со со со со
00
ю
i Изобретение относится к гальваностегии |и может быть использовано для управ- ления автооператорами гальванических ли- ний, включенных в состав гибких автома- гизированных производств. ; Цель изобретения - предотвращение пассивирования поверхности анодов. i На чертеже приведена функциональная рхема системы программного управления Гальванической линией.
I Система содержит следующие блоки по ислу автооператоров: блоки програмл jl.l - 1.П, блоки хранения выдержек времени 2.1-2.П, блоки отработки выдержек времени 3.1-З.п и блоки управления 4.1-4.п, а также общие для всей системы блок анализа выполнения подпрограмм 5, пульт управления 6, блок измерения площади анодов 7, элок коррекции длительности процесса 8, 5лок коррекции тока 9, первый и второй 5локи сравнения кодов 10 и И, схему АЛИ 12 и управляемые кодом источники то- а 13.1 -13.К по числу ванн основного Процесса.
I Каждый блок программ 1.1 - l.n связан соответствующими ему блоками хранения выдержек времени 2.1-2.п блоками отра- (ротки выдержек времени 3.1-З.п и блоками управления 4.1-4.п , а также с общи- лн для всей системы блоком анализа вы- )(олнения подпрограмм 5 и пультом управ- .(тения 6. Кроме того, блок программ 1.1 основного процесса по выходам связан с бло- ijcoM измерения площади анодов 7, блоком 1 оррекции тока 9 и вторым блоком сравне- гаия кодов 11. Выходы блока коррекции тока 9 соединены с управляемыми кодом источниками тока 13.1 -13.К по числу ванн фсновного процесса и с вторым блоком сравне- кодов 11. Блок измерения площади ано- Дов 7 по выходу связан с блоком кор- йекции тока 9 и с блоком коррекции дли- 1-ельности процесса 8, второй вход которого (Соединен с блоком хранения выдержек 1 ремени 2.1. Входы первого блока сравне- Шия кодов 10 связаны с блоком хране- шия выдержек времени 2.1 и с блоком |соррекции длительности процесса 8, а вы- с схемой ИЛИ 12, другой вход 1рторой соединен с вторым-блоком сравне- кодов 11. Выход схемы ИЛИ 12 свя- ;iaH с пультом управления 6.
Блоки программ 1.1 - l.n представляют (обой совокупность адресуемых ячеек памяти микропроцессорного устройства, в кото- Ьых хранятся коды команд управления. & блоке программ 1.1 хранятся также номи- | альные и минимальные значения токов ijaHH основного процесса.
Блоки хранения выдержек времени S|. 1 -2.П представляют собой совокупность ад- р|есуемых программных переключателей, при г1 омощи которых производится набор тре- (5уемой длительности обработки. Блок 2.1 содержит, кроме того, программные переключатели, при помощи которых устанавливается максимальная длительность обработки в ваннах основного процесса.
Блоки отработки выдержек времени 3.1-З.п выполнены на базе микросхем интервального таймера КР 580 НИ 53. Блоки управления 4.1-4п. преобразуют коды команд в сигналы управления двигателями автооператора.
0 Блок 5 разрещает одновременное выполнение всеми автооператорами очередного участка программы при поступлении синхро- команд, заверщающих каждый участок программы, со всех блоков программ 1.1 - l.n.
5 Пульт управления 6 содержит набор клавиш, при помощи которых в блоки программ 1.1 - l.n осуществляется ввод номера программы обработки, а также органы управления устройством ввода анодов.
0 Блок 7 при помощи датчиков, установленных в ваннах основного процесса, измеряет величину площади поверхности анодов.
Блоки 8 коррекции длительности проf. цессов и 9 коррекции тока выполнены на базе микропроцессорных вычислительных устройств.
Блоки 10 и 11 сравнения кодов выдают на выход сигнал логической 1, если число, поступающее на информационный вход, преQ выщает число, поступающее на опорный вход.
Схема ИЛИ 12 выполняет логическую операцию ИЛИ.
Управляемый кодом источники тока 13.1 -13.К преобразуют код, поступающий
5 на вход, в соответствующую ему величину тока гальванической ванны.
Система работает следующим образом.
Перед началом работы транспортные
механизмы устанавливаются в исходное
положение. Оператор, набрав на пульте 6 уп0 равления номер технологической программы, нажимает кнопку «Пуск. При этом, из блока программ 1 .п выбирается первая команда подпрограммы и передается в блок управления 4.п. Автооператор начинает движение,
5 причем выборка очередной команды осуществляется по сигналам. с путевых датчиков линии, поступающих на блок управления 1.П. Технологическая выдержка в ваннах осуществляется следующим образом. В соответствии с адресом позиции из бло0 ка хранения йыдержек времени 2.п выбирается соответствующий код и помещается в блок отработки выдержек времени З.п. Отсчет времени начинается по команде с блока управления 4.п. По окончании выдержки с блока З.п на блок программ
5 l.n поступает сигнал, после чего осуществляется выборка очередной команды. Технологическая программа представляет собой совокупность отдельных подпрограмм, приЧём каждую подпрограмму завершает син- хрокоманда, при выборке которой в блок анализа выполнения подпрограмм 5 поступает специальный сигнал. Блок анализа выполнения подпрограмм 5 разрешает выполнение первой команды очередной подпрограммы только в том случае, если со всех блоков программ 1.1 - 1.п поступили сигналы синхрокоманд, чем обеспечивается синхронная работа транспортных механизмов линии.
Далее рассмотрим работу системы при обслуживании ванн основного процесса. При загрузке ванны при помощи блока 7 производится измерение фактической площади анодов и передача данных в блоки коррекции длительности процесса 8 и тока 9, где в соответствии с величиной фактической поверхности анодов рассчитываются новые значения параметров процесса и передаются в блок 3.1 отработки выдержек времени и в соответствующий управляемый кодом источник тока 13.1 -13.К. Новые значения длительности процесса и величины тока поступают также на схемы сравнения кодов 10 и 11. При выходе хотя бы одного из параметров за допустимые пределы через схему ИЛИ 12 на пульт 6 управления поступит команда «Ввод анода.
Использование блока измерения площади анодов, блоков коррекции длительности процесса и тока, блоков сравнения кодов, схемы ИЛИ и управляемых кодом источников тока отличает данную систему от известной. Коррекция тока и длительности процесса в соответствии с фактической площадью анодов позволяет учесть уменьшение поверхности анодов в процессе работы линии и тем самым предотвратить их пасси
вирование, а это способствует сохранению высокого качества покрытия.
Формула изобретения
Система программного управления гальванической линией, содержащая по числу автооператоров блоки программ, блоки хранения выдержек времени, блоки отработки выдержек времени и блоки управления, а также общие для всей системы блок анализа выполнения подпрограмм и пульт управления, отличающаяся тем, что, с целью предотвращения пассивирования поверхности анодов, она снабжена блоком измерения
площади анодов, блоком коррекции длительности процесса, блоком коррекции тока, первым и вторым блоками сравнения кодов, схемой ИЛИ и управляемыми кодом источниками тока по числу ванн основного процесса, причем вход блока измерения площади анодов связан с блоком программ, а выход - с первыми входами блоков коррекции длительности процесса и тока, второй вход блока коррекции тока соединен с блоком программ, а выходы связаны с управляемыми кодом источниками тока и вторым блоком сравнения кодов, другой вход которого соединен с блоком программ, а выход связан с одним из входов схемы ИЛИ, другой вход схемы ИЛИ соединен с первым блоком сравнения
кодов, один из входов которого связан с блоком коррекции длительности процесса, другой - с блоком хранения выдержек времени, второй выход которого соединен с вторым входом блока коррекции длительности процесса, а выход схемы ИЛИ
связан с пультом управления.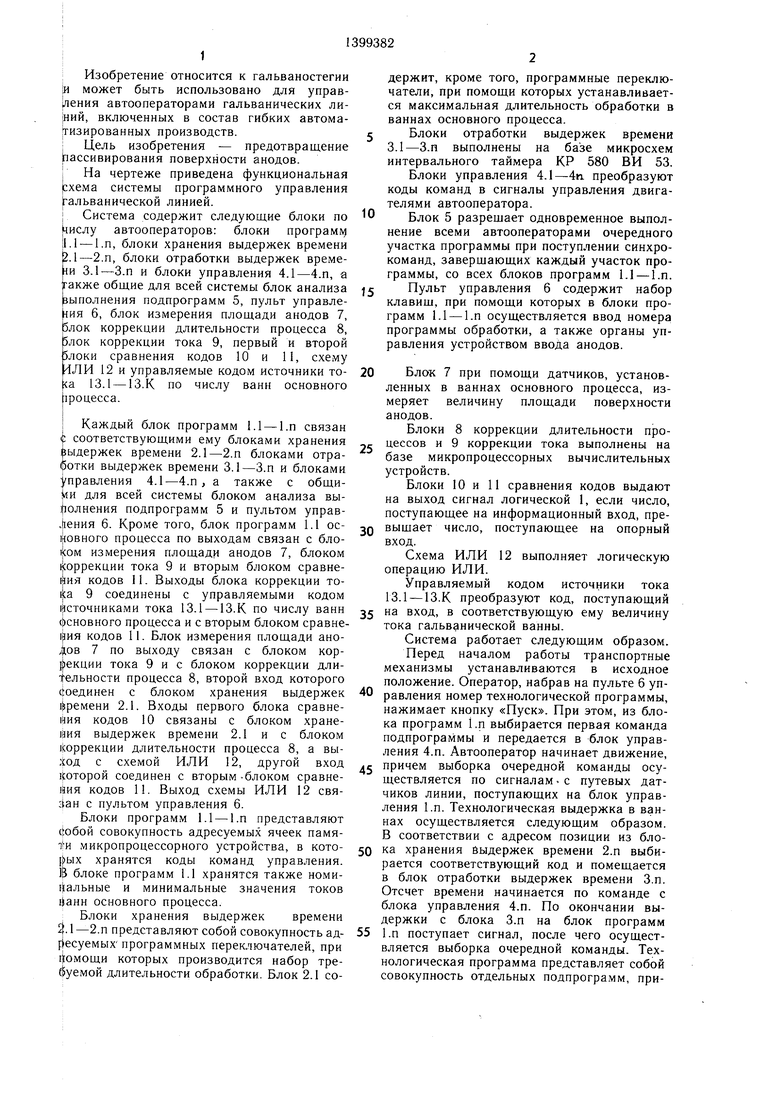
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство программного управления линией гальванопокрытий | 1985 |
|
SU1339169A1 |
| Устройство управления гальванической линией | 1986 |
|
SU1388469A1 |
| Устройство управления транспортными механизмами гальванической линии | 1986 |
|
SU1375689A1 |
| Устройство программного управления автооператорами гальванической линии | 1980 |
|
SU943337A1 |
| Устройство для программного управления автооператорами гальванической линии | 1987 |
|
SU1429089A1 |
| Устройство программного управления автооператорами гальванической линии | 1981 |
|
SU969794A1 |
| Устройство программного управления автооператорами гальванической линии | 1976 |
|
SU654699A1 |
| Командоаппарат для управления гальванической линией | 1986 |
|
SU1388470A1 |
| Система управления многопроцессной линией гальванопокрытий | 1976 |
|
SU653308A1 |
| Устройство управления литьевой машиной | 1983 |
|
SU1164056A1 |
Изобретение относится к гальваностегии и может быть использовано для управления автооператорами гальванических линий. Цель изобретения - предотвращение пассивирования поверхности анодов. Каждый блок программ 1.1 - 1 .п связан с соответствующими ему блоками хранения выдержек времени 2.1-2.п, блоками отработки выдержек времени 3.1-З.п и блоками управления 4.1-4.п, а также с общими для всей системы блоком анализа выполнения подпрограмм 5 и пультом управления 6. Кроме того, блок программ 1.1 основного процесса по выходам связан с блоком измерения площади анодов 7, блоком коррекции тока 9 и вторым блоком сравнения кодов 11. Выходы блока коррекции тока 9 соединены с управляемыми кодом источниками тока 13.1 -13.К по числу ванн основного процесса и с вторым блоком сравнения кодов 11. Блок измерения площади анодов 7 по выходу связан с блоком коррекции тока 9 и с блоком коррекции длительности процесса 8. Входы первого блока сравнения кодов 10 связаны с блоком хранения выдержек времени 2.1 и с блоком коррекции длительности процесса 8, а выход - с схемой ИЛИ 12, другой вход которого соединен с вторым блоком сравнения кодов 11. Предотвращение пассивирования поверхности анода достигается введением в данную систему блока измерения площади анодов, блока коррекции длительности процесса, блока коррекции тока, первого и второго блоков сравнения кодов, схемы ИЛИ и управляющих кодом источников тока по числу ванн основного процесса. 1 ил. (Л
| УСТРОЙСТВО УПРАВЛЕНИЯ АВТООПЕРАТОРАМИ АВТОМАТИЧЕСКИХ ЛИНИЙ ГАЛЬВАНОПОКРЫТИЙ | 0 |
|
SU387041A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Устройство программного управления автооператорами гальванической линии | 1976 |
|
SU654699A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
