Изобретение относится к области листовой штамповки и касается вытяжки полых, конусообразных, со сферическим дном и фланцем изделий из листовых заготовок.
Цель изобретения - увеличение степени формоизменения и повьшеиие качества при изготовлении конических изделий со сфери еским дном и широким фланцем.
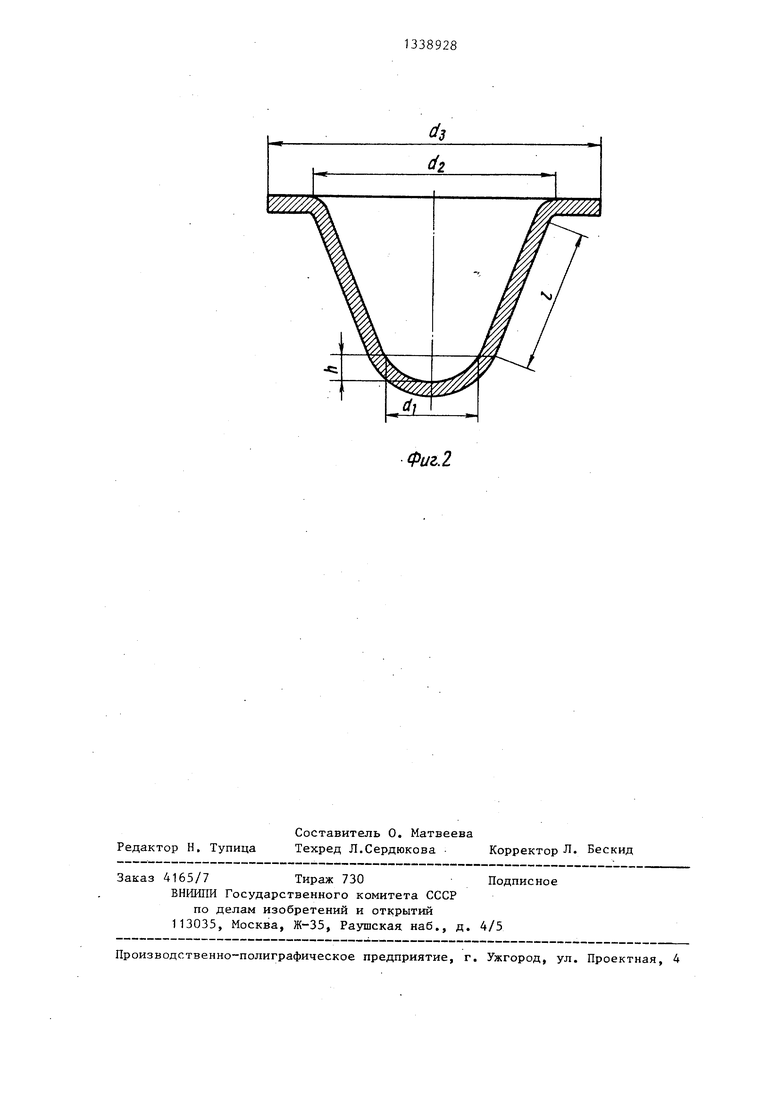
На фиг, 1 изображена плоская загтовка; на фиг, 2 - готовое изделие-,
Заготовка имеет форму плоского диска с толщиной в центре - зоне донной части вытягиваемого изделия, равной S - исходная толщина листа, В периферийной части, в зоне боково части вытягиваемого изделия, заготовка имеет равномерную толищну, уменьшенную на величину утолщения металла в процессе вытяжки. Кольцев зона заготовки является переходной, ограничена диаметрами dj и d, полученными опытным путем, и имеет толщину, постепенно увеличивающуюся в направлении к центру заготовки.
Из указанной заготовки получают методом вытяжки коническое изделие со сферическим дном и широким фланцем.
Увеличение толщины заготовки в зоне донной части вытягиваемого изделия и в переходной зоне компенсирует утонение при вытяжке, а такж приводит к повышению степени вытяжк
полученной равностеннои детали меньшей металлоемкости.
Благодаря тому, что заготовка имеет постоянную толщину в периферийной зоне боковой стенки достигается снижение объема металла пластическому деформированию, что также способствует увеличению степени вытяжки.
Таким образом, донная заготовка обеспечивает увеличение высоты при вытяжке деталей со сферическим дном и повышение качества.
Формула изобретения
Заготовка для вытяжки в виде плоского диска, имеющая зону донной части вытягиваемого изделия исходной толщины, кольцевую переходную зону и зону боковой стенки вытягиваемого изделия толщиной у края, уменьшенной на величину утолщения металла в процессе вытяжки, отличающая- с я тем, что, с целью увеличения степени формоизменения и повьшения качества при изготовлении конических изделий со сферическим дном и широким фланцем, она в зоне боковой стенки вытягиваемого изделия выполнена равномерной толщины, равной толщине у края, а в кольцевой переходной зоне - толщиной, постепенно увеличивающейся от зоны боконой стенки к зоне донной части.
Редактор Н, Тупица
Составитель О. Матвеева
Техред Л.Сердюкова Корректор Л. Бескид
Заказ 4165/7Тираж 730Подписное
BHIfflim Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг.2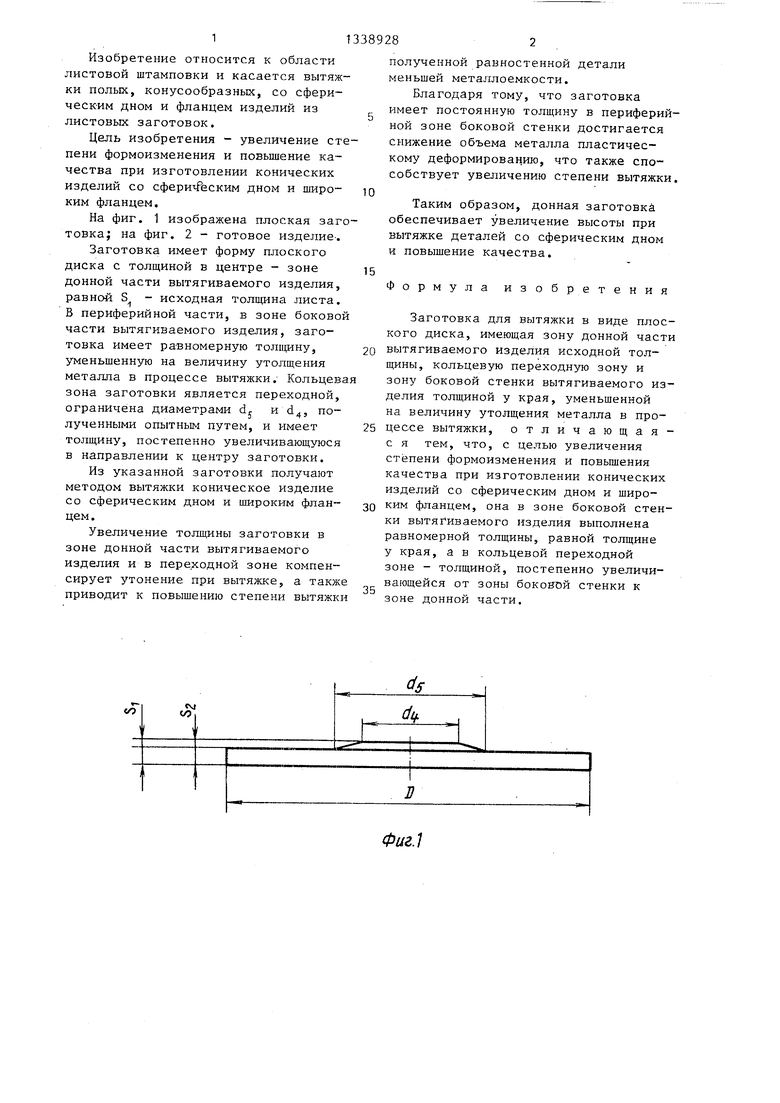
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ ПОЛУСФЕРИЧЕСКОЙ ФОРМЫ ИЗ ТРУДНОДЕФОРМИРУЕМОГО ТИТАНОВОГО СПЛАВА ВТ6-С | 2016 |
|
RU2635210C2 |
| Способ изготовления полых ступенчатых изделий | 1990 |
|
SU1748904A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТИПА ТОНКОСТЕННОГО СОСУДА И ЗАГОТОВКА ДЛЯ КОМБИНИРОВАННОЙ ВЫТЯЖКИ СТАКАНА | 1992 |
|
RU2047412C1 |
| Способ изготовления цилиндрических изделий | 1974 |
|
SU603325A3 |
| Способ и устройство для получения оболочки с переменной толщиной стенки по высоте | 2019 |
|
RU2707456C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ С ДНОМ ИЗ КВАДРАТНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2217256C2 |
| Заготовка для глубокой вытяжки | 1978 |
|
SU733796A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ СОСУДОВ | 1998 |
|
RU2131787C1 |
| Способ изготовления гибкого колеса волновой передачи | 1988 |
|
SU1611508A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ГАЗОВЫХ БАЛЛОНОВ | 1992 |
|
RU2025177C1 |
Изобретение относится к листовой штамповке. Цель изобретения - увеличение степени формоизменения и повышение качества при изготовлении конических изделий со сферическим дном и широким фланцем. Заготовка имеет форму плоского диска с зоной донной части вытягиваемого изделия, имеющей исходную толщину. Периферийная зона боковой стенки вытягиваемого изделия имеет равномерную толщину, меньшую толщины предьщущей зоны на величину утолщения металла в процессе вытяжки. Заготовка.также имеет кольцевую rte- реходную зону с постепенно изменяющейся толщиной от исходной до уменьшенной в зоне боковой стенки. Заготовку получают путем холодной штам- повки или токарной обработки. Благодаря уменьшению толщины заготовки в периферийной зоне снижается объем металла, а утолщение ее в центральной части компенсирует утонение при деформировании. 2 ил. Р (Л со со 00 со N3 00
| Заготовка для глубокой вытяжки | 1978 |
|
SU733796A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
