Изобретение относится к литейному производствуJ в частности к литью по выплавляемым моделям.
Целью изобретения является уменьшение габаритов модели и повьпиение эффективности фильтрования.
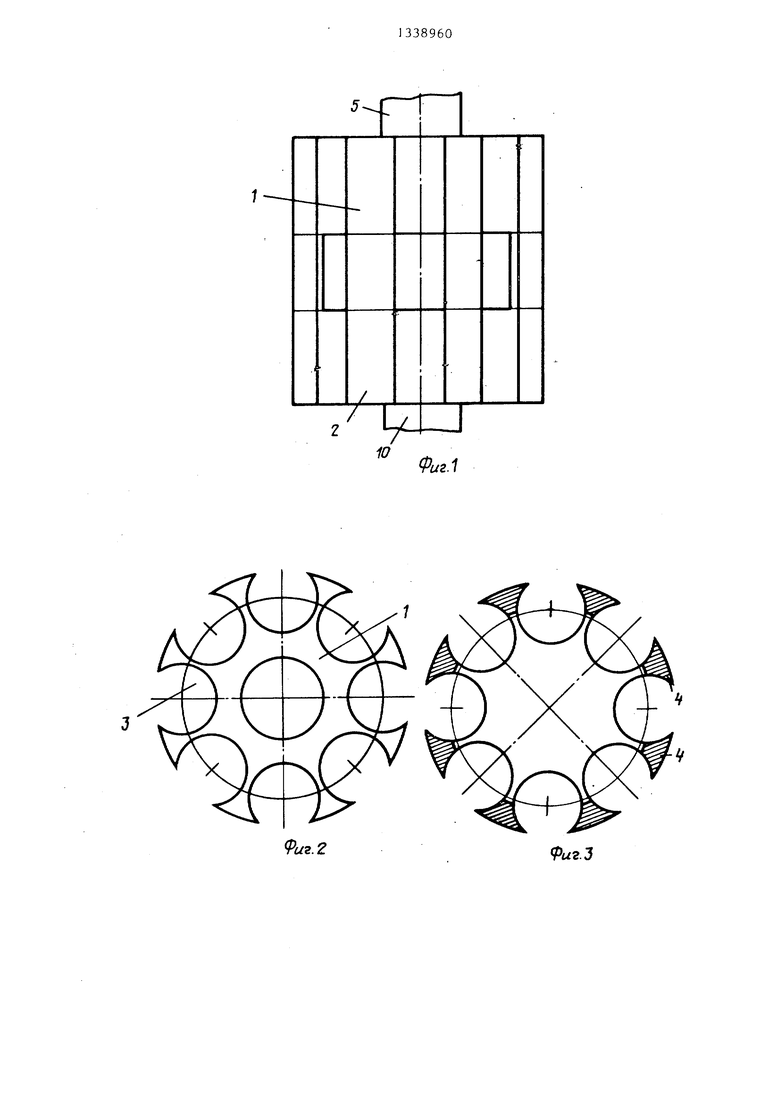
На фиг,1 изображена модель, общий вид; на фиг.2 - то же, вид сверху;
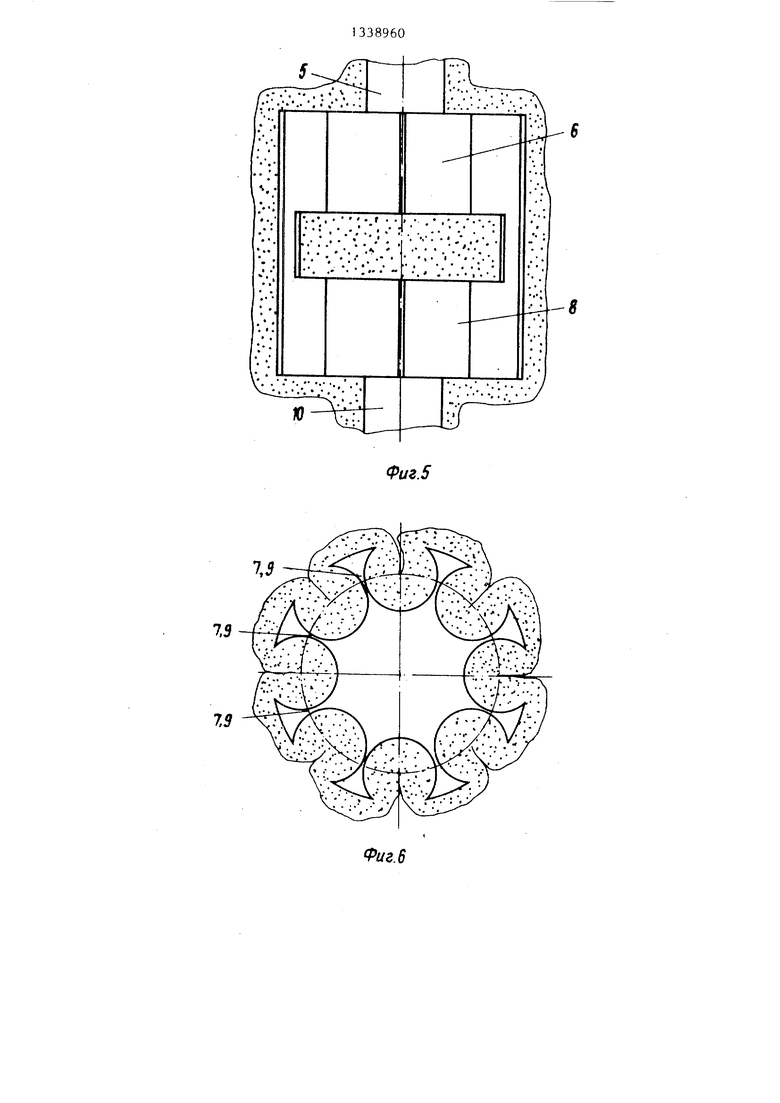
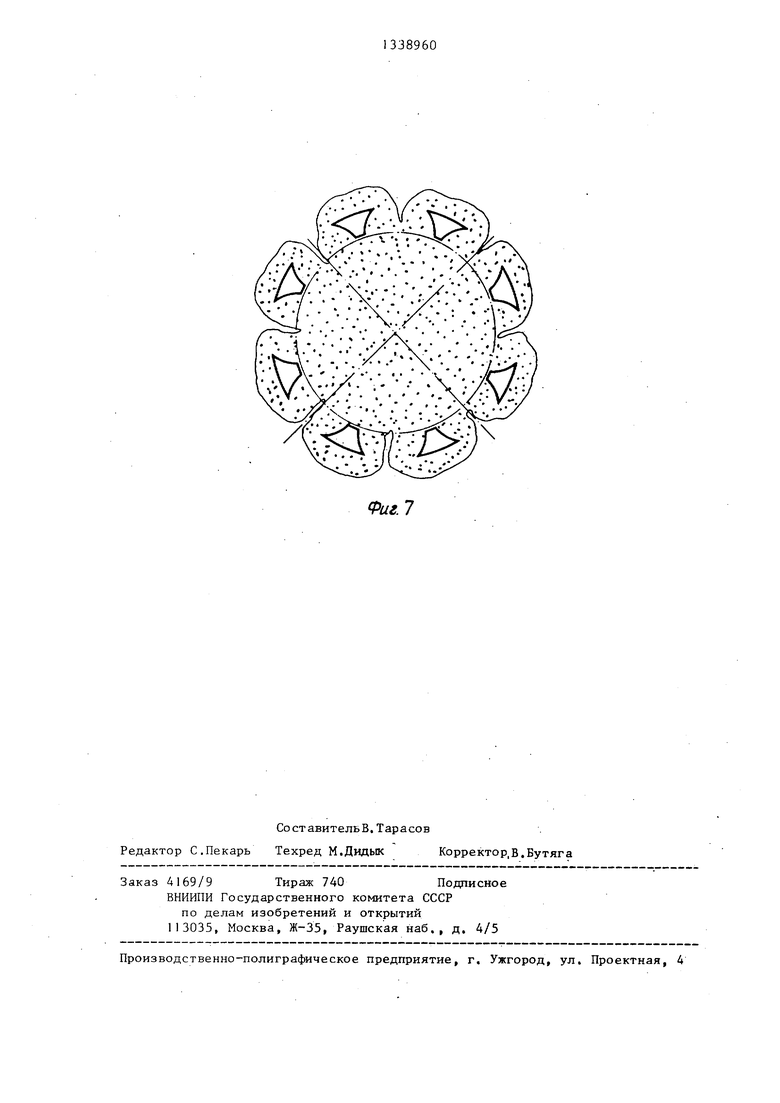
на фиг. 3 и 4 - точ же, поперечные раз- ю дает во внутреннюю полость 6 и прорезы; на фиг.5 - форма фильтра, продольный разрез; на фиг„6 и 7 - то же, поперечные разрезы.
Модель фильтра состоит из двух пластин 1 и 2 верхней и нижней, в которых выполнены цилиндричес1 :ие пазы 3, расположенные по контуру пластин 1 и 2. Полости пазов 3 выполнены открытыми с наружной стороны пластин 1 и 2. При этом расстояния от центров сечений пазов 3 до внецг- него,контура пластин 1 и 2 находятся в отношении 1/2-3/4 от величины радиуса пазов 3.
Пластины 1 и 2 между собой крепят- 25 ществ в составе суспензии при обмазке
ся ребрами 4, внешние поверхности которых имеют конфигурацию внешней поверхности пластин 1и2, а внутренние - конфигурацию пазов 3.
Для свободного проникновения суспензии при обмазке модели необходимо размещать центры пазов от края верхней и нижней пластин I и 2 на расстояние (3/4-1/2) радиуса этих отверстий. Это смещение позволяет в широких пределах изменять ширину открытой части пазов 3.
Изменение толщины верхних и нижних ребер 4 позволяет учитывать услоВИЯ фильтрации для конкретных условий.40 концентрично по их контуру выполнеРасстояние между верхней и нижней пластинами 1 и 2 должно быть не менее 10-15 мм, а самое тонкое место ребра 4 может быть выполнено в пределах, обеспечивающих условия фильт- рации сплава.
Модель фильтра позволяет изготовить методом литья по выплавляемым моделям керамическую форму фильтр, позволяющую.фильтровать жидкий метал от пшаков и окислов. При этом нижние
ребра 4 между пазами выполняются меньшей толщины в 1,1-1,3 раза, чем верхние, что позволяет добиваться более равномерного засорения фильтра, т.е. повысить эффективность фильтрования металла.
Фильтр работает следуюигим образом. Жидкий металл через стояк 5 попаходит через ряд щелевых каналов 7, где очищается от крупных частиц окис- ных и шлаковых включений, затем попадает в нижнюю полость 8 через второй ряд щелевых каналов 9, пройдя которые и очистившись от мелких частиц включений, поступает через метал- лопровод 10 к полостям отливок.
Фильтр может занимать любое положение в пространстве и позволяет использовать его в большинстве литнико- во-питающих систем. Выполненный отдельным узлом фильтр может вставляться в форму. Применение активных ве
увеличивает возможности фильтра.
Модель фильтра проста в изготовлении и позволяет упростить конструкцию пресс-формы для его изготовления.
Формула изобретения
Модель фильтра для литейной формы по выплавляемым моделям, содержащая пластины и соединительные ребра,
отлич ающая сятем, что,
с целью уменьшения габаритов модели и повышения эффективности фильтрования, в боковых поверхностях пластин
ны цилиндрические пазы, а пластины размещены одна над другой и их цазы совпадают, при этом пластины соединены между собой вертикальными ребрами, форма.внутренних поверхностей которых соответствует форме паза, причем расстояние от осей пазов до внешнего контура модели равно 1/2- 3/4 от -величины р-адиуса паза., а отношение радиусов пазов верхней и нижней пластин равны (1,1-1,3):.
/
/
10
иг.1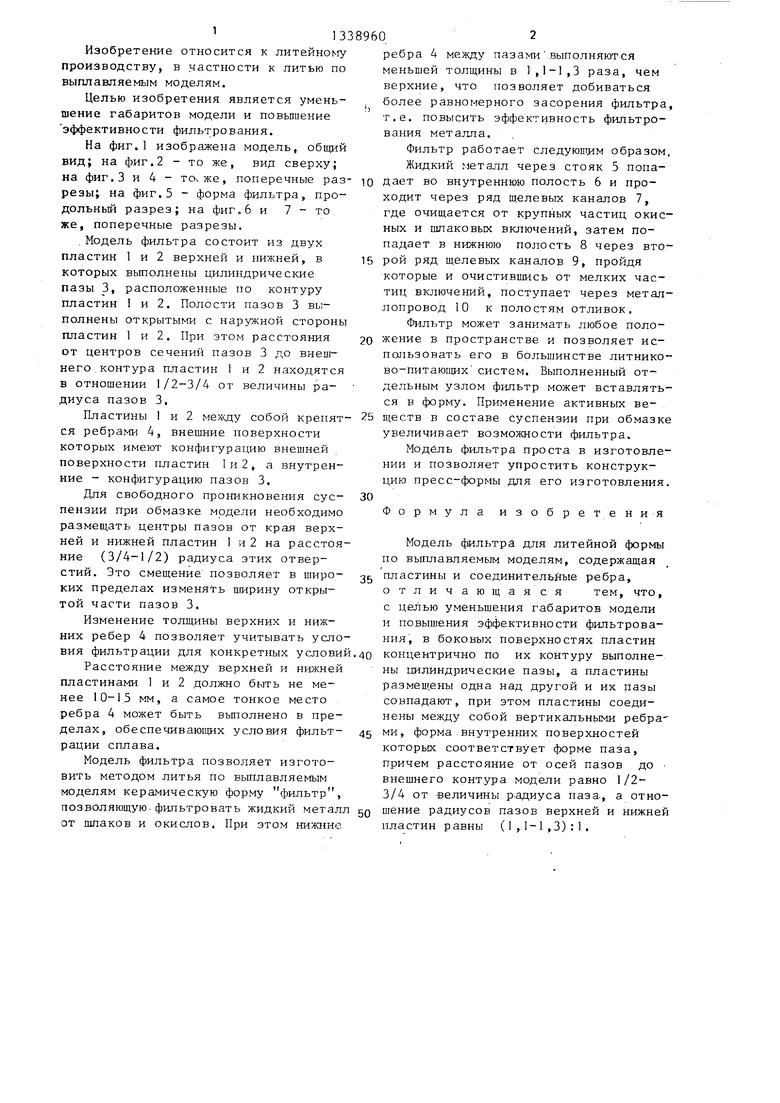
| название | год | авторы | номер документа |
|---|---|---|---|
| МОДЕЛЬ ФИЛЬТРА ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2005 |
|
RU2291027C2 |
| Модель фильтра литейной формы для получения отливок по выплавляемым моделям | 1985 |
|
SU1284676A1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| Литейная керамическая форма для литья по выплавляемым моделям | 1990 |
|
SU1787652A1 |
| Модель для изготовления образца из испытуемого огнеупорного покрытия | 1980 |
|
SU899228A1 |
| ЛИТЕЙНЫЙ СТЕРЖЕНЬ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ (ВАРИАНТЫ), СБОРКА ЛИТЕЙНЫЙ СТЕРЖЕНЬ - ОБОЛОЧКОВАЯ ФОРМА, ЛИТЕЙНАЯ ФОРМА И ОТЛИВКА, ПОЛУЧЕННЫЕ С ИСПОЛЬЗОВАНИЕМ ЭТОГО СТЕРЖНЯ | 2002 |
|
RU2240203C2 |
| ЛИТНИКОВО-ПИТАЮЩЕЕ УСТРОЙСТВО ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2004 |
|
RU2330744C2 |
| Автоматическая линия изготовленияфОРМ пО ВыплАВляЕМыМ МОдЕляМ | 1979 |
|
SU846102A1 |
| Способ сборки выплавляемых моделей в блок | 1981 |
|
SU948529A1 |
| Образец для определения механическихСВОйСТВ ОбОлОчКОВыХ фОРМ,МАТЕРиАлА ипОКРыТия для ОбОлОчКОВыХ фОРМ | 1979 |
|
SU851177A1 |
Изобретение относится к литейному производству, в частности к литью по выплавляемым моделям. Целью изобретения является уменьшение габаритов модели и повьппение эффективности фильтрования. Модель фильтра состоит из двух расположенных одна над другой пластин I и 2, по внешним контурам которых выполнены отверстия 3. При этом полости цилиндрических пазов 3 открыты с внешней стороны пластин 1 и 2, для чего расстояние от центров пазов 3 до внешнего контура пластин 1 и 2 назначаются в пределах I/2 - 3/4 от величины их радиуса. Между собой пласти- ный 1 и 2 соединены ребрами 4, внешние поверхности которых имеют конфигурацию внешних поверхностей пластин 1 и 2, а внутренние - конфигурацию пазов 3. Радиусы верхних сечений пазов 3 назначаются меньше, чем нижних на величину 1,1-1,3 с тем, чтобы щелевые каналы фильтра в нижней его части были уже, чем верхние. Модель позволяет получить компактный керамический фильтр с двумя рядами щелевых отверстий. 7 ил. i (Л ,2 со со 00 со О5 Й/г.А 
иг.2
U2.3
. . i- . . . . ; .
;% .-....
.... .
Фиг.5
13
7,9
ue.6
Фиг. 7
| 0 |
|
SU385666A1 | |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Модель фильтра для литейной формы | 1976 |
|
SU593806A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
