Изобретение относится к области обработки металлов давлением, а точнее к клетям продольной прокатки, и может быть использовано при производстве профильных труб высокого качества.
Целью изобретения является упрощение настройки калибра при профилировании.
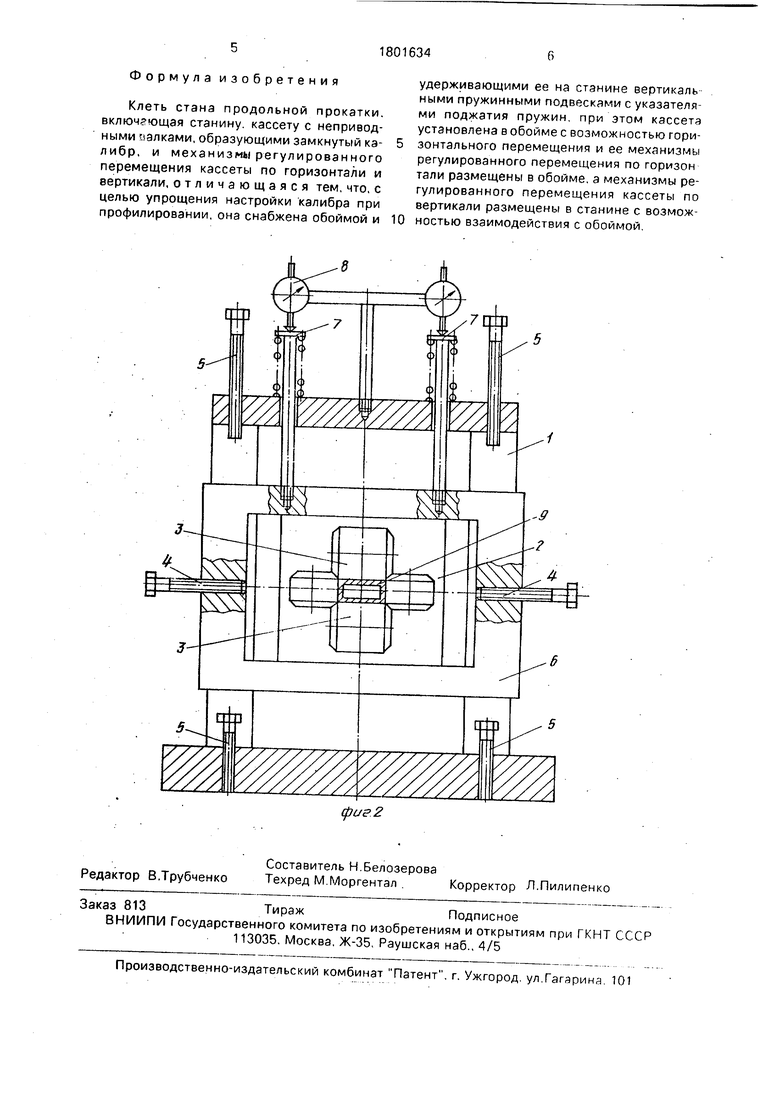
На фиг. 1 изображена клеть продольной прокатки; на фиг. 2 -то же, в момент отвода механизмов регулированного перемещения кассеты.
Клеть стана продольной прокатки содержит станину 1, кассету 2 с неприводными валками 3, образующими замкнутый калибр, механизмы регулированного перемещения кассеты по горизонтали 4 и вертикали 5, обойму 6 и удерживающие ее на станине 1 вертикальные пружинные подвески 7с указателями 8 поджатйя пружин.
Кассета 2 установлена в обойме. 6 с возможностью горизонтального перемещения с помощью механизмов регулированного перемещения по горизонтали 4. размещенных в обойме.
Механизмы 5 регулированного перемещения кассеты по вертикали размещены в станине 1 с возможностью взаимодействия с обоймой 6.
Настройку клети осуществляют следующим образом.
Сначала в кассету 2 устанавливают валки 3, образующие жесткий замкнутый калибр требуемой формы и размеров. Далее кассету 2 устанавливают в обойму 6 клети и осуществляют настройку деформирующего калибра на ось прокатки путем перемещения кассеты 2 по горизонтали относительно обоймы посредством механизмов 4 регулированного перемещения кассеты по горизонтали и перемещения кассеты 2 по вертикали посредством изменения положения обоймы относительно станины с помощью взаимодействующих с обоймой механизмов 5 регулированного перемещения кассеты по вертикали.
Затем трубную заготовку 9 заводят в калибр клети, проводят профилирование и снимают показания указателей 8 поджатия пружин подвесок 7 (фиг. 1.)
После этого осуществляют отвод механизмов 4 регулированного перемещения кассеты по горизонтали от кассеты 2 для возможности ее свободного горизонтального перемещения в обойме 6 и отвод механизмов 5 регулированного положения кассеты по вертикали от обоймы для возможности вертикального перемещения
обоймы, а следовательно и установленной в ней кассеты с валками, в окнах станины 1 (фиг. 2).
Под воздействием трубной заготовки,
которая стремится занять положение, соответствующее минимуму ее энергии деформации, кассета 2 самоустанавливается в обойме 6, а обойма перемещается относительно станины. Затем осуществляется жесткая фиксация кассеты 2 относительно обоймы 6 механизмами регулированного перемещения кассеты по горизонтали и измерение перемещения Y обоймы 6 относительно станины с помощью указателей 8.
Далее по зависимости
Д
К Y I3 3 Е I
где К- жесткость пружинных подвесок;
Y - измеренное перемещение обоймы в вертикальной плоскости;
Е - модуль Юнга;
I - момент инерции поперечного сечения трубы в калибре клети;
I - расстояние от вертикального сечения клети, перпендикулярного оси Толибра и проходящего через оси валков клети, обра- зующих калибр, до такого же сечения предыдущей части;
определяют требуемое перемещение А обоймы и осуществляют его в направлении измеренного перемещения посредством механизмов регулированного перемещения
кассеты по вертикали, которыми затем жестко фиксируют обойму относительно станины 1 в новом положении, контролируя положение обоймы указателями 8 поджатия пружин. ..
После этого настройка клети заканчивается и клеть работает в режиме профилирования.
Такое конструктивное выполнение клети продольной прокатки позволит упростить настройку калибра при профилировании благодаря возможности самоустэновки кассеты с валками в обойме в горизонтальном направлении при заводке трубной заготовки в клеть, а также вследствие возможности коррекции положения обоймы относительно станины в вертикальном направлении в направлении ее измеренного указателями поджатия пружин
перемещения под действием вертикальных сил от трубной заготовки, усилие которых, определяемое изгибом последней, уравновешивается приращением усилия реакции от пружинных подвесок при их поджатии.
Формула изобретения
Клеть стана продольной прокатки, включающая станину, кассету с неприводными «алками, образующими замкнутый калибр, и механизмы регулированного перемещения кассеты по горизонтали и вертикали, отличающаяся тем, что, с целью упрощения настройки калибра при профилировании, она снабжена обоймой и
0
удерживающими ее на станине вертикаль ными пружинными подвесками с указателями поджатия пружин, при этом кассета установлена в обойме с возможностью горизонтального перемещения и ее механизмы регулированного перемещения по горизон тали размещены в обойме, а механизмы регулированного перемещения кассеты по вертикали размещены в станине с возможностью взаимодействия с обоймой.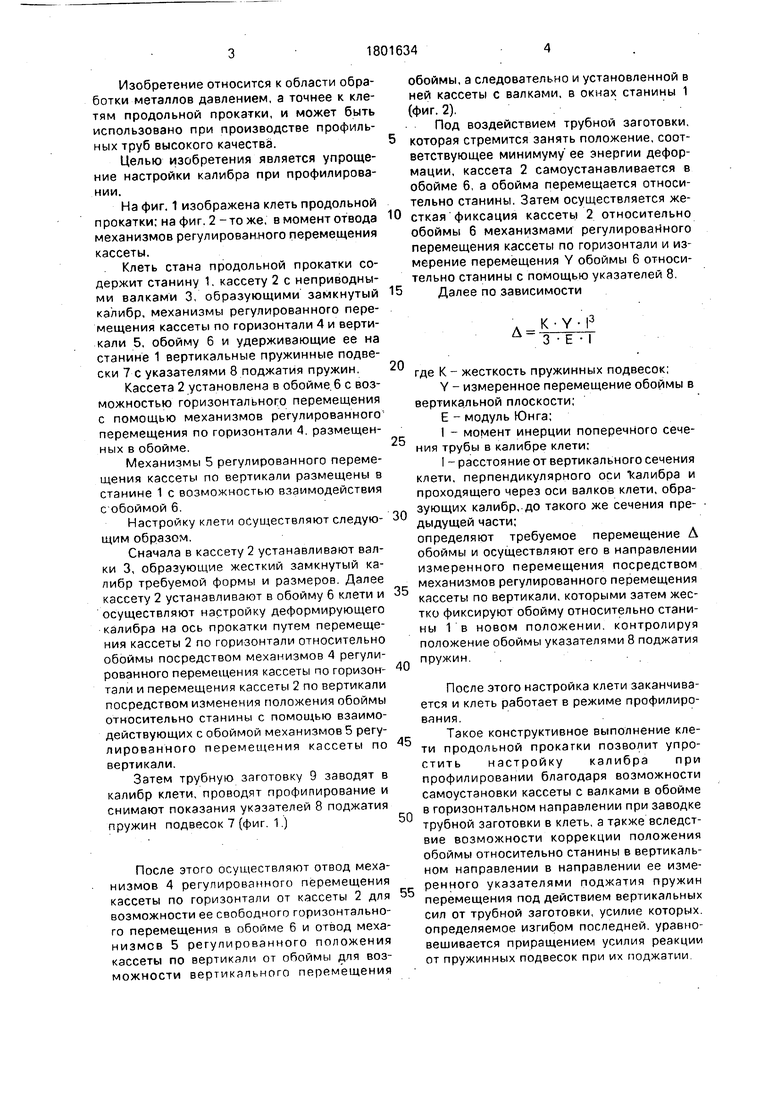
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНАЯ КЛЕТЬ НЕПРЕРЫВНОГО ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2006 |
|
RU2320432C1 |
| УНИВЕРСАЛЬНАЯ ЧЕТЫРЕХВАЛКОВАЯ КЛЕТЬ ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2006 |
|
RU2302305C1 |
| Четырехвалковая клеть | 1989 |
|
SU1755975A1 |
| УНИВЕРСАЛЬНАЯ ЧЕТЫРЕХВАЛКОВАЯ КЛЕТЬ ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2001 |
|
RU2201825C2 |
| Клеть трубоформовочного стана | 1978 |
|
SU721141A1 |
| Устройство для формовки трубной заготовки | 1975 |
|
SU556862A1 |
| РЕДУКЦИОННЫЙ ПРОКАТНЫЙ СТАН | 2004 |
|
RU2270067C1 |
| Кассета для неприводных валков клети с многовалковым калибром | 1983 |
|
SU1079319A1 |
| Способ настройки валков профильного стана | 1987 |
|
SU1563803A1 |
| ДВУХВАЛКОВАЯ НЕПРИВОДНАЯ ВЕРТИКАЛЬНАЯ КЛЕТЬ | 2009 |
|
RU2429927C2 |
Использование: при производстве профильных труб высокого качества продольной прокаткой. Кассета 2 клети стана продольной прокатки с неприводными валками 3 установлена в обойме б, размещенной в окнах станины 1 на вертикальных пружинных подвесках 7 с возможностью регулированного перемещения по горизонтали и вертикали. Обеспечивается возможность самоустановки кассеты в горизонтальном направлении при заводе трубной заготовки и отводе размещенных в обойме механизмов 4 ее регулированного перемещения по горизонтали, а вследствие возможности коррекции положения обоймы в вертикальном направлении, а следовательно, и кассеты, в направлении измеренного . указателями 8 поджатия пружин ее перемещения под действием вертикальных сил от трубной заготовки при отводе от обоймы механизмов 5 регулированного перемещения кассеты по вертикали. 2 ил. ,8
| Рымов В | |||
| А | |||
| и др | |||
| Совершенствование производства сварных труб, М,: Металлургия, 1983, с | |||
| Автоматический переключатель для пишущих световых вывесок | 1917 |
|
SU262A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
