1
Изобретение относится к машиностроению, в частности к вспомогательному оборудованию для сборочно-сва- рочных работ, и может быть использовано, например, в судост1 оении для сборки под сварку узлов, имеющих плоскую базовую деталь и вертикальные связи.
Цель изобретения - повышение производительности и качества путем .ориентации и фиксирования изделия при сборке и его закрепления по контуру при сварке.
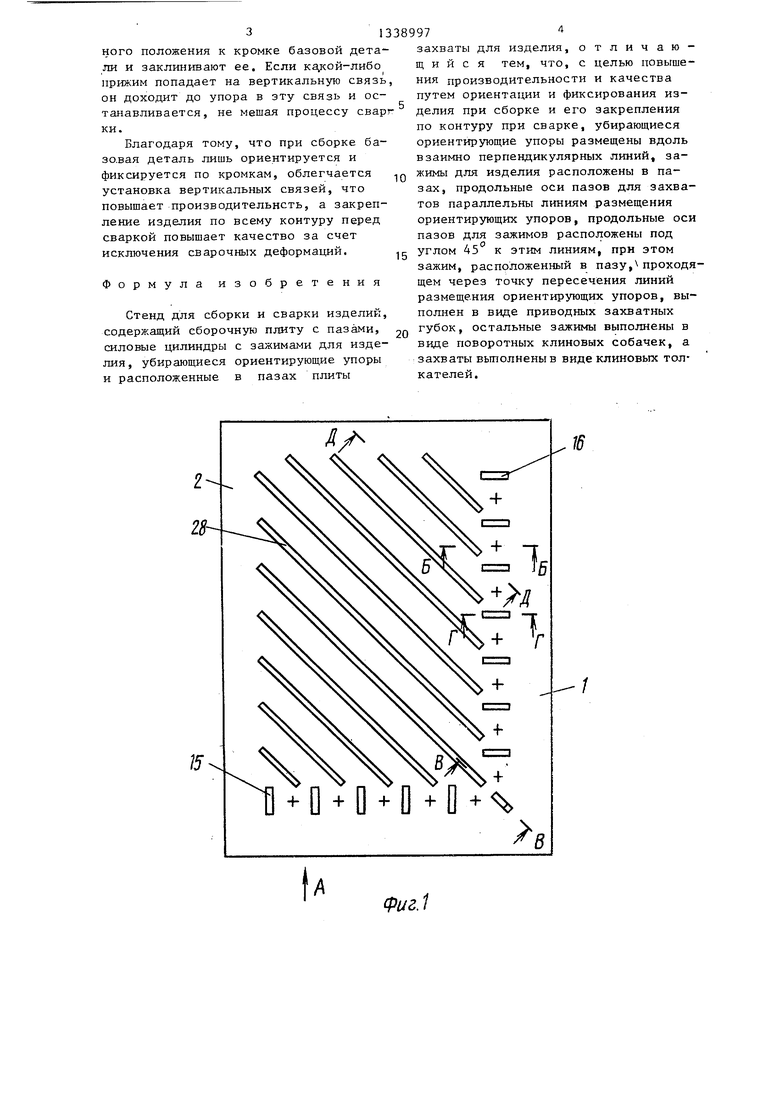
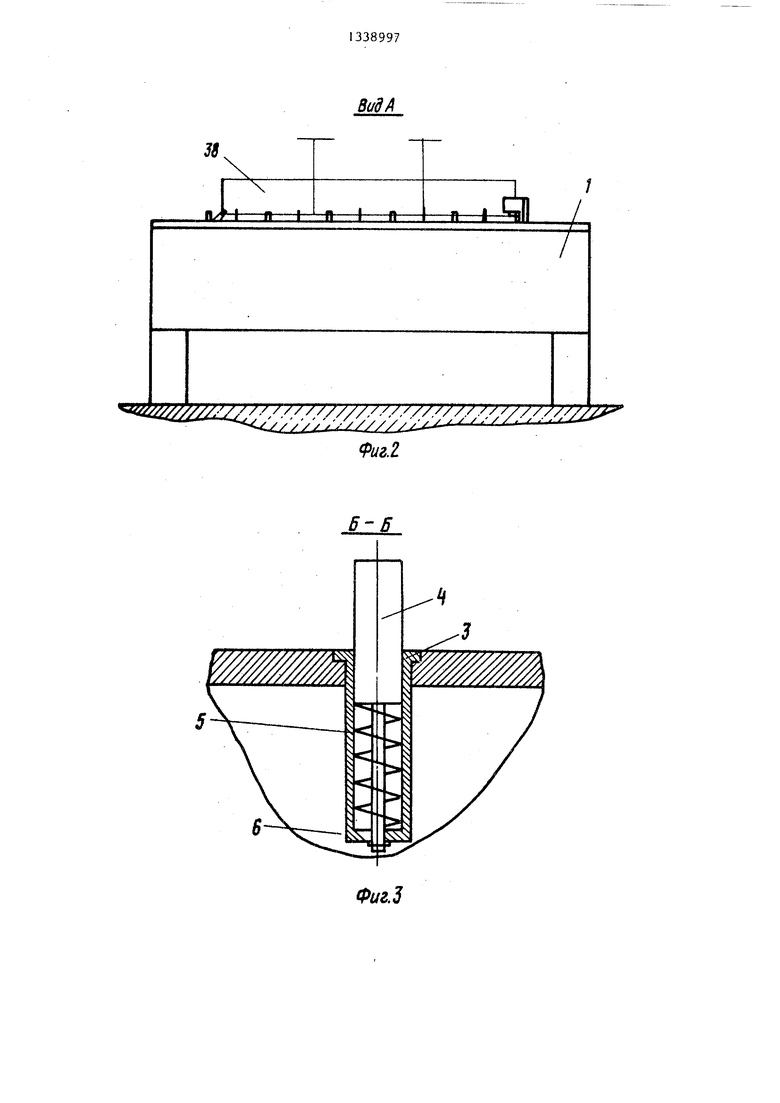
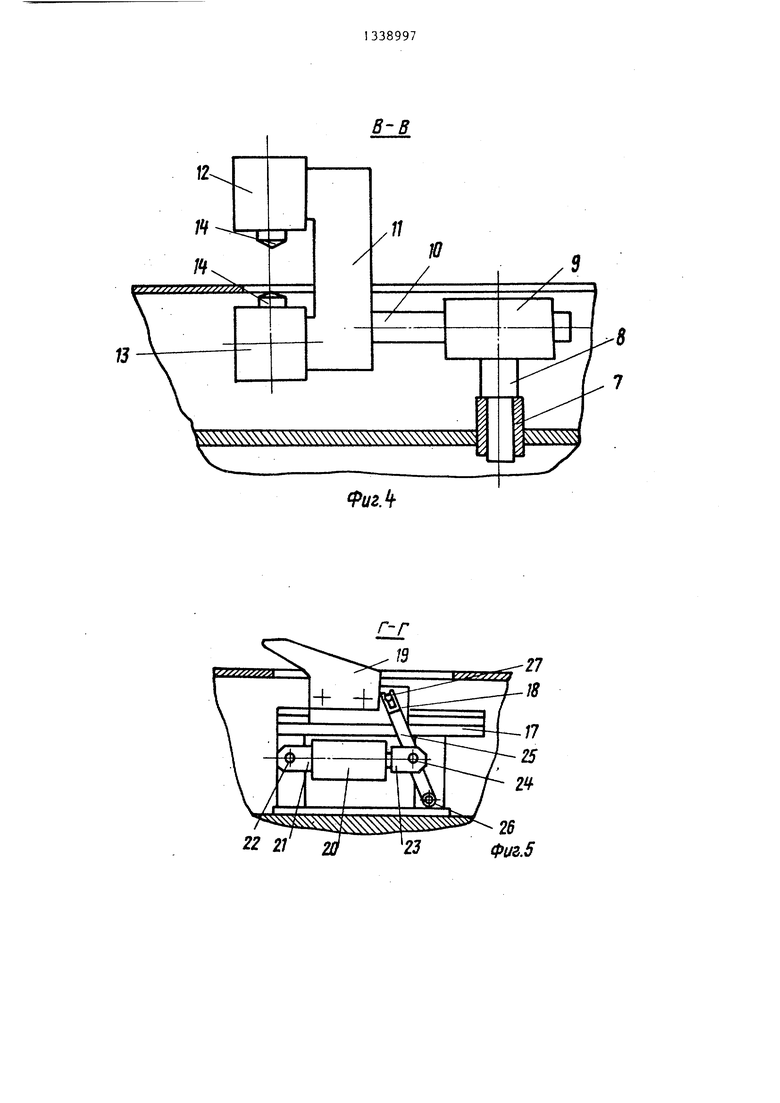
На фиг, изображен стенд, вид в плане; на фиг.2 - вид А на фиг.1; на фиг.З - разрез Б-Б на фиг,; на фиг,4 - разрез В-В на фиг.; на р. фиг,5 - разрез Г-Г на фиг.; на фиг.6 - разрез Д-Д на фиг.1.
Стенд включает установленный на фундаменте сварной корпус J со сборочной плитой 2, которая содержит два взаимно перпендикулярных ряда запрессованных в ней стаканов 3, в которых установлены с возможностью перемещения убирающиеся ориентирующие упоры 4, подпружиненные относительно стаканов пружинами 5, Для ограничения хода ориентирующего упора вверх служит соединенное с упором пружинное кольцо 6, В точке пересечения линий ориентирующих упоров во втулке 7 корпуса 1 на оси 8 установлен силовой цилиндр 9, на штоке 30 которого смонтирован зажим .1 1 с двумя зажимными цилиндрами 12 и 13, которые осуществляют захват базовой де- тали с помощью захватных губок 14,
Вдоль групп пазов 15 и 16 сборочг ной плиты 2 перемещаются по направляющим 17 жестко установленные на ползунах 18 клиновые толкатели 19, контактирующие с кромкой базовой дег- тали. Толкатели 19 перемещаются с помощью цилиндра 20, корпус 21 которого с помощью оси 22 соединяют с лсестко установленными на корпусе 1 стенда направляющими 17, а щток 23 цилиндра с помощью оси 24 щарнир- но соединен с рычагом 25, один конец которого соединен осью 26 с направляющими 17, а другой конец выполнен с пазом, в который входит палец 27 ползуна 18.
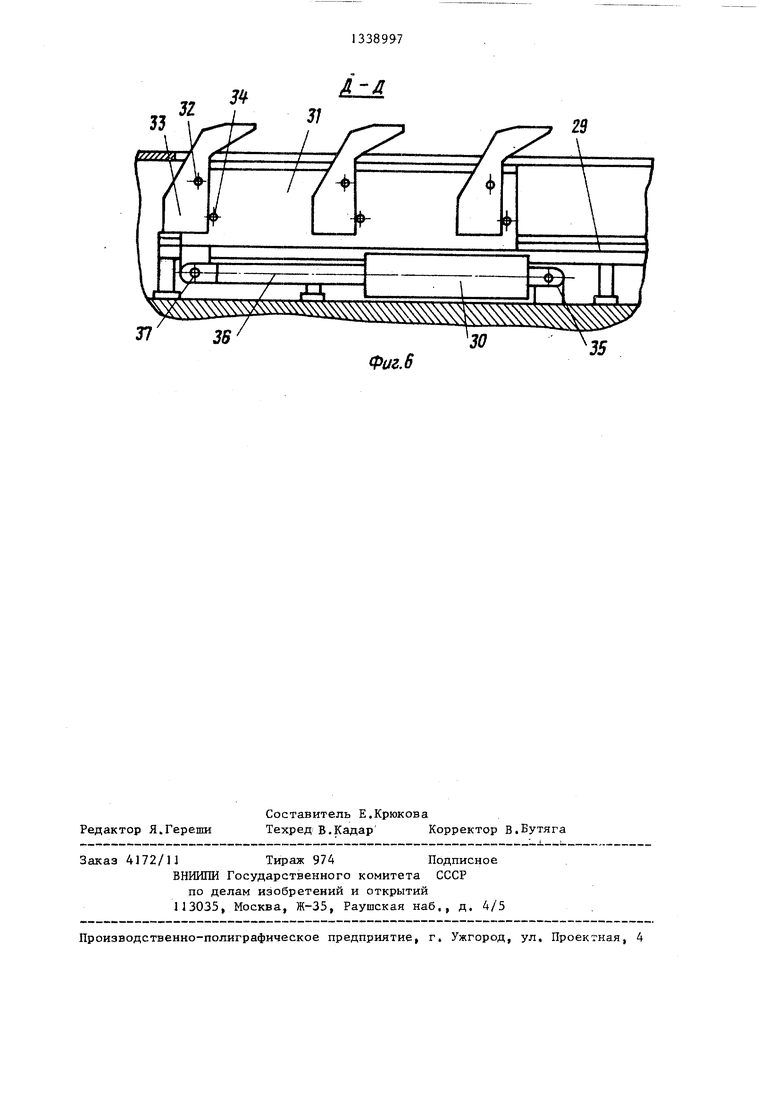
Вдоль группы пазов 28, расположенных под углом 45° к линии ориентирующих упоров 4 по жестко установленным на корпусе 1 направляющим 29, пере1338997 2
мещаются с помощью цилиндров 30 ползуны 31. На ползунах 31 на осях 32 щарнирно установлены клиновые собачки 33, поворот которых ограничивается упорами 34. Центр тяжести собачек 33 расположен таким образом, что в свободном состоянии они всегда зани10
30
мают положение, показанное на фиг,6. Количество собачек в пазах 28 пропорционально длине паза, т.е. чем длиннее паз, тем больше в нем собачек, которые занимают практически всю длину паза. Цилиндры 30 установлены та15 КИМ образом, что их корпус с помощью оси 35 щтока 36 и оси 37 соединен с ползуном 31. Собираемая металлоконструкция 38 показана на фиг. 2 .
Стенд используют следующим обра20 зом,
Б исходном положении шток 10 цилиндра 9 находится во втянутом положении, толкатели 19 - в крайнем правом положении, собачки 33 - в
25 крайнем левом положении, Базовая деталь металлоконструкции укладывается на плиту 2 таким образом, чтобы ее угол находился в зоне действия зажима 11. После укладки базовой детали включается цилиндр 9, шток 10 с зажимом II выдвигается таким образом, чтобы угол базовой детали оказался между цилиндрами 12 и 13, затем включаются цилиндры 12 и 13 и захватьшают лист губками 14, Шток 10 цилиндра 9 втягивается с базовой деталью до тех пор, пока кромки ее не окажутся прижатыми к ориентирующим упорам 4, после чего цилиндр 9 удерживает деталь в таком положении на все время сборки, т,е, сборка происходит при ориентированном положении базовой детали.
Если во время сборки какая-нибудь
g вертикальная связь попадает на ориентирующий упор 4, он утапливается, сжимая пружину 5, и не мешает сборке. При укладке базовой детали на плиту 2 под ней также могут оказаться собачки 33 в пазах 28. Б этом случае указанные собачки поворачиваются вокруг осей 32 и не мешают укладке базовой детали.
После окончания сборки перед сваркой включаются цилиндры 20 и 30 и производится закрепление собираемой металлоконструкции по периметру базовой детали толкателями 19 и собачками 33, которые перемещаются из исход35
40
50
55
мают положение, показанное на фиг,6. Количество собачек в пазах 28 пропорционально длине паза, т.е. чем длиннее паз, тем больше в нем собачек, которые занимают практически всю длину паза. Цилиндры 30 установлены таКИМ образом, что их корпус с помощью оси 35 щтока 36 и оси 37 соединен с ползуном 31. Собираемая металлоконструкция 38 показана на фиг. 2 .
Стенд используют следующим образом,
Б исходном положении шток 10 цилиндра 9 находится во втянутом положении, толкатели 19 - в крайнем правом положении, собачки 33 - в
крайнем левом положении, Базовая деталь металлоконструкции укладывается на плиту 2 таким образом, чтобы ее угол находился в зоне действия зажима 11. После укладки базовой детали включается цилиндр 9, шток 10 с зажимом II выдвигается таким образом, чтобы угол базовой детали оказался между цилиндрами 12 и 13, затем включаются цилиндры 12 и 13 и захватьшают лист губками 14, Шток 10 цилиндра 9 втягивается с базовой деталью до тех пор, пока кромки ее не окажутся прижатыми к ориентирующим упорам 4, после чего цилиндр 9 удерживает деталь в таком положении на все время сборки, т,е, сборка происходит при ориентированном положении базовой детали.
Если во время сборки какая-нибудь
вертикальная связь попадает на ориентирующий упор 4, он утапливается, сжимая пружину 5, и не мешает сборке. При укладке базовой детали на плиту 2 под ней также могут оказаться собачки 33 в пазах 28. Б этом случае указанные собачки поворачиваются вокруг осей 32 и не мешают укладке базовой детали.
После окончания сборки перед сваркой включаются цилиндры 20 и 30 и производится закрепление собираемой металлоконструкции по периметру базовой детали толкателями 19 и собачками 33, которые перемещаются из исход
ного положения к кромке базовой детали и заклинивают ее. Если кадсой-либо прижим попадает на вертикальную связь он доходит до упора в эту связь и останавливается, не мешая процессу свар ки.
Благодаря тому, что при сборке ба- зо.вая деталь лишь ориентируется и фиксируется по кромкам, облегчается установка вертикальных связей, что повышает производительнсть, а закрепление изделия по всему контуру перед сваркой повышает качество за счет исключения сварочных деформаций.
Формула изобретения
Стенд для сборки и сварки изделий, содержащий сборочную плиту с пазами, силовые цилиндры с зажимами для изделия, убираюш;иеся ориентирующие упоры и расположенные в пазах плиты
5
0
захваты для изделия, отличающийся тем, что, с целью повышения производительности и качества путем ориентации и фиксирования изделия при сборке и его закрепления по контуру при сварке, убирающиеся ориентирующие упоры размещены вдоль взаимно перпендикулярных линий, зажимы для изделия расположены в пазах, продольные оси пазов для захватов параллельны линиям размещения ориентирующих упоров, продольные оси пазов для зажимов расположены под углом 45 к этим линиям, при этом зажим, расположенный в пазу, проходящем через точку пересечения линий размещения ориентирующих упоров, выполнен в виде приводных захватных губок, остальные зажимы выполнены в виде поворотных клиновых собачек, а захваты вьтолненыв виде клиновых толкателей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сборки под сварку коробчатых металлоконструкций с диафрагмами | 1987 |
|
SU1445892A1 |
| Стенд для сборки и сварки металлоконструкций | 1988 |
|
SU1608030A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для автоматической сборки под сварку | 1982 |
|
SU1073058A1 |
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| Автоматизированная линия для сборки и сварки коробчатых изделий | 1987 |
|
SU1581543A1 |
| Стенд для сборки под сварку | 1991 |
|
SU1784429A1 |
| Поточная линия для изготовления сварных конструкций | 1978 |
|
SU770715A1 |
| Устройство для сборки под сварку дугообразных деталей с цилиндрическим изделием | 1980 |
|
SU935244A1 |
| Схват манипулятора | 1988 |
|
SU1585146A1 |
Изобретение относится к вспомог гательному оборудованию для сборки и сварки изделий и может быть использовано, например, в судостроении для сборки под сварку плоских базовых деталей с вертикальными связями. Целью изобретения является повышение производительности и качества путем ориентации и фиксирования изделия при сборке и его закрепления по контуру при сварке. Базовая деталь укладывается на сборочную плиту таким образом, чтобы ее угол находился в зоне действия зажима. Зажим подтягивает деталь к подпружиненным ориентирующим упорам, расположенным вдоль взаимно перпендикулярных линий, после чего производится сборка. Если какая- либо вертикальная связь при сборке попадает на ориентирующий упор, последний утапливается сжимая пружину, и не мешает сборке. Перед сваркой изделие закрепляют по всему контуру клиновыми толкателями, размещенными в пазах, параллельных линиям ориентирующих упоров, и поворотными клиновыми собачками, установленными в пазах под углом 45° к линиям ориентирующих упоров. Благодаря тому, что зажимы выполнены в виде поворотных клиновых собачек, упрощается установка базовой детали, которая утапливает собачки, оказавшиеся под ней. За счет того, что изделие закрепляется перед сваркой по всему контуру, исключается его коробление. 6 ил. с (Л 00 о:) 00 CD 
W
сриг.1
V Н-rr
-ft I n
// / ///
/////////.2 -/--- иг
5-Б
Фиг.
.
В В
22 21
53
iiA
L
/2-
Фиг,В
Редактор Я.Гереши
Составитель Е.Крюкова
Техред В.Кадар Корректор В.Бутяга
Заказ 4172/1J Тираж 974Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий П3035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Устройство катодов катодных ламп и катодных выпрямителей | 1924 |
|
SU837A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
