющие 30 конвейера 4 (фиг. 1) и направляющей 23 с помощью держателей 24. Крепление стола 8 вьщачи (фиг. 1) и направляющей 25 (фиг.6) аналогично.фиг. 7.
0
5
0
На фиг. 8 изображен стол 6 приеа, установленный в начале линии
(фиг. 1) перед камерой 5 мойки (фиг. 2), жестко прикрепленный к боковьм спинкам конвейера 4 (фиг. 1), пред- ставляЬщего собой сварную раму 31, выполненную из двух поперечных П-образных профилей 32, соединенных между собой четырьмя продольными полосами 33, к каждой из двух пар боковьк смежных полос 33 с внутренней стороны в передней части прикреплены в
направляющих по два плавающих ползуна 34, подпружиненных пружинами 35 с одной стороны и сверху закрытых планками 36, а в средней части жестко крепятся направляющие 37, к заднему
профилю между двумя соседними полосами 33 жестко прикреплены упоры 38. К сварной раме 31 жестко прикреплены четыре кронштейна 27. На фиг. 9 изображен стол 8 вьщачи,установленпоперечных П-образных профилей 40, соединенных между собой четырьмя полосами 41, к каждой из двух боковых смежных полос 41 с внутренней стороны спереди жестко прикреплены упоры 42 с помощью болтов 43 и закрты крышкой 44, в средней части жестко закреплены направляющие 45 и в задней части установлены плавающие упоры 46, подпружиненные пружинами 47 и установленные в направляющих
48.К сварной раме 39 прикреплены четыре кронштейна 27.
Каретка 22 (фиг. 10-13) представляет собой сварную несущую площадку
49,включающую спереди и сзади во втулках 50, запрессованных в кронштейны 51, держатели 52, 53, в верхней части которых крепятся призмы 54, 55, а в нижней части ролики 56, 57, установленные на осях 58. На держателях 52 в нижней части жестко устанавливаются ограничительные кольца 59 с помощью штифтов, снизу площадки 49 на боковых ее листах
с двух сторон жестко крепятся втулки 60, 61. Втулка 61 крепится к раме через свое ребро, имеющее два овальных отверстия. Сверху к раме через ее поперечные проволочки крепятся две продольные проволочки 62.
Работа линии мойки и сушки малогабаритных плоских деталей осуществляется следующим образом.
По сигналу линии механической обработки Детали готовы к выгрузке манипулятор, установленный между линиями, вьщвигает свою руку и, опуская ее, своими схватами забирает детали, поднимает руку с деталями, задвигает ее, разворачиваясь на 180 стоит в зоне загрузки над столом приема линии.
По
сигналу линии мойки и сушки 11
Стол готов к загрузке манипулятор вьщвигает руку, опускает ее и при укладке деталей на стол разжимает схваты. Каретки 22 (фиг. 5,6), шар- нирно установленные на поперечных осях 21, закрепленные между втулками двух параллельно расположенных цепей 20, перемещающихся по направляющей 30 (фиг. 7), закрепленных на продольных уголках конвейера 4 (фиг. 1), при подходе к столу 6 приема (фиг. 1) своим длинным роликом 57 (фиг. 12) переднего держателя 53 набегает на направляющую 25
5
0
5
0
5
(фиг. 6), опускает держатель 53 (фиг. 10) призмы 54 и, проходя под столом, не задевает подошвы, а задний короткий ролик 56 (фиг. 13) держателя 52 фиксирует деталь за прилив, снимает ее со стола 6 приема (фиг. 1). Передний держатель 53 при сходе ролика ,57 с напра:вляющей своей призмой 54 фиксирует деталь по переднему приливу. Таким образом, детали на каретках 22 (фиг. 5, 6) проходят камеры мойки, промывки и сушки, и при подходе каретки с деталью к столу 8 вьщачи (фиг.., 1), ролик 57 переднего держателя 53 набегает на направляющую 25 (фиг. 6), опускает призму 54, фиксирующую деталь по переднему приливу, которая проходит под столом выдачи, не задевая детали, а призма 55 заднего держателя 52 продолжает двигать деталь до упора 42 (фиг. 9) стола 8 вьщачи (фиг. 1) и, набегая задним роликом 56 на направляющую 25 (фиг. 6), оставляет деталь на столе вьщачи. При поступлении детали на стол 8 выдачи линия мойки и сушки вьщает сигнал Детали готовы к разгрузке, манипулятор, установленный между линией мойки и сушки и последующей линией вьщвигает руку, опускает ее,своими схватами забирает детали с линии и укладывает их на соседнюю линию. Формула изобретения
1. Линия мойки и сушки малогабаритных плоских деталей, включающая раму с установленным на ней растворным баком, цепной конвейер с боковыми стенками и приводом, расположенные вдоль технологического процесса ка- 0 меры мойки, промывки и сушки, конденсатор, гидроциклон, теплообменники, гидросистему, систему сушки и блок управления, отличающаяся тем, что, с целью обеспечения автоматизации технологического процесса при установке линии в автоматическую линию по производству малогабаритных плоских деталей, она снабжена столом приема деталей с упо-. рами, установленным перед камерой мойки, и столом вьщачи деталей с упорами, установленным после камеры суш- KKj при этом столы выполнены в виде плоских сварных рам с направляющими, жестко закрепленными к боковым стенкам конвейера, причем конвегЧер снабжен каретками, смонтированными на осях цепей, закрепленных между втулками цепей конвейера, и выполненными
0
5
5
0
5
)i виде сварной несущей площадки с установленными перпендикулярно ей спереди и сзади подпружиненными держателями, снабженными в верхней части призмами, а-в нижней части - роликами ,
2. Линия по п. 1, отличаю щ а я с я тем, что упоры столов приема и выдачи деталей выполнены в виде плавающих и жестко закрепленных опор, установленных на плоских сварных рамах.
BuSA {Toiepnymo
15
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия мойки и сушки малогабаритных плоских деталей | 1987 |
|
SU1509318A2 |
| Линия мойки и сушки малогабаритных плоских деталей | 1988 |
|
SU1558826A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, МНОГОСЛОЙНАЯ ПАНЕЛЬ, РАСКЛАДНАЯ ОПАЛУБКА ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ИЗГОТОВЛЕНИЮ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНО-КАРКАСНОГО ЗДАНИЯ ИЗ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ С ДЕКОРАТИВНОЙ НАРУЖНОЙ ОТДЕЛКОЙ | 2012 |
|
RU2515491C1 |
| КОМПЛЕКС ПОДЪЕМНО-ТРАНСПОРТНОГО ОБОРУДОВАНИЯ ДЛЯ УТИЛИЗАЦИИ ЖИДКИХ РАДИОАКТИВНЫХ ОТХОДОВ НА АТОМНОЙ ЭЛЕКТРОСТАНЦИИ И ЕГО СОСТАВНЫЕ ЧАСТИ | 2007 |
|
RU2350545C1 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| Конвейер для перемещения деталей | 1973 |
|
SU611587A3 |
| Автоматический комплекс для сборки обуви | 1985 |
|
SU1384315A1 |
| Установка для мойки и сушки тары | 1976 |
|
SU730390A1 |
| СУШИЛКА РОЛИКОВАЯ СЕКЦИОННАЯ С СОПЛОВЫМИ КОРОБАМИ, ПРИВОДОМ И МЕХАНИЗМАМИ ЗАГРУЗКИ И ВЫГРУЗКИ С ЛЕНТОЧНЫМ КОНВЕЙЕРОМ | 2009 |
|
RU2430004C1 |
| Устройство для упаковки штучных изделий в картонные коробки | 1986 |
|
SU1458279A1 |
Изобретение относится к технологическим процессам для производства бытовых приборов. Цель изобретения - обеспечение автоматизации технологического процесса линии.мойки и сушки при установке ее в общую автоматическую линию по производству малогабаритных плоских деталей. Линия мойки и сушки включает раму с растворным баком 1, конденсатор, гидроциклон, гидросистему, систему сушки и блок управления. Вдоль линии технологического проце.сса расположены камеры (К) мойки 5, промывки и сушки. Сверху бака 1 с одной стороны установлены теплообменники 2, с другой - насосы 3, а на средней части - конвейер 4 с боковыми стенками и приводом.. Перед К 5 крепится стол (С) приема 6. На конце К 5 крепится С. выдачи 8. Упоры С 6 и 8 вьшолнены в виде плавающих и жестко прикрепленных к боковым стенкам конвейера 4 опор, установленных на плоских сварных рамах. Между втулками цепей конвейера 4 на их осях смонтированы каретки, выполненные в виде сварной несущей площадки с установленными перпендикулярно ей спереди и сзади подпружиненными держателями. Они имеют в верхней части призмы, а в нижней - ролики. Детали на каретках проходят К 5, К промывки и К сушки. При подходе к С 8 ролик опускает призму, фиксирующую деталь по переднему приливу, при этом призма заднего держа- те.ля продолжает двигать деталь до упора С 8 и, набегая задним роликом на направляющую, оставляет деталь на С 8. 1 з.п. ф-лы, 13 ил. г а сл СА: 00 ее ю фиг. 7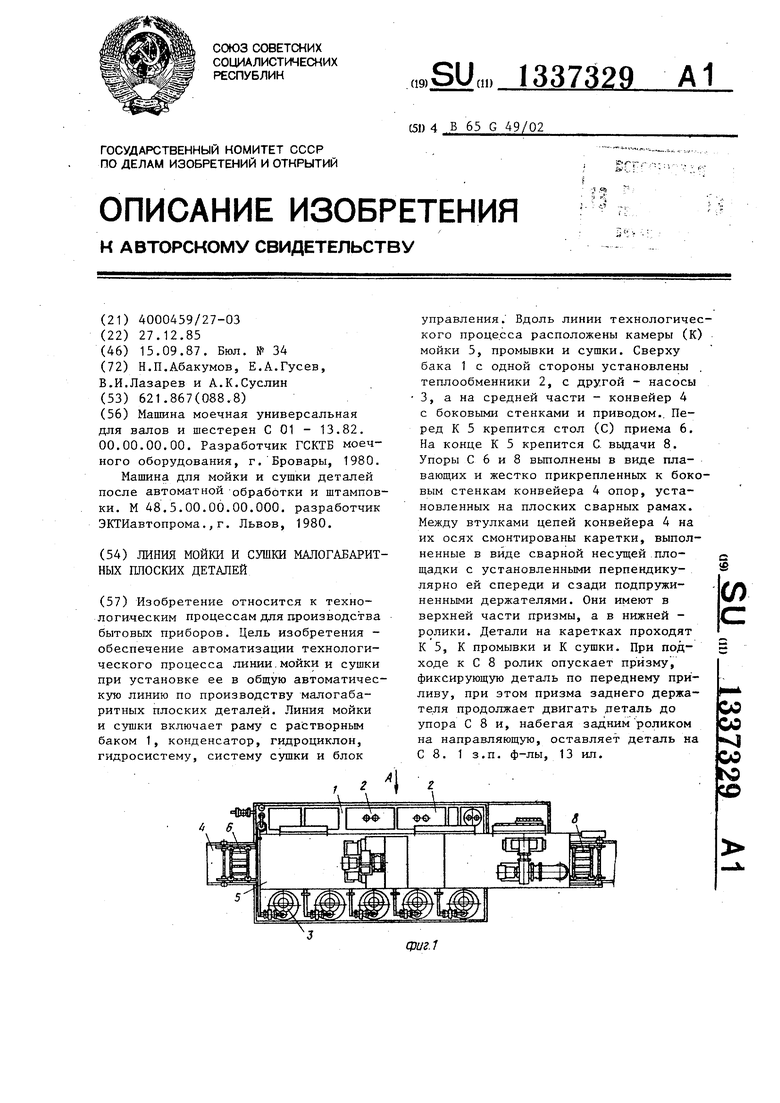
Ви.д6
сч
г-г
л- л
Фиг.в
Фиё.9
жТ
фие.1б
ЛУ-57
И Н
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 00.00.00.00 | |||
| Разработчик ГСКТБ моечного оборудования, г | |||
| Бровары, 1980 | |||
| Машина для мойки и сушки деталей после автоматной обработки и штамповки | |||
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| разработчик ЭКТИавтопрома., г | |||
| Львов, 1980. | |||
