fS
25
30
, Изобретение относится к обработке еталлов давлением, а именно к конст- укциям .рабочих клетей для производтва рациональных заготовок деталей прокаткой или волочением.
Целью изобретения является повыение производительности путем снижеия трудозатрат на настройку привода, 20 упрощение его конструкции за счет сокращения устройств установки реек и увеличение нагрузочной способности привода.
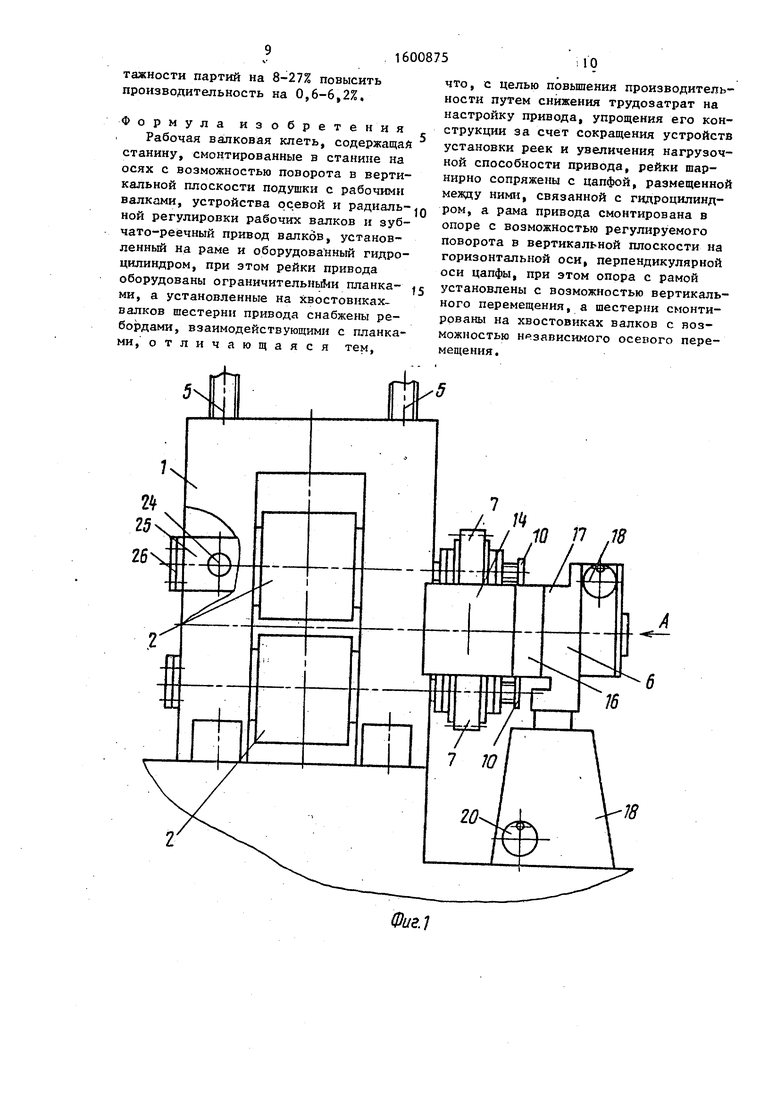
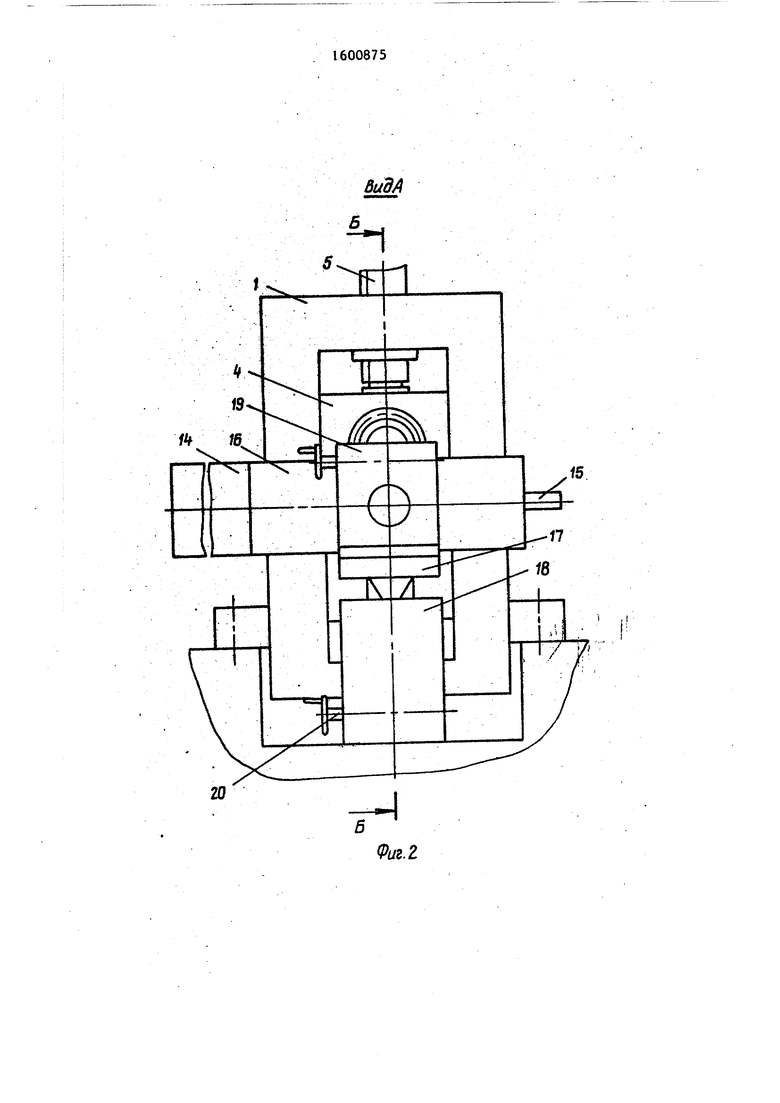
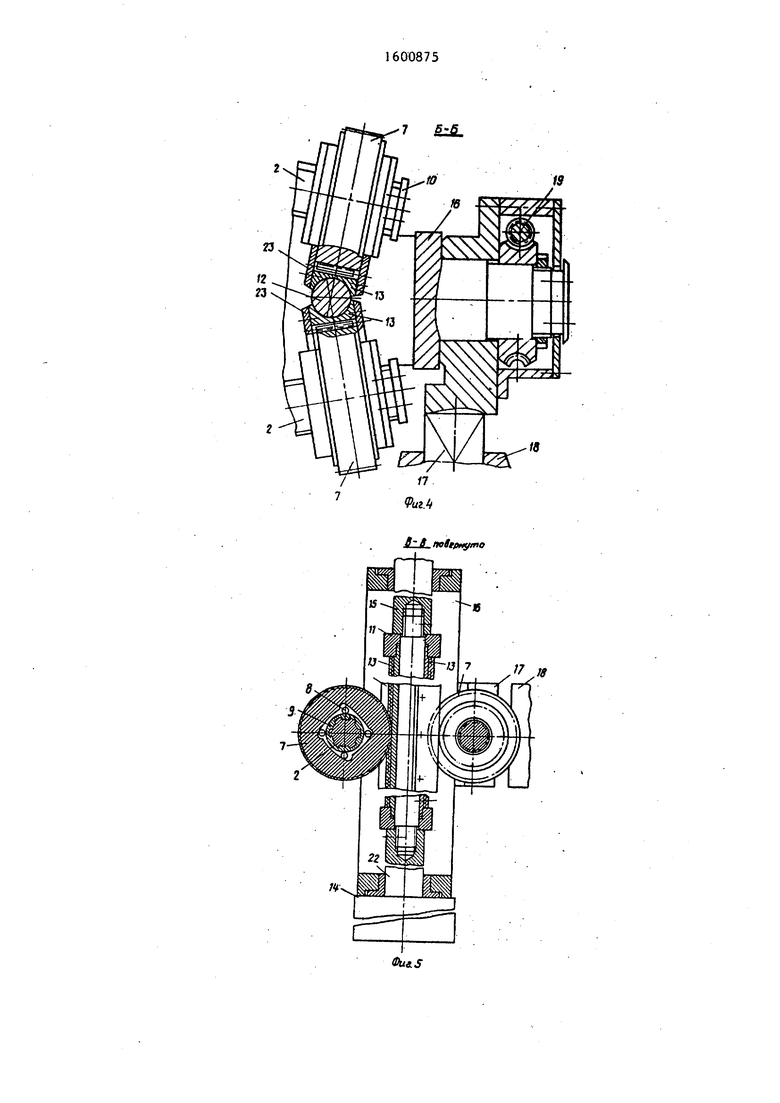
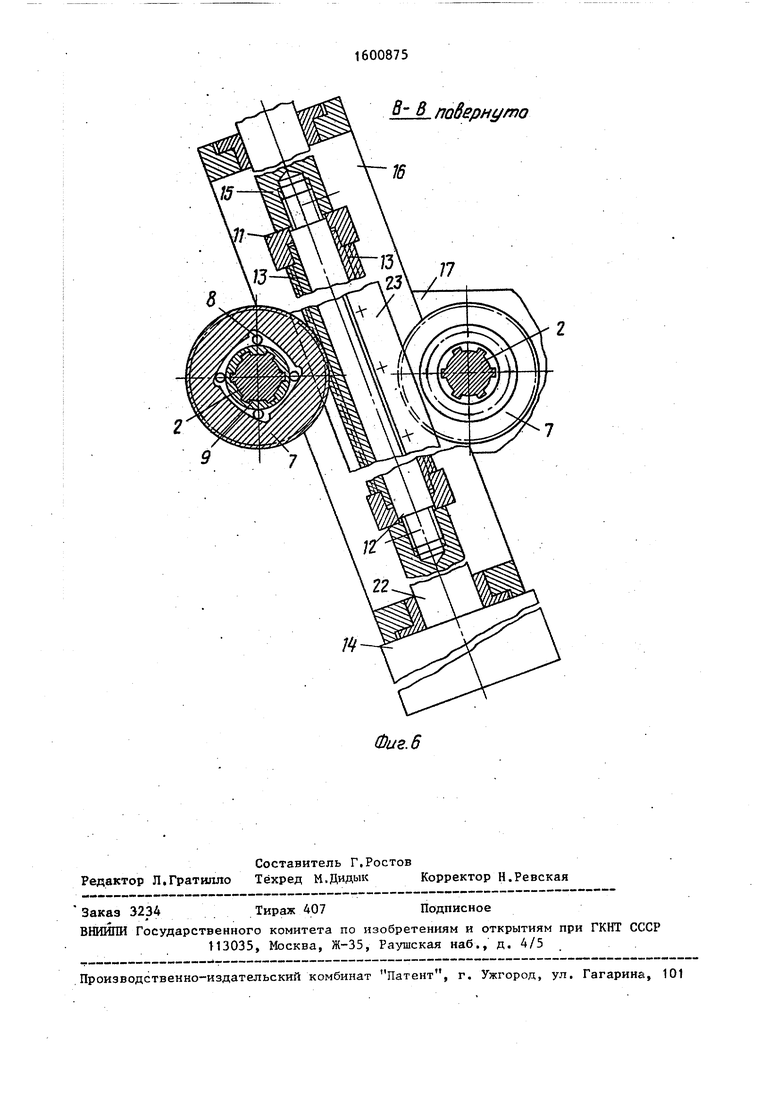
На фиг.1 изображена рабочая валковая клеть по оси прокатки, общий вид; на фиг.2 - вид А на фиг.1; на фиг.З - разрез Б-Б на фиг.2 (вариант сборки валков с параллельными осями); на фиг.4 - то же, вариант сборки валков с пересекающимися осями их вращения; на фиг,5 - разрез В-В на фиг.З (межцентровое расстояние валков минимальное); на фиг.6 - то же, вариант установки валков с. межцентровым рассто- 35 янием, отличным от минимального,
Рабочая валковая клеть содержит станину 1 с рабочими валками 2, установленными на подшипниках 3 з подушках 4 устройства .5 радиальной регули- 40 ровки валков 2, и зубчато-реечный привод 6 вращения каждого валка 2, шестерня 7 которого смонтирована на хвостовиках валков 2 через обгонные муфты 8 и втулки 9. Последние сопряжены с хвостовиками валков 2 посредством, например, шлицевых соединений с возможностью независимого осевого перемещения и снабжены фиксаторами их конечных пололсений, выполненных, например, в виде буртов и концевых шайб 10,
Зубчато-реечный привод 6 помимо шестерен 7 включает в себя шарнирно смонтированные с помощью втулок 11 на цапфе 12 рейки 13, гидроцилиндр 14, цилиндрическую направляющую 15 йоворотную в плоскости, перпендикулярной плоскости осей рабочих валков
45
50
55
S
5
0
0
5
40
45
50
55
2, раму 16, опору 17, неподвижную стойку 18 устройства регулируемых поворота рамы 16 относительно опоры 17 и вертикального перемещения опоры 17 в стойке 18, выполненные соответственно в виде самотормозящей червячной передачи 19 и пары винт-гайка 20. Жестко связанная с рамой 16 ось 21 ее поворота ориентирована перпендикулярно оси цапфы 12 и расположена в одной с ней плоскости. Осевая фиксация реек 13 на цапфе 12 и связь их с штоком 22 гидроцилиндра 14 и направляющей 15 осуществляются посредством упомянутых втулок 11, резьбовых соединений хвостовиков штока 22, цапфы 12, направляющей 15 и упорных буртов . (торцев) втулок 11, реек 13, штока 22 и направляющей 15.
На боковых поверхностях реек 13 установлены ограничительные планки 23, взаимодействующие с ребордами и торцами шестерен 7, Заданный характер сопряжения ограничительных планок 23 с торцами шестерен 7 (по посадке с зазором, например H10/dlO) обеспечивается при изготовлении, а с ребордами шестерен 7 - перемещением ограничительных планок 23 по высоте.
Для контроля угловых положений рамы 1 6 и вертикального положения опоры 17 зубчато-реечный привод оборудован средствами оперативного контроля, например, в виде лимбов и нониусов (не показано).
Изменение угла наклона валков 2 обеспечивается за счет осей 24 пово- 1гота, жестко связанных с подушками 4, и Гтобразных планок 25, смонтированных на упомянутых осях 24 с возможностью независимого поворота и крепленных к станине 1, Между станиной 1 и Г-образными штр.нками 25 установлены регулировочные прокладки 26.
Настройка и работа на клети выполняются следующим образом.
20
При осуществлении способа прокатки в валках 2 с параллельными осями их вращения с самотормозящей червячной передачи 19, пары винт-гайка 20 и средств оперативного контроля (не по- казано) высотного и углового положения рамы 16 устанавливают начальное угловое и высотное положение реек ТЗ, которые определяются заданными меж-, л центровым, расстоянием валков 2 и уровнем прокатки (волочения), Далее устройствами 5 радиальной регулировки валков 2 выполняют настройку размеров калибра по высоте и одновременно осу- валков ществляют сопряжение ограничительных планок 23 с торцами и ребордами шестерен 7, С помощью регулировочных прокладок 26 настраивают заданное осевое положение валков 2, при этом в связи с установкой шестерен 7 с обгонными муфтами 8 на подвижных втулках 9 шестерни 7 не изменяют своего осевого положения.
Завершающей операцией в приведенном цикле является операция контроля контакта ограничительных планок 23 с ребордами шестерен 7, которая выполняется визуально и с помощью контроля величины усилия, необходимого для поворота рамы 16 (в момент касания ограничительных планок 23 реборд шестерен 7 усилие на самотормозящем червяке резко возрастает). В случае, когда ограничительные планки 23 контактируют только с одной из шестерен 7, что имеет место, например, при вертикальном смещении оси
21 поворота рамы 16 относительно горизонтальной оси симметрии противо- : расположенных валков 2 (уровня прокатки) , устройством 20 вертикального перемещения опоры 17 устраняют имеющееся смещение, а устройством 19 поворота рамы 16 обеспечивают контакт
ограничительных планок 23 с ребордами каждой из шестерен 7.
После предварительной настройки клети осуществляют прокатку пробной полосы. Исходн то заготовку задают в калибр валков 2 при включенном гидроцилиндре 14, По прокатке переднего конца длиной, обеспечивающей измерение размеров поперечного сечения проиля, привод отключают и измеряют., рофиль., .
При несовпадении размеров профиля, аданных нажимными устройствами 5 и . стройством осевой регулировки (регулироводят ко При ред вк регули поворо лона р нения руется средст лимбов визуал при обо
чивался нок 23 последн валков поэтапн ние угл высоты отвраще реечног 25 диально ния выс момента нок 23
При содержа ти иден первой операци 1 Заверша вариант клети я характе планок
При в валка их вращ осей ва мощью у ровки в д5 рота ра операци валков ту наст с парал и в пред наиболе этапное изменени изменен лючаются терен 7 23), при цикле-оп нения ме
30
35
40
50
55
20
л валков
лировочными прокладками 26), производят корректировку положения валков 2. При уменьшении высоты калибра перед включением устройств 5 радиальной регулировки с помощью устройства 19 поворота рамы 16 уменьшают угол наклона реек 13, При этом величина изменения угла наклона реек 13 контролируется либо с помощью оперативных средств контроля в виде, например, лимбов, нониусов (не показано), либо визуально с таким расчетом, чтобы при обоих вариантах после установки
2 в заданное положение обеспечивался контакт ограничительных планок 23 с торцами,шестерен 7, С учетом последнего при больших перемещениях валков 2 корректировка производится поэтапно с повторением циклов изменение угла наклона реек - изменение высоты калибра, причем с целью предотвращения поломок элементов зубчато- реечного привода 6 и устройства ра- 25 диальной регулировки операция изменения высоты калибра прерывается до момента касания ограничительных планок 23 реборд шестерен 7. ,
При увеличении высоты калибра содержание операций по настройке клети идентично описанному варианту, но первой в цикле операций выполняется операция по изменению высоты калибра, 1 Завершающей операцией для каждого из вариантов корректировки настройки . клети является операция по контролю характера сопряжения ограничительных планок 23 с ребордами шестерен 7.
При осуществлении способа прокатки в валках 2 с пересекающимися осями их вращения требуемый угол наклона осей валков 2 устанавливается с помощью устройств 5 радиально регулировки валков 2 и устройства 19 пово- д5 рота рамы 16. При этом содержание операций по изменению углов наклона валков 2 и реек 13 аналогично варианту настройки (корректировки) клети с параллельными валками. Так же, как и в предыдущем варианте настройки, наиболее целесообразным является поэтапное выполнение циклов операций изменения угла наклона валков 2 и изменения угла наклона реек 13 (исключаются операции по сопряжению шестерен 7 с ограничительными планками 23), причем очередность операций в цикле-определяется характером изменения межцентропого расстояния шесте30
35
40
0
5
рен 7 (при уменьшении межцентрового расстояния шестерен 7 первой вйполня- ется операция по изменению угла наклона реек 13 и наоборот),,а величина изменения углов наклона реек 13 и валков 2 в каждом промежуточном цикле должна обеспечить выполнение двух условий: сохранение контакта торцов шестерен 7 с ограничительными планками 23; завершение цикла до момента касания ограничительных планок с ребордами шестерен 7,
Характер взаимодействия узлов и деталей клети и зубчато-реечного привода 6 в процессе изменения угла наклона валков в пределах любого из i циклов (изменение угла наклона реек 13 - изменение угла наклона валков 2) следующий,
При встречном перемещении например, правых нажимных винтов у стройств .5 радиальной регулировки (левые нажимные винты неподвижны) рабочие валки 2 с подушками 4 поворачиваются на своих осях 24 в расточках Г-образных .планок 25, при этом шестерни 7, взаимодействующие с рейками 13 своими торцами посредством ограничительных планок 23, получают осевое перемещение на хвостовиках валков 2 (втулки 9 смонтированы на хвостовиках валков 2 с возможностью независимого осевог перемещения) и поворачивают рейки 13 вокруг цапфы ,12, Завершающей операцией при настройке клети с наклонными валками, как и в предыдущих вариантах настройки клети, является операция контроля контакта ограничительных планок 23 с ребордами шестерен, вьтолнение которой обеспечивает настройку беззазорного зубчатого зацепления реек 13 с шестернями 7 независимо от углового положения валков 2.
В случае осуществления изменения размеров калибра по высоте и изменения угла наклона валков 2 за счет перемещения только одного валка перечень операций, необходимых к выполнению при настройке клети, дополняется операцией по вертикальному перемещению опоры 17, Содержание этой операции и очередность ее выполнения рассмотрены при устранении вертикаль ного смещения оси 21 поворота рамы 16 относительно горизонтальной оси симметрии против орасположенньпс валков.
5
0
5
0
5
0
45
50
55
По окончании настройки клети вновь производят прокатку пробной полосы, измеряют размеры профиля и при получении профиля требуемых размеров приступают к прокатке (волочению) всей партии.
Если длина профиля с учетом ко- зффициента вытяжки не превышает величины хода реек (или в случае использования привода для прокатки переднего конца заготовки на длине, достаточной для ее захвата тянущим устройством волочильного стана), то по окончании прокатки они возвращаются в исходное положение за счет реверсирования привода.
При прокатке профиля длиной, большей величины хода реек, после первого хода они путем реверсирования и благодаря обгонным муфтам возвращаются в исходное положение и циклы повторяются до завершения прокатки всей партии заготовок,
Положительный эффект от использования предлагаемого изобретения по сравнению с известными состоит в повышении производительности, упрощении конструкции и павьш1ении нагрузочной способности привода.
Повышение производительности достигается путем снижения трудозатрат по настройке клети за счет исключения ия цикла регулировочных операций операций по регулировке взаимного положения реек; контроля параллель ности разноименных реек; вертикального перемещения элементов привода; перемещения рамы в направлении осей рабочих валков; бесступенчатой фиксации рамы от произвольного поворота.
Упрощение конструкции клети обеспечивается за счет сокращения устройств по регулировке положения реек, исключения средств осевого перемещения рамы и упрощения средств соединения реек с направляющей и гидроцилиндром,
Повьш1ение нагрузочной способности . достигается за счет уменьшения суммарного габарита реек по высоте и, как следствие, увеличения геом€;три- ческих параметров зубчатого зацепле-. ния.
Описанная рабочая валковая клеть позволяет в результате снижения трудозатрат на ее настройку в зависимости от маркопрофилесортамента и мон7 filfi.
/
f9
r
18
РигА
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая валковая клеть | 1987 |
|
SU1475755A1 |
| Прокатный стан | 1989 |
|
SU1724400A1 |
| Рабочая валковая клеть | 1989 |
|
SU1687316A1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
| Предварительно напряженная прокатная клеть | 1987 |
|
SU1440570A1 |
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
| Рабочая клеть прокатного стана | 1987 |
|
SU1433511A1 |
| Прокатная клеть с многовалковым калибром | 1988 |
|
SU1581395A1 |
| Рабочая клеть прокатного стана | 1985 |
|
SU1296247A1 |
Изобретение относится к обработке металлов давлением, а именно к конструкциям рабочих клетей для производства рациональных заготовок деталей прокаткой или волочением. Цель изобретения - повышение производительности клети путем снижения трудозатрат на настройку привода, упрощение его конструкции за счет сокращения устройств установки реек и увеличение нагрузочной способности привода. Установка реек 13 на общей цапфе 12 позволяет увеличить диаметры шестерен 7, что увеличивает их нагрузочную способность. Общая цапфа 12 позволяет также задавать необходимый угол между валками. При этом шестерни 7 будут перемещаться по хвостовикам валков 2 и поворачивать рейки 13 вокруг цапфы 12. Поворот рамы 16 на оси 21 обеспечивает постоянный контакт реек 13 с шестернями 7 при любых вертикальных положениях валков 2. Возможность подъема опоры 17 с рамой 16 в вертикальной плоскости обеспечивает установку цапфы 12 с рейками 13 в плоскости симметрии валков. 6 ил.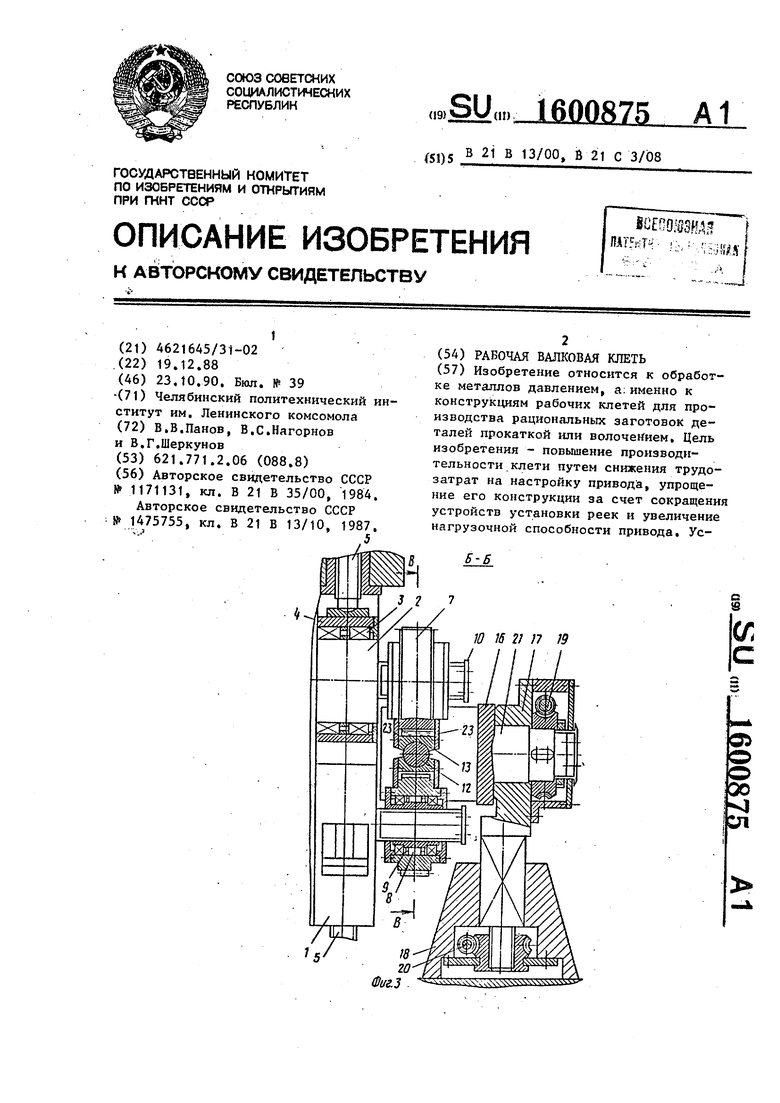
nattpMymo
7 №
- S подернуто 16
Фиг. 6
| Прокатный стан | 1984 |
|
SU1171131A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
