1337931
нипулятор 10 имеет две руки - одну для подачи якоря из вибробункера в приспособление 3, а другую для съема готового узла из приспособления 3 в тару. Манипулятор 11 имеет одну руку для подачи толкателя из вибробункера в приспособление 3. Руки имеют воз1
Изобретение относится к электротехнике, а именно к устройствам для сборки узлов электромагнитных реле, состоящих из двух деталей, и может быть использовано при массовом производстве электромагнитных реле в автоматических комплексах.
Цель изобретения - повышение производительности сборки путем обеспечения возможности однопозиционной сборки, стабильности работы устройства и упрощение его изготовления.
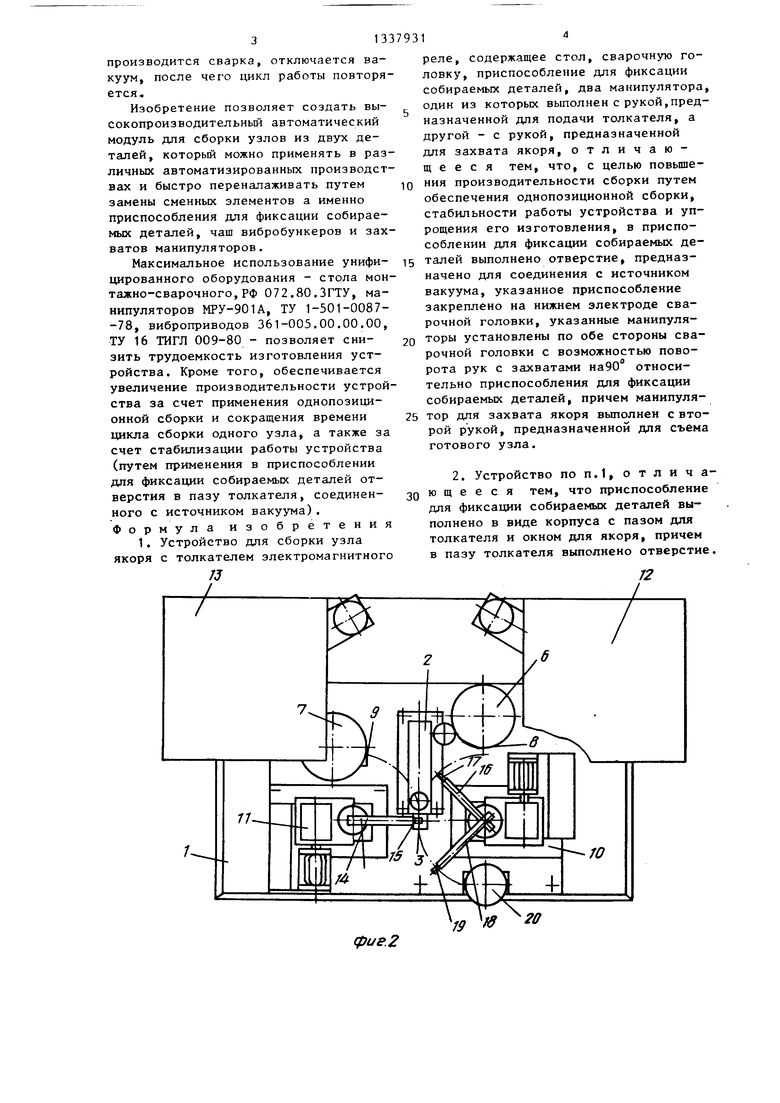
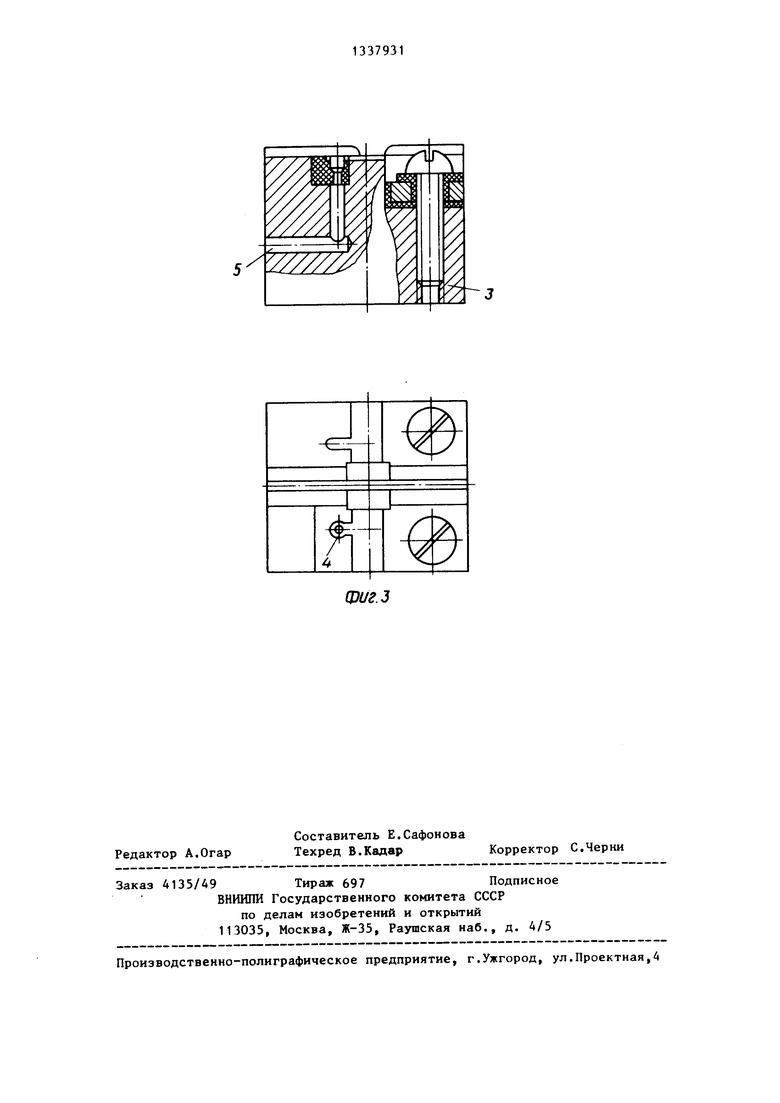
На фиг.1 изображено устройство, об1ций вид на фиг.2 - то же, вид сверху; на фиг.З - приспособление для фиксации собираемых деталей.
Устройство для сборки узла якоря с толкателем электромагнитного реле содержит монтажно-сварочный стол 1, например СМС-6, РФ 072.80.3ГТУ, со сварочной головкой 2, на нижнем электроде которой закреплено приспособление 3 для фиксации собираемых деталей. В пазу толкателя 4 приспособления 3 выполнено отверстие 5 для соединения паза с источником вакуума. На монтажно-сварочном столе закреплены вибробункеры 6 и 7 для ориентированной подачи толкателя и якоря. Выходные лотки 8 и 9 вибробункеров выполнены с окном для детали, что позволяет осуществлять поштучную выдачу. Манипуляторы 10 и 11 с блоками 12 и 13 управления для работы в автоматическом режиме установлены на монтажно-сварочном столе по обе стороны сварочной головки с возможностью поворота, рук с захватами на 90 относительно приспособления 2. Манипулятор 11 имеет одну руку 14 с вакуумным захватом 15 дпя подачи толкателя из вибробункера 7 в приспособление 3. Манипулятор 10 имеет две руки: руможность поворачиваться на 90 относительно приспособления 3, В пазу приспособления 3 может быть выполнено отверстие для подсоединения вакуума и тем самым для центрирования и удержания толкателя в пазу. 1 з.п. ф-лы, 3 ил.
ку 16 с вакуумным захватом 17 для по- дачи якоря из вибробункера 6 в приспособлении 3 и руку 18 с вакуумным |
захватом 19 для съема готового узла в тару 20.
Устройство для сборки узла якоря с толкателем работает следующим образом.
В исходном положении руки 14, 16 и 18 манипуляторов 10 и 11 находится в положении, показанном на фиг.2. Затем манипулятор 11 поворачивает руку 14, вакуумным захватом 15 берет
из выходного лотка 9 вибробункера 7 толкатель и возвращается в исходное положение. В это время руки манипулятора 10 поворачиваются так, что рука 16 захватом 17 берет якорь из
вибробункера 6, а рука 18 захватом 19 - готовый узел из приспособления 3. Следуюьщй поворот осуществляют оба манипулятора поочередно. Манипулятор 11 рукой 14 укладывает толкатель в приспособление 3, а манипулятор 10 возвращается в исходное положение (фиг.2). При подходе руки 14 манипулятора 11, которая несет толкатель в приспособление 3, в пазу
толкателя 4 через отверстие 5 создается вакуум, способствуюсций центрированию и удержанию толкателя в приспособлении. Затем рука 14 манипулятора 11 возвращается в исходное положение, рука 16 манипулятора 10 укладывает якорь в приспособление 3, а рука 18 манипулятора 10 сбрасывает готовый узел в тару 20. Затем руки 16 и 18 манипулятора 10 возвращаются
в исходное положение, рука 14 манипулятора 11 берет толкатель из лотка 9 вибробункера 7 и останавливается в исходном положении. Подается команда на включение сварочной головки 2,
производится сварка, отключается вакуум, после чего цикл работы повторяется.
Изобретение позволяет создать высокопроизводительный автоматический модуль для сборки узлов из двух деталей, который можно применять в различных автоматизированных производствах и быстро переналаживать путем замены сменньк элементов а именно приспособления для фиксации собираемых деталей, чаш вибробункеров и захватов манипуляторов.
Максимальное использование унифицированного оборудования - стола мон- тажно-сварочного,РФ 072.80.3ГТУ, манипуляторов МРУ-901А, ТУ 1-501-0087- -78, виброприводов 361-005.00.00.00, ТУ 16 ТИГЛ 009-80 - позволяет снизить трудоемкость изготовления устройства. Кроме того, обеспечивается увеличение производительности устройства за счет применения однопозици- онной сборки и сокращения времени цикла сборки одного узла, а также за счет стабилизации работы устройства (путем применения в приспособлении для фиксации собираемьк деталей отверстия в пазу толкателя, соединенного с источником вакуума). формула изобретения
1. Устройство для сборки узла якоря с толкателем электромагнитного
/J /
реле, содержащее стол, сварочную головку, приспособление для фиксации собираемьж деталей, два манипулятора, один из которых выполнен с рукой,пред- назначенной для подачи толкателя, а другой - с рукой, предназначенной для захвата якоря, отличающееся тем, что, с целью повьппе- НИН производительности сборки путем обеспечения однопозиционной сборки, стабильности работы устройства и упрощения его изготовления, в приспособлении для фиксации собираемых де- талей выполнено отверстие, предназначено для соединения с источником вакуума, указанное приспособление закреплено на нижнем электроде сварочной головки, указанные манипуля- торы установлены по обе стороны сварочной головки с возможностью поворота рук с захватами на90 относительно приспособления для фиксации собираемых деталей, причем манипуля- тор для захвата якоря вьшолнен с второй рукой, предназначенной для съема готового узла.
2. Устройство по п.1, о т л и ч а- ю щ е е с я тем, что приспособление для фиксации собираемых деталей выполнено в виде корпуса с пазом для толкателя и окном для якоря, причем в пазу толкателя выполнено отверстие
cpus.Z
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки узла из двух миниатюрных деталей электромагнитного реле | 1990 |
|
SU1709419A1 |
| Устройство для сборки узла якоря с толкателем герметичного реле | 1983 |
|
SU1098049A1 |
| Устройство для сборки и сварки | 1983 |
|
SU1207697A1 |
| АВТОМАТ ДЛЯ СБОРКИ ПРУЖИНЫ С КОНТАКТАМИ ЭЛЕКТРОМАГНИТНОГО РЕЛЕ | 1991 |
|
RU2043674C1 |
| Устройство для сборки герметичного реле | 1984 |
|
SU1229854A1 |
| Автоматическая линия для сборки магнитной системы электромагнитного реле | 1990 |
|
SU1709417A1 |
| Полуавтомат для сборки магнитной и контактной систем герметичного реле | 1983 |
|
SU1111214A1 |
| Автомат для сборки контакта с выводом реле | 1983 |
|
SU1121113A1 |
| Приспособление для сборки магнитной системы электромагнитного реле | 1983 |
|
SU1094085A1 |
| Автомат для сборки ушка наручных часов | 1973 |
|
SU517876A1 |
Изобретение относится к электротехнике, а именно к устройствам для сборки узлов и электромагнитных реле, состоящих из двух деталей. Цель - повышение производительности сборки узла, стабилизация работы, упрощение его изготовления. Устройство выполнено с обеспечением возможности одно- позиционной сборки и максимального применения унифицированного оборудования. На монтажно-сварочном столе 1 по обе стороны сварочной головки 2 установлены манипуляторы 10, 11. Маоо &о 00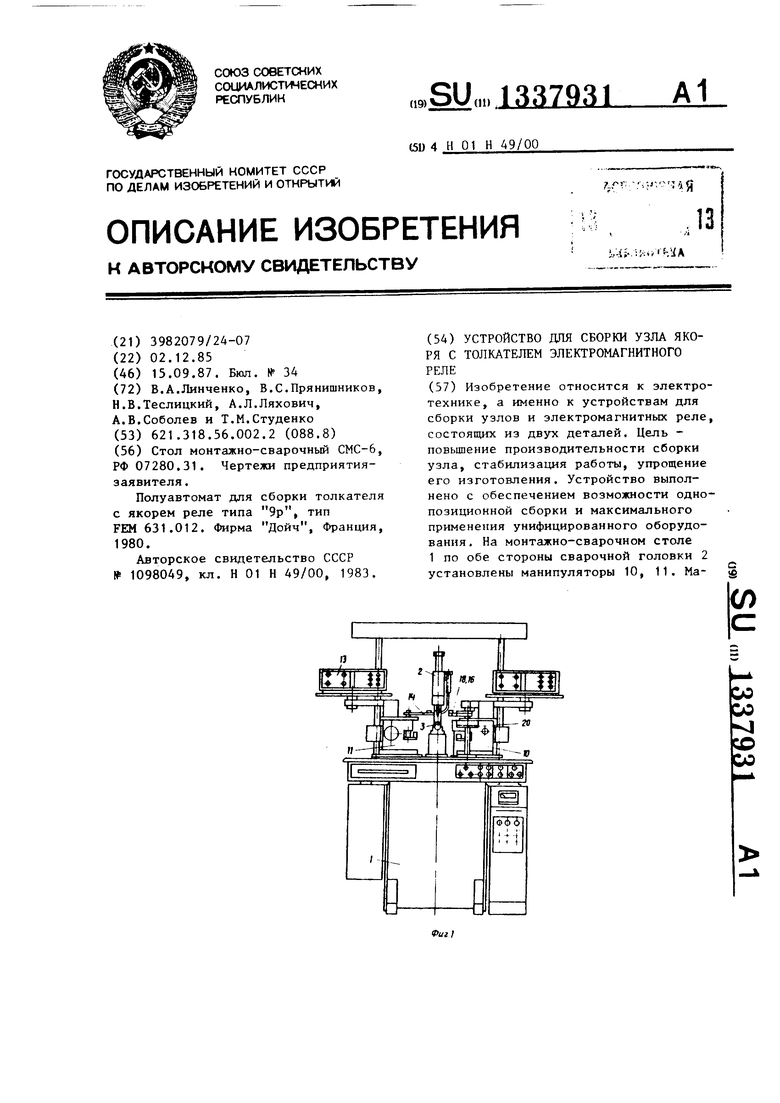
Фиг.з
Редактор А.Огар
Составитель Е.Сафонова Техред В.Кадар
Заказ 4135/49 Тираж 697Подписное
ВНИГО1И Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
Корректор С.Черни
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Чертежи предприятия- заявителя | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Фирма Дойч, Франция, 1980 | |||
| Устройство для сборки узла якоря с толкателем герметичного реле | 1983 |
|
SU1098049A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
